一种钢塑复合管专用粘结树脂及其制备方法与流程
1.本发明涉及粘结剂领域,尤其涉及一种钢塑复合管专用粘结树脂及其制备方法。
背景技术:
2.钢塑复合管是一种新兴的复合管管材,主要以hdpe、pe
‑
rt、ppr为原料经注塑成型得到,广泛应用于给水和燃气领域。
3.目前国内所使用的粘结剂大多是聚氨酯类粘结剂,这种粘结剂没有溶剂,环保无毒,但是初粘性较低,不利于与金属粘结。
4.因此,亟需一种钢塑复合管专用粘结树脂及其制备方法。
技术实现要素:
5.本发明的目的是针对现有技术中的不足,提供一种钢塑复合管专用粘结树脂及其制备方法。
6.为实现上述目的,本发明采取的技术方案是:
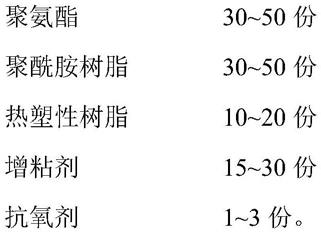
7.本发明的第一方面是提供一种钢塑复合管专用粘结树脂,按重量份数计,制备所需原料包括:
[0008][0009]
优选地,所述聚氨酯由聚氧化丙烯三醇、聚氧化丙烯二醇和二苯基甲烷二异氰酸酯反应制成。
[0010]
优选地,所述聚酰胺树脂为二聚脂肪酸聚酰胺,相对分子量为6000~8000。
[0011]
优选地,所述热塑性树脂为乙烯
‑
乙酸乙烯共聚物、乙烯
‑
丙烯酸乙酯共聚物、苯乙烯
‑
异戊二烯
‑
苯乙烯共聚物或苯乙烯
‑
丁二烯
‑
苯乙烯共聚物中的一种或几种。
[0012]
优选地,所述增粘剂为氢化萜稀树脂、松香树脂或石油树脂中的一种或几种。
[0013]
优选地,所述抗氧剂为受阻酚类抗氧剂、亚磷酸盐类抗氧剂或受阻芳香胺类抗氧剂中的一种或几种。
[0014]
本发明的第二方面是提供一种如上所述钢塑复合管专用粘结树脂的制备方法,步骤包括:
[0015]
s1、将聚氧化丙烯三醇、聚氧化丙烯二醇和二苯基甲烷二异氰酸酯按2:1:5的比例放入反应釜中,在80℃下反应3h制得聚氨酯;
[0016]
s2、按配比将各制备所需原料进行混合;
[0017]
s3、将混合后的制备所需原料加入双螺杆挤出机中进行加工。
[0018]
优选地,步骤s2中,所述加工在140~190℃下进行,主机转速为390~410rpm,喂料转速为21~28rpm,真空度≤0.04kp。
[0019]
本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
[0020]
本发明原料易得、初粘接强度高、加工工艺简单、具有优异的粘结性能、耐腐蚀性能好、安全无毒。
具体实施方式
[0021]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0022]
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0023]
下面结合具体实施例对本发明作进一步说明,但不作为本发明的限定。
[0024]
实施例1
[0025]
本实施例提供一种钢塑复合管专用粘结树脂,按重量份数计,制备所需原料包括:
[0026][0027][0028]
其中,所述聚氨酯由聚氧化丙烯三醇、聚氧化丙烯二醇和二苯基甲烷二异氰酸酯反应制成;所述聚酰胺树脂为二聚脂肪酸聚酰胺,相对分子量为6000;所述热塑性树脂为乙烯
‑
乙酸乙烯共聚物;所述增粘剂为氢化萜稀树脂;所述抗氧剂为受阻酚类抗氧剂。
[0029]
上述钢塑复合管专用粘结树脂的制备方法,步骤包括:
[0030]
s1、将聚氧化丙烯三醇、聚氧化丙烯二醇和二苯基甲烷二异氰酸酯按2:1:5的比例放入反应釜中,在80℃下反应3h制得聚氨酯;
[0031]
s2、按配比将各制备所需原料进行混合;
[0032]
s3、将混合后的制备所需原料加入双螺杆挤出机中进行加工;
[0033]
其中,所述加工在140~190℃下进行,主机转速为410rpm,喂料转速为28rpm,真空度为0.01kp。
[0034]
实施例2
[0035]
本实施例提供一种钢塑复合管专用粘结树脂,按重量份数计,制备所需原料包括:
[0036][0037]
其中,所述聚氨酯由聚氧化丙烯三醇、聚氧化丙烯二醇和二苯基甲烷二异氰酸酯反应制成;所述聚酰胺树脂为二聚脂肪酸聚酰胺,相对分子量为8000;所述热塑性树脂为乙烯
‑
丙烯酸乙酯共聚物、苯乙烯
‑
异戊二烯
‑
苯乙烯共聚物和苯乙烯
‑
丁二烯
‑
苯乙烯共聚物;所述增粘剂为松香树脂和石油树脂;所述抗氧剂为亚磷酸盐类抗氧剂和受阻芳香胺类抗氧剂。
[0038]
上述钢塑复合管专用粘结树脂的制备方法,步骤包括:
[0039]
s1、将聚氧化丙烯三醇、聚氧化丙烯二醇和二苯基甲烷二异氰酸酯按2:1:5的比例放入反应釜中,在80℃下反应3h制得聚氨酯;
[0040]
s2、按配比将各制备所需原料进行混合;
[0041]
s3、将混合后的制备所需原料加入双螺杆挤出机中进行加工;
[0042]
其中,所述加工在140~190℃下进行,主机转速为390rpm,喂料转速为21rpm,真空度为0.04kp。
[0043]
检测实施例
[0044]
对比例为:pr298。
[0045]
表1
[0046] 剥离强度(n/25mm)熔融指数(g/10min)层间粘结强度强度对比例1082.1pp与钢管分离实施例11353.6pp与钢管无分离和裂缝实施例21283.7pp与钢管无分离和裂缝
[0047]
其中,剥离强度是采用标准gb/t2790进行检测的;熔融指数是采用标准gb/t3682进行检测的;层间粘结强度强度是采用标准cj/t183
‑
2003进行检测的。
[0048]
综上所述,本发明原料易得、初粘接强度高、加工工艺简单、具有优异的粘结性能、耐腐蚀性能好、安全无毒。
[0049]
以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1