一种防锈、高表面质量冰箱速冷盘冲压件及其加工工艺的制作方法
1.本发明涉及冰箱冲压件技术领域,更具体地说,本发明涉及一种防锈、高表面质量冰箱速冷盘冲压件及其加工工艺。
背景技术:
2.冰箱是保持恒定低温的制冷设备,也是使食物或其他物品保持恒定低温状态的民用产品。冰箱箱体内有压缩机、制冰机用以结冰的柜或箱,带有制冷装置的储藏箱。电冰箱的种类很多,一般按其内冷却、用途、气候环境、外形、放置制冷方式分类。速冻功能是为了保持冷冻室内食品的营养价值而设计的,它将食品在最短时间内冻透,非常适合冷藏一些冰镇饮料、啤酒等饮品。冰箱中使用速冷盘,可对冰箱内部食品进行快速导热冷却降温处理,实现对食品的快速降温冷却处理。
3.现有的冰箱速冷盘冲压件,表面结构强度不高,长时间在含水低温环境下工作,容易刮花损伤。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种防锈、高表面质量冰箱速冷盘冲压件及其加工工艺。
5.一种防锈、高表面质量冰箱速冷盘冲压件,包括铝合金板和涂层,所述铝合金板和所述涂层的重量比为1∶0.01~0.03,所述铝合金板成分按重量百分比为:si0.35~0.45%、cu1.8~2.4%、mn1.1~1.3%、mg4.5~4.9%、zn0.2~0.3%、ni0.25~0.45%、mo0.15~0.25%、zr0.08~0.15%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质。
6.进一步的,所述涂层按照重量百分比计算包括:4.60~5.60%的石墨烯、4.40~5.40%的纳米银粒子、4.80~5.60%的纳米二氧化钛、5.20~5.80%的六方氮化硼、19.20~20.40%的聚酰亚胺,其余为水性聚氨酯。
7.进一步的,所述铝合金板和所述涂层的重量比为1∶0.01,所述铝合金板成分按重量百分比为:si0.35%、cu1.8%、mn1.1%、mg4.5%、zn0.2%、ni0.25%、mo0.15%、zr0.08%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:4.60%的石墨烯、4.40%的纳米银粒子、4.80%的纳米二氧化钛、5.20%的六方氮化硼、19.20%的聚酰亚胺、61.80%的水性聚氨酯。
8.进一步的,所述铝合金板和所述涂层的重量比为1∶0.03,所述铝合金板成分按重量百分比为:si0.45%、cu2.4%、mn1.3%、mg4.9%、zn0.3%、ni0.45%、mo0.25%、zr0.15%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:5.60%的石墨烯、5.40%的纳米银粒子、5.60%的纳米二氧化钛、5.80%的六方氮化硼、20.40%的聚酰亚胺、57.20%的水性聚氨酯。
9.进一步的,所述铝合金板和所述涂层的重量比为1∶0.02,所述铝合金板成分按重量百分比为:si0.40%、cu2.1%、mn1.2%、mg4.7%、zn0.25%、ni0.35%、mo0.20%、
zr0.12%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:5.10%的石墨烯、4.90%的纳米银粒子、5.20%的纳米二氧化钛、5.50%的六方氮化硼、19.80%的聚酰亚胺、59.50%的水性聚氨酯。
10.本发明还提供一种防锈、高表面质量冰箱速冷盘冲压件的加工工艺,具体加工步骤如下:
11.步骤一:按照铝合金板配方成分,进行熔融、浇铸、模压制成铝合金板;
12.步骤二:称取上述重量份的石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯;
13.步骤三:将步骤二中的石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯加入到去离子水中,进行微波辐照处理,得到混合料a;
14.步骤四:将步骤三中制得的混合料a进行超声处理20~30分钟,得到混合料b;
15.步骤五:将步骤一中制得的铝合金板进行冲压成型,得到冰箱速冷盘冲压件;
16.步骤六:将步骤五中制得的冰箱速冷盘冲压件送入到等离子清洗机中进行处理,得到半成品冰箱速冷盘冲压件;
17.步骤七:将步骤四中制得的混合料b静电喷涂到步骤六中制得的半成品冰箱速冷盘冲压件表面,干燥,在半成品冰箱速冷盘冲压件表面形成涂层,得到防锈、高表面质量冰箱速冷盘冲压件。
18.进一步的,在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶10~20,微波辐照处理3~5分钟,微波辐照剥离时通入惰性气体,微波频率1680~1700mhz,微波输出功率密度为94~98mw/cm3;在步骤四中,超声波频率为25~31khz,超声功率为1000~1200w;在步骤六中,等离子清洗过程中,等离子清洗的功率为180~200w,清洗时间为3~5min,工作距离为9~11mm,使用气体为氮气,气体流量为130~150ml/min。
19.进一步的,在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶10,微波辐照处理3分钟,微波辐照剥离时通入惰性气体,微波频率1680mhz,微波输出功率密度为94mw/cm3;在步骤四中,超声波频率为25khz,超声功率为1000w;在步骤六中,等离子清洗过程中,等离子清洗的功率为180w,清洗时间为3min,工作距离为9mm,使用气体为氮气,气体流量为130ml/min
20.进一步的,在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶20,微波辐照处理5分钟,微波辐照剥离时通入惰性气体,微波频率1700mhz,微波输出功率密度为98mw/cm3;在步骤四中,超声波频率为31khz,超声功率为1200w;在步骤六中,等离子清洗过程中,等离子清洗的功率为200w,清洗时间为5min,工作距离为11mm,使用气体为氮气,气体流量为150ml/min。
21.进一步的,在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶15,微波辐照处理4分钟,微波辐照剥离时通入惰性气体,微波频率1690mhz,微波输出功率密度为96mw/cm3;在步骤四中,超声波频率为28khz,超声功率为1100w;在步骤六中,等离子清洗过程中,等离子清洗的功率为190w,清洗时间为4min,工作距离为10mm,使用气体为氮气,气体流量为140ml/min。
22.本发明的技术效果和优点:
23.1、采用本发明的原料配方所加工出的防锈、高表面质量冰箱速冷盘冲压件,可有效提升冰箱速冷盘冲压件的表面高质量性能,表面结构强度高,耐温耐腐蚀性能佳,同时可有效加强冰箱速冷盘冲压件的防锈、抗菌性能;石墨烯可在铝合金表面形成薄膜,可有效提高速冷盘冲压件表面的硬度、抗拉强度和耐磨性;纳米银粒子和纳米二氧化钛可复合到石墨烯和六方氮化硼表面,可有效加强石墨烯和六方氮化硼的抗菌性能,进而加强速冷盘冲压件的抗菌性能;同时六方氮化硼经过微波剥离之后与水性聚氨酯进行共混复合,得到改性六方氮化硼/水性聚氨酯复合涂料,可有效提高速冷盘冲压件的耐腐蚀性能,加强对速冷盘冲压件的保护处理效果;
24.2、本发明在加工防锈、高表面质量冰箱速冷盘冲压件的过程中,在步骤三中,将涂层原料在去离子水中进行微波辐照处理,可有效对涂层原料进行微波辐照剥离处理,加强涂层原料的分层处理效果,便于原料的插接共混复合,进而加强涂层的安全性和稳定性;在步骤四中,对混合料a进行28khz超声处理,可有效加强涂层原料的共混复合效果,涂层中原料分布更加均匀;在步骤六中,进行等离子清洗处理,可有效对冲压后铝合金板的表面蚀刻处理,便于后续涂层与铝合金板的结合效果,涂层的安全和稳定性能更佳;在步骤七中,对混合料b进行静电喷涂形成涂层,得到防锈、高表面质量冰箱速冷盘冲压件。
具体实施方式
25.下面将结合本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:
27.本发明提供了一种防锈、高表面质量冰箱速冷盘冲压件,包括铝合金板10kg和涂层100g,所述铝合金板成分按重量百分比为:si0.35%、cu1.8%、mn1.1%、mg4.5%、zn0.2%、ni0.25%、mo0.15%、zr0.08%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:4.60g的石墨烯、4.40g的纳米银粒子、4.80g的纳米二氧化钛、5.20g的六方氮化硼、19.20g的聚酰亚胺、61.80g的水性聚氨酯;
28.本发明还提供一种防锈、高表面质量冰箱速冷盘冲压件的加工工艺,具体加工步骤如下:
29.步骤一:按照铝合金板配方成分,进行熔融、浇铸、模压制成铝合金板;
30.步骤二:称取上述重量份的石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯;
31.步骤三:将步骤二中的石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯加入到去离子水中,进行微波辐照处理,得到混合料a;
32.步骤四:将步骤三中制得的混合料a进行超声处理20分钟,得到混合料b;
33.步骤五:将步骤一中制得的铝合金板进行冲压成型,得到冰箱速冷盘冲压件;
34.步骤六:将步骤五中制得的冰箱速冷盘冲压件送入到等离子清洗机中进行处理,得到半成品冰箱速冷盘冲压件;
35.步骤七:将步骤四中制得的混合料b静电喷涂到步骤六中制得的半成品冰箱速冷
盘冲压件表面,干燥,在半成品冰箱速冷盘冲压件表面形成涂层,得到防锈、高表面质量冰箱速冷盘冲压件。
36.在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶10,微波辐照处理3分钟,微波辐照剥离时通入惰性气体,微波频率1680mhz,微波输出功率密度为94mw/cm3;在步骤四中,超声波频率为25khz,超声功率为1000w;在步骤六中,等离子清洗过程中,等离子清洗的功率为180w,清洗时间为3min,工作距离为9mm,使用气体为氮气,气体流量为130ml/min。
37.实施例2:
38.与实施例1不同的是,铝合金板10kg和涂层300g,所述铝合金板成分按重量百分比为:si0.45%、cu2.4%、mn1.3%、mg4.9%、zn0.3%、ni0.45%、mo0.25%、zr0.15%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:16.80g的石墨烯、16.20g的纳米银粒子、16.80g的纳米二氧化钛、17.40g的六方氮化硼、61.20g的聚酰亚胺、171.60g的水性聚氨酯。
39.实施例3:
40.与实施例1
‑
2均不同的是,铝合金板10kg和涂层200g,所述铝合金板成分按重量百分比为:si0.40%、cu2.1%、mn1.2%、mg4.7%、zn0.25%、ni0.35%、mo0.20%、zr0.12%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:10.20g的石墨烯、9.80g的纳米银粒子、10.40g的纳米二氧化钛、11.00g的六方氮化硼、39.60g的聚酰亚胺、119.00g的水性聚氨酯。
41.分别取上述实施例1
‑
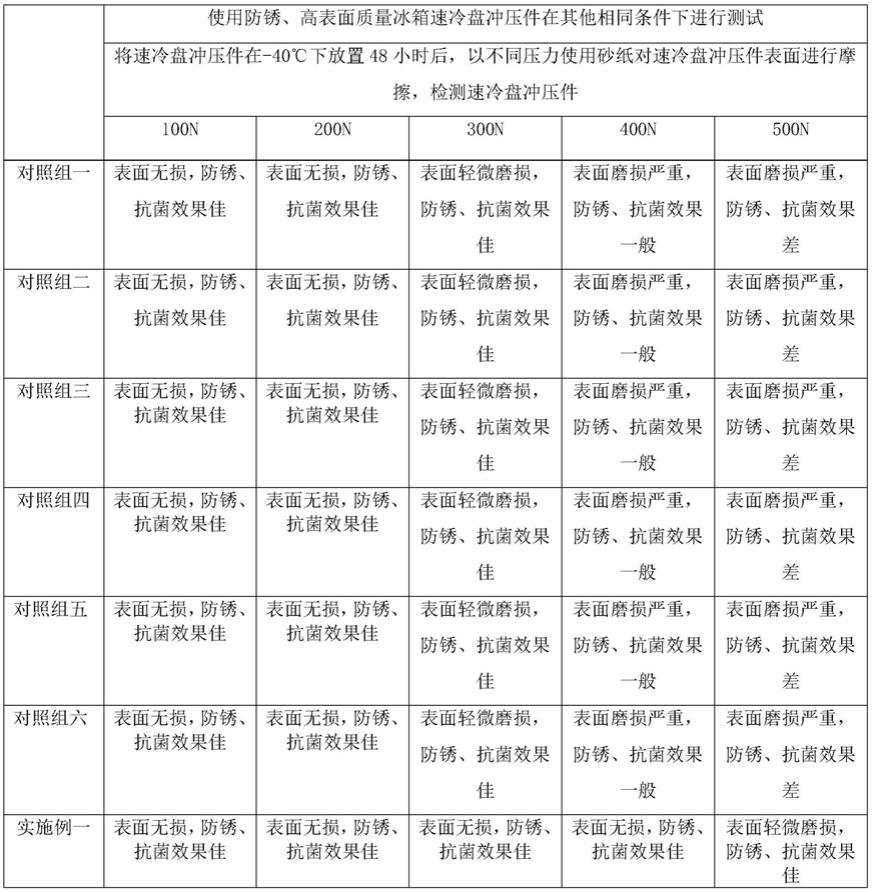
3所制得的防锈、高表面质量冰箱速冷盘冲压件与对照组一的防锈、高表面质量冰箱速冷盘冲压件、对照组二的防锈、高表面质量冰箱速冷盘冲压件、对照组三的防锈、高表面质量冰箱速冷盘冲压件、对照组四的防锈、高表面质量冰箱速冷盘冲压件、对照组五的防锈、高表面质量冰箱速冷盘冲压件和对照组六的防锈、高表面质量冰箱速冷盘冲压件,对照组一的防锈、高表面质量冰箱速冷盘冲压件与实施例三相比无石墨烯,对照组二的防锈、高表面质量冰箱速冷盘冲压件与实施例三相比无纳米银粒子,对照组三的防锈、高表面质量冰箱速冷盘冲压件与实施例三相比无纳米二氧化钛,对照组四的防锈、高表面质量冰箱速冷盘冲压件与实施例三相比无六方氮化硼,对照组五的防锈、高表面质量冰箱速冷盘冲压件与实施例三相比无聚酰亚胺,对照组六的防锈、高表面质量冰箱速冷盘冲压件与实施例三相比无水性聚氨酯,分九组分别测试三个实施例中加工的防锈、高表面质量冰箱速冷盘冲压件以及六个对照组的防锈、高表面质量冰箱速冷盘冲压件,每30个样品为一组,进行测试,测试结果如表一所示:
42.表一:
[0043][0044][0045]
由表一可知,当防锈、高表面质量冰箱速冷盘冲压件的原料配比为:铝合金板10kg和涂层200g,所述铝合金板成分按重量百分比为:si0.40%、cu2.1%、mn1.2%、mg4.7%、zn0.25%、ni0.35%、mo0.20%、zr0.12%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:10.20g的石墨烯、9.80g的纳米银粒子、10.40g的纳米二氧化钛、11.00g的六方氮化硼、39.60g的聚酰亚胺、119.00g的水性聚氨酯时,可有效提升冰箱速冷盘冲压件的表面高质量性能,表面结构强度高,耐温耐腐蚀性能佳,同时可有效加强冰箱速冷盘冲压件的防锈、抗菌性能;故实施例3为本发明的较佳实施方式,本发明采用铝合金材料作为速冷盘的主要支撑材料,成本低导热快,在铝合金中使用铜、锰、镁作为配比,可有效加强铝合金的防锈效果;配方中的石墨烯,可在铝合金表面形成薄膜,可有效提高速冷盘冲压件表面的硬度、抗拉强度和耐磨性,同时加强速冷盘冲压件的导热效
率;六方氮化硼在微波辐照处理下进行剥离,同时纳米银粒子和纳米二氧化钛可复合到石墨烯和六方氮化硼表面,可有效加强石墨烯和六方氮化硼的抗菌性能,进而加强速冷盘冲压件的抗菌性能;同时六方氮化硼经过微波剥离之后与水性聚氨酯进行共混复合,得到改性六方氮化硼/水性聚氨酯复合涂料,可有效提高速冷盘冲压件的耐腐蚀性能,加强对速冷盘冲压件的保护处理效果;聚酰亚胺可有效加强速冷盘冲压件的表面的耐腐蚀性能。
[0046]
实施例4:
[0047]
本发明提供了一种防锈、高表面质量冰箱速冷盘冲压件,包括铝合金板10kg和涂层200g,所述铝合金板成分按重量百分比为:si0.40%、cu2.1%、mn1.2%、mg4.7%、zn0.25%、ni0.35%、mo0.20%、zr0.12%、cr≤0.05%、ti≤0.15%,余量为al和不可避免的杂质;所述涂层按照重量百分比计算包括:10.20g的石墨烯、9.80g的纳米银粒子、10.40g的纳米二氧化钛、11.00g的六方氮化硼、39.60g的聚酰亚胺、119.00g的水性聚氨酯;
[0048]
本发明还提供一种防锈、高表面质量冰箱速冷盘冲压件的加工工艺,具体加工步骤如下:
[0049]
步骤一:按照铝合金板配方成分,进行熔融、浇铸、模压制成铝合金板;
[0050]
步骤二:称取上述重量份的石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯;
[0051]
步骤三:将步骤二中的石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯加入到去离子水中,进行微波辐照处理,得到混合料a;
[0052]
步骤四:将步骤三中制得的混合料a进行超声处理25分钟,得到混合料b;
[0053]
步骤五:将步骤一中制得的铝合金板进行冲压成型,得到冰箱速冷盘冲压件;
[0054]
步骤六:将步骤五中制得的冰箱速冷盘冲压件送入到等离子清洗机中进行处理,得到半成品冰箱速冷盘冲压件;
[0055]
步骤七:将步骤四中制得的混合料b静电喷涂到步骤六中制得的半成品冰箱速冷盘冲压件表面,干燥,在半成品冰箱速冷盘冲压件表面形成涂层,得到防锈、高表面质量冰箱速冷盘冲压件。
[0056]
在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶10,微波辐照处理3分钟,微波辐照剥离时通入惰性气体,微波频率1680mhz,微波输出功率密度为94mw/cm3;在步骤四中,超声波频率为25khz,超声功率为1000w;在步骤六中,等离子清洗过程中,等离子清洗的功率为180w,清洗时间为3min,工作距离为9mm,使用气体为氮气,气体流量为130ml/min。
[0057]
实施例5:
[0058]
与实施例4不同的是,在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶20,微波辐照处理5分钟,微波辐照剥离时通入惰性气体,微波频率1700mhz,微波输出功率密度为98mw/cm3;在步骤四中,超声波频率为31khz,超声功率为1200w;在步骤六中,等离子清洗过程中,等离子清洗的功率为200w,清洗时间为5min,工作距离为11mm,使用气体为氮气,气体流量为150ml/min。
[0059]
实施例6:
[0060]
与实施例4
‑
5均不同的是,在步骤三中,石墨烯、纳米银粒子、纳米二氧化钛、六方氮化硼、聚酰亚胺、水性聚氨酯总重量与去离子水的重量份比为1∶15,微波辐照处理4分钟,
微波辐照剥离时通入惰性气体,微波频率1690mhz,微波输出功率密度为96mw/cm3;在步骤四中,超声波频率为28khz,超声功率为1100w;在步骤六中,等离子清洗过程中,等离子清洗的功率为190w,清洗时间为4min,工作距离为10mm,使用气体为氮气,气体流量为140ml/min。
[0061]
分别取上述实施例4
‑
6所制得的防锈、高表面质量冰箱速冷盘冲压件与对照组七的防锈、高表面质量冰箱速冷盘冲压件、对照组八的防锈、高表面质量冰箱速冷盘冲压件和对照组九的防锈、高表面质量冰箱速冷盘冲压件,对照组七的防锈、高表面质量冰箱速冷盘冲压件与实施例六相比没有步骤三中的操作,对照组八的防锈、高表面质量冰箱速冷盘冲压件与实施例六相比没有步骤四中的操作,对照组九的防锈、高表面质量冰箱速冷盘冲压件与实施例六相比没有步骤六中的操作,分六组分别测试三个实施例中加工的防锈、高表面质量冰箱速冷盘冲压件以及三个对照组的防锈、高表面质量冰箱速冷盘冲压件,每30个样品为一组,进行测试,测试结果如表二所示:
[0062]
表二:
[0063][0064]
由表二可知,实施例6为本发明的较佳实施方式;在步骤一中,按照配方成分制成铝合金板;在步骤二中,称取涂层的原料;在步骤三中,将涂层原料在去离子水中进行微波辐照处理,可有效对涂层原料进行微波辐照剥离处理,加强涂层原料的分层处理效果,便于原料的插接共混复合,进而加强涂层的安全性和稳定性;在步骤四中,对混合料a进行28khz超声处理,可有效加强涂层原料的共混复合效果,涂层中原料分布更加均匀;在步骤五中,对铝合金板进行冲压成型;在步骤六中,进行等离子清洗处理,可有效对冲压后铝合金板的表面蚀刻处理,便于后续涂层与铝合金板的结合效果,涂层的安全和稳定性能更佳;在步骤
七中,对混合料b进行静电喷涂形成涂层,得到防锈、高表面质量冰箱速冷盘冲压件。
[0065]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0066]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1