一种可移除胶黏剂、可移除胶带及其制备方法和应用与流程
1.本发明属于胶黏剂技术领域,具体涉及一种用于cnc加工的胶黏剂、保护胶带及其制备方法和应用。
背景技术:
2.目前,在cnc加工行业中,在金属制品的加工保护上大多使用传统贴保护膜的方式进行对金属制品进行保护;传统的保护膜使用的是压敏胶(psa)类胶黏剂组分,这一类胶粘剂对温度敏感,进而经常导致黏附力不够,或者粘度过高产生溢胶等不良;且经过对金属制品加工过程的温度变化、切削液的冲击、切削液的化学腐蚀等过程,非常容易发生变性,导致剥离困难,在表面形成大量的残胶无法清除,从而进一步影响后续的喷砂、阳极等表面处理工序,造成大量的外观不良,引起制品报废。
3.传统可移压敏胶带的粘附特性评价与压敏胶的粘附特性相似,由快粘力(t)、粘接力(a)、内聚力(c)和粘基力(k)四个要素决定,且要保证具有综合的优异性能就应满足t《a《c《k,若t≥a就没有压敏性;若a≥c则揭除胶带就会出现胶层破坏,导致胶粘剂残留于被粘物表面、拉丝等弊病;若c≥k就会产生胶层脱离基材的现象。
4.目前,对于可以压敏胶带的研究也有很多。cn112920746a公开了一种可移压敏胶,包括如下配方的组分:100~150重量份的丙烯酸酯共聚物、20~30重量份的甲氧基二甲醚改性烷基酚醛树脂、5~10重量份的异佛尔酮二异氰酸酯、2~5重量份的偶氮二异丁腈、10~20重量份的增粘树脂和10~15重量份的乙酸乙酯;该发明通过特别的配方制得的黏度高并且可移无残留的压敏胶,配方简单,应用范围广。cn109810658a公开了一种热塑性弹性体基材易拉可移除胶带,其基材为苯乙烯嵌段共聚物热塑性弹性体基材,胶水组份和质量份为:苯乙烯嵌段共聚物热塑性弹性体80~150份,增黏树脂75~130份,甲苯100~350份,色浆5~15份。该热塑性弹性体基材胶带是具有较高粘结强度的双面固定胶带,在使用时剥离离型纸或离型膜贴合后即能使用,在需要移除时,只需通过拉伸胶带即可移除,使电子元件的维修和维护变得方便快捷。cn113174216a公开了一种可移除胶带及其制备方法,包括基材,所述基材的一面复合有胶黏剂层,所述胶黏剂层背离基材的一面复合有离型层;其中,所述胶黏剂层与离型层之间具有网格状微结构层,所述网格状微结构层与所述离型层的表面结构相配。本发明的可移除胶带上的胶黏剂层具有网格状的微结构表面,该网格使制品施加到基材上后,具有所要求的排气性和粘着性,而不对制品外观有不良影响;提高了制品的散热性能与排气性能,制得铜箔制品的返工性能提高。
5.但是,现有技术中提供的传统保护胶带为了抵抗在生产过程中的较强的切削应力、切削液的腐蚀以及清洗水的高温,往往追求较大的粘结力,但在追求大的粘结力的同时,往往造成移除时困难的问题,特别是在大面积上的保护时需要使用很大的外力来移除保护膜,且经常造成残胶,因此,很难兼顾强附着力和低离型力。
6.为了解决上述技术问题,开发一种具有较强粘附力且可轻松移除的可移除胶黏剂,是本领域技术人员迫在眉睫需要解决的技术问题。
技术实现要素:
7.针对现有技术的不足,本发明的目的在于提供一种可移除胶黏剂、可移除胶带及其制备方法和应用其特征在于,所述可移除胶黏剂包括特定份数的聚异戊二烯胶、丁苯胶、甲基丙烯酸和聚丙烯酰胺水凝胶的组合,所述可移除胶黏剂通过添加特定份数的聚丙烯酰胺水凝胶,搭配降温减粘的使用工艺,使得所述胶黏剂在低温下具有较低的粘度,进而作为保护胶应用于cnc加工行业时,能轻松且快速从金属表面移除,且残胶率较低,提高了制品的成功率。
8.为达此目的,本发明采用以下技术方案:
9.第一方面,本发明提供一种可移除胶黏剂,所述可移除胶黏剂按照重量份包括如下组分:
[0010][0011]
其中,所述聚异戊二烯胶可以为62重量份、64重量份、66重量份、68重量份、70重量份、72重量份、74重量份、76重量份、78重量份、80重量份、82重量份或84重量份等。
[0012]
所述丁苯胶可以为5.5重量份、6重量份、6.5重量份、7重量份、7.5重量份、8重量份、8.5重量份、9重量份或9.5重量份等。
[0013]
所述甲基丙烯酸可以为5.5重量份、6重量份、6.5重量份、7重量份、7.5重量份、8重量份、8.5重量份、9重量份或9.5重量份等。
[0014]
所述聚丙烯酰胺水凝胶可以为6重量份、7重量份、8重量份、9重量份、10重量份、11重量份、12重量份、13重量份或14重量份等。
[0015]
本发明提供的可移除胶黏剂包括特定份数的聚异戊二烯胶、丁苯胶、甲基丙烯酸和聚丙烯酰胺水凝胶的组合;所述可移除胶黏剂通过添加特定份数的聚丙烯酰胺水凝胶,在低温下,所述聚丙烯酰胺水凝胶中的水会结冻从而发生体积膨胀,进而使得所述可移除胶黏剂粘性减弱,界面粘接强度变低,从而降低了其与制品的表面粘结力,进而将其作为保护胶应用于cnc加工(计算机数字化控制精密机械加工)时,在加工前期可以对代加工制品表面有很好的保护,在加工后期能快速从代加工制品表面移除,且不会造成残胶现象,进而提升了cnc加工的成功率。
[0016]
优选地,所述聚丙烯酰胺水凝胶为交联型聚丙烯酰胺水凝胶。
[0017]
优选地,所述交联型聚丙烯酰胺水凝胶通过丙烯酰胺和交联剂反应得到。
[0018]
优选地,所述交联剂包括磺化腐植酸钠和/或甲基丙烯酰氧乙基三甲基氯化铵。
[0019]
优选地,所述可移除胶黏剂中还包括添加剂和/或溶剂。
[0020]
优选地,所述可移除胶黏剂中添加剂的含量小于1重量份,例如0.9重量份、0.8重量份、0.7重量份、0.6重量份、0.5重量份、0.4重量份、0.3重量份、0.2重量份或0.1重量份等。
[0021]
优选地,所述添加剂包括抗氧化剂、着色剂、交联剂、增塑剂或硅氧烷偶联剂中的任意一种或至少两种的组合。
[0022]
第二方面,本发明提供一种如第一方面所述可移除胶黏剂的制备方法,所述制备方法包括:将聚异戊二烯胶、丁苯胶、甲基丙烯酸、聚丙烯酰胺水凝胶和任选地添加剂混合,加入任选地溶剂调整粘度,将溶剂蒸发浓缩,得到所述可移除胶黏剂。
[0023]
本发明提供的可移除胶黏剂的制备方法工艺简单,适合大规模的工业量产。
[0024]
第三方面,本发明提供一种如第一方面所述可移除胶黏剂的使用方法,所述使用方法包括如下步骤:
[0025]
(1)将可移除胶黏剂涂覆在基材表面,固化,得到带有保护胶膜的基材;
[0026]
(2)对步骤(1)得到的带有保护胶膜的基材进行加工,降温减粘,移除保护胶膜,完成所述可移除胶黏剂的使用。
[0027]
优选地,步骤(1)所述涂覆包括点涂、喷涂或刷涂中的任意一种或至少两种的组合。
[0028]
优选地,步骤(1)所述固化的温度为25~80℃,例如30℃、35℃、40℃、45℃、50℃、55℃、60℃、65℃、70℃或75℃等。
[0029]
优选地,步骤(1)所述固化的时间为10~60min,例如15min、20min、25min、30min、35min、40min、45min、50min或55min等。
[0030]
优选地,步骤(2)所述降温减粘前以及移除保护胶膜后均还包括图像采集判定的步骤。
[0031]
优选地,步骤(2)所述降温减粘的温度小于0℃,例如-1℃、-2℃、-3℃、-4℃、-5℃、-6℃、-7℃、-8℃或-9℃等。
[0032]
优选地,步骤(2)所述降温减粘在冷风循环隧道炉中进行。
[0033]
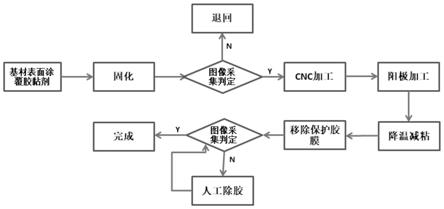
作为本发明的优选技术方案,本发明在使用所述可移除胶黏剂对基材进行保护时,在去除胶黏剂前对其进行小于0℃的降温减粘处理,将其通过一个制冷的隧道炉,利用环境使得可移除胶黏剂失去粘性从而快速从基材表面移除。
[0034]
示例性地,本发明提供的可移除胶黏剂的使用流程图如图1所示,从图1可以看出,本发明所提供的可移除胶黏剂在cnc加工的使用方法中,使用两段式分离式控制,先将可移除胶黏剂涂覆在代加工的基材表面,此时胶黏剂和基材具有较高的粘结力,且对异形曲面、复杂特征位置、细微结构均可以进行保护;然后进行固化,使得可移除胶黏剂在待加工制品需要被保护的位置形成保护胶膜,然后进行图像采集判定,判定保护胶膜是否合格,如果保护胶膜贴附完整,即为合格,可以进入到下一个流程;如果保护胶膜贴附不完整,即为不合格,则退回上一个流程,直至保护胶膜贴附完整后进入下一工序;然后对带有保护胶膜的基材进行加工,包括cnc加工以及阳极加工,加工完成后即可通入冷风循环隧道炉,利用对流传导原理对冷风循环隧道炉进行制冷,达到降温的目的,所使用的降温源可为液氮、液态co2或制冷的压缩空气等,完成降温减粘后即可移除基材表面的保护胶膜,然后再次进行图像采集判定,判定加工区域是否合格,如果加工区域位置呢航,即为合格,完成所述加工流程;如果加工区域不完整,例如,发现结构破损或无加工到位置等情况,即为不合格,则进行人工除胶,直至图像采集判定合格为止,完成所述加工流程。
[0035]
第四方面,本发明提供一种如第一方面所述的可移除胶黏剂在cnc加工中的应用。
[0036]
第五方面,本发明提供一种可移除胶带,所述可移除胶带的制备原料包括如第一方面所述的可移除胶黏剂。
[0037]
第六方面,本发明提供一种如第五方面所述可移除胶带的制备方法,所述制备方法包括:将可移除胶黏剂固化,得到所述可移除胶带。
[0038]
第七方面,本发明提供一种如第五方面所述可移除胶带的使用方法,所述使用方法包括:将可移除胶带和基材粘附,对基材进行加工,降温减粘,移除所述保护胶带,完成所述可移除护胶带的使用。
[0039]
优选地,所述降温减粘前以及移除保护胶带后均还包括图像采集判定的步骤。
[0040]
优选地,所述降温减粘的温度小于0℃,例如-1℃、-2℃、-3℃、-4℃、-5℃、-6℃、-7℃、-8℃或-9℃等。
[0041]
在本发明中,也可直接将第一方面所述可移除胶黏剂固化得到的可移除胶带,然后使用所述可移除胶带对待加工制品进行保护;示例性地,所述可移除胶带在cnc加工中的使用流程图如图2所示,从图2可以看出,所述使用所述可移除胶带过程中,先将可移除胶带和待加工的基材粘附,然后进行激光切割,使得所述可移除胶带完整地贴合在待加工制品需要保护的位置,然后进行图像采集判定,判定涂覆部位是否合格,如果涂覆完整,即为合格,可以进入到下一个流程,如果涂覆不完整,例如,涂覆表面有缺口或涂覆面积过小等情况,即为不合格,则退回上一个流程;然后对带有保护胶带的基材进行加工,包括cnc加工以及阳极加工,加工完成后即可通入冷风循环隧道炉,利用对流传导原理对冷风循环隧道炉进行制冷,达到降温的目的,所使用的降温源可为液氮、液态co2或制冷的压缩空气等;完成降温减粘后即可移除保护胶带,然后再次进行图像采集判定,判定加工区域是否合格,如果加工区域完整符合图像采集设定的判定条件限制,即为合格,完成所述加工流程,如果加工区域不完整,例如,发现结构破损或无加工到的位置等情况,即为不合格,则进行人工除胶,直至图像采集判定合格为止。
[0042]
第八方面,本发明提供一种如第五方面所述的可移除胶带在cnc加工中的应用。
[0043]
相对于现有技术,本发明具有以下有益效果:
[0044]
(1)本发明提供的可移除胶黏剂包括特定份数的聚异戊二烯胶、丁苯胶、甲基丙烯酸和聚丙烯酰胺水凝胶的组合,所述可移除胶黏剂通过添加特定份数的聚丙烯酰胺水凝胶,在低温下,所述聚丙烯酰胺水凝胶中的水可以发生结冻从而发生体积膨胀,使得所述可移除胶黏剂粘性减弱、界面粘接强度变低,降低表面粘结力,使得可移除胶黏剂形成的保护胶带能快速从金属表面移除。
[0045]
(2)本发明提供的可移除胶黏剂以及可移除胶带的使用方法中使用两段式分离式控制,在和待加工基材粘附时具有高的粘结力,然后通过降温减粘的后处理方式,使得所述可移除胶黏剂的粘结力下降,进而可以轻松且快速地从待加工产品表面移除,且无残胶;该方法能有效保护代加工产品表面,同时避免了传统保护胶水难以兼顾强附着力和在加工后剥落过程中的低附着力的矛盾。
[0046]
(3)本发明提供的可移除胶黏剂以及可移除胶带的使用方法工艺简单,适合大规模的工业量产,去除保护胶膜的工艺对基材本体没有影响,相较于传统的高温减粘而言,避免了因高温导致金属表面被氧化而产生异色的问题,具有稳定性和可重复性高的优势,适合大批量工业化使用。
附图说明
[0047]
图1为本发明提供的可移除胶黏剂的在cnc加工中的使用流程图;
[0048]
图2为本发明提供的可移除胶带在cnc加工中的使用流程图。
具体实施方式
[0049]
下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
[0050]
实施例1
[0051]
一种可移除胶黏剂,所述可移除胶黏剂按照重量份包括如下组分:
[0052][0053]
其制备方法包括:将聚异戊二烯胶(山东省立帆化工有限公司、1,4-反式聚异戊二烯橡胶)、丁苯胶(西安拉维亚生物科技有限公司、1712型丁苯橡胶)、甲基丙烯酸、聚丙烯酰胺水凝胶(腾龙水处理材料有限公司、pam非离子型水凝胶)、和添加剂(硅氧烷偶联剂,kh957)混合60min,得到所述可移除胶黏剂。
[0054]
实施例2
[0055]
一种可移除胶黏剂,所述可移除胶黏剂按照重量份包括如下组分:
[0056][0057]
其制备方法与实施例1相同。
[0058]
实施例3
[0059]
一种可移除胶黏剂,所述可移除胶黏剂按照重量份包括如下组分:
[0060][0061]
其制备方法与实施例1相同。
[0062]
实施例4
[0063]
一种可移除胶带,其制备方法包括:将实施例1得到的可移除胶黏剂在50℃下固化10min,得到所述可移除胶带。
[0064]
实施例5
[0065]
一种可移除胶带,其制备方法包括:将实施例2得到的可移除胶黏剂在25℃下固化60min,得到所述可移除胶带。
[0066]
实施例6
[0067]
一种可移除胶带,其制备方法包括:将实施例3得到的可移除胶黏剂在80℃下固化5min,得到所述可移除胶带。
[0068]
对比例1
[0069]
一种可移除胶黏剂,其与实施例1的区别在于,不添加聚丙烯酰胺水凝胶,其他组分按照实施例1中的比例分配其10重量份,其他组分和制备方法均与实施例1相同。
[0070]
对比例2
[0071]
一种可移除胶黏剂,其与实施例1的区别在于,聚异戊二烯胶的添加量为77.5重量份,不添加丁苯胶,其他组分、用量和制备方法均与实施例1相同。
[0072]
对比例3
[0073]
一种可移除胶黏剂,其与实施例1的区别在于,丁苯胶的添加量为77.5重量份,不添加聚异戊二烯胶,其他组分、用量和制备方法均与实施例1相同。
[0074]
对比例4
[0075]
一种可移除胶带,其制备方法包括:将对比例1得到的可移除胶黏剂在50℃下固化10min,得到所述可移除胶带。
[0076]
对比例5
[0077]
一种可移除胶带,其制备方法包括:将对比例2得到的可移除胶黏剂在25℃下固化60min,得到所述可移除胶带。
[0078]
对比例6
[0079]
一种可移除胶带,其制备方法包括:将对比例3得到的可移除胶黏剂在80℃下固化5min,得到所述可移除胶带。
[0080]
应用例1
[0081]
一种可移除胶黏剂在cnc加工中的使用方法,所述使用方法包括如下步骤:
[0082]
(1)25℃下将可移除胶黏剂(实施例1)点涂在待加工金属制品需要保护的位置,60
℃下固化10min,进行图像采集判定,判定合格后,得到带有保护胶膜的待加工金属制品;
[0083]
(2)对步骤(1)得到的带有保护胶膜的待加工金属制品进行cnc加工和阳极加工,然后将其置于-10℃的冷风循环隧道炉中降温减粘处理2min,移除保护胶膜,再次进行图像采集判定,判定合格后完成cnc加工。
[0084]
应用例2和3
[0085]
一种可移除胶黏剂在cnc加工中的使用方法,其与应用例1的区别仅在于,分别采用实施例2和3得到的可移除胶黏剂替换实施例1得到的可移除胶黏剂,其他条件和参数均与应用例1相同。
[0086]
应用例4
[0087]
一种可移除胶带在cnc加工中的使用方法,所述使用方法包括如下步骤:
[0088]
(1)25℃下将可移除胶带(实施例4)和待加工金属制品需要保护的位置进行粘附,激光切割,进行图像采集判定,判定合格后,得到带有保护胶带的待加工金属制品;
[0089]
(2)对步骤(1)得到的带有保护胶带的待加工金属制品进行cnc加工和阳极加工,然后将其置于-1℃的冷风循环隧道炉中降温减粘处理5min,移除保护胶带,再次进行图像采集判定,判定合格后完成cnc加工。
[0090]
应用例5~6
[0091]
一种可移除胶带在cnc加工中的使用方法,其与应用例4的区别仅在于,分别采用实施例4~5得到的可移除胶带替换实施例3得到的可移除胶带,其他条件和参数均与应用例4相同。
[0092]
对比应用例1~3
[0093]
一种可移除胶黏剂在cnc加工中的使用方法,其与应用例1的区别仅在于,分别采用对比例1~3得到的可移除胶黏剂替换实施例1得到的可移除胶黏剂,其他条件和参数均与应用例1相同。
[0094]
对比应用例4
[0095]
一种可移除胶黏剂在cnc加工中的使用方法,所述使用方法包括如下步骤:
[0096]
(1)25℃下将可移除胶黏剂(实施例1)点涂在待加工金属制品需要保护的位置,60℃下固化10min,进行图像采集判定,判定合格后,得到带有保护胶膜的待加工金属制品;
[0097]
(2)对步骤(1)得到的带有保护胶膜的待加工金属制品进行cnc加工和阳极加工,移除保护胶膜,再次进行图像采集判定,判定合格后,完成cnc加工。
[0098]
对比应用例5~7
[0099]
一种可移除胶带在cnc加工中的使用方法,其与应用例4的区别仅在于,分别采用对比例4~6得到的可移除胶带替换实施例3得到的可移除胶带,其他条件和参数均与应用例4相同。
[0100]
对比应用例8
[0101]
一种可移除胶带在cnc加工中的使用方法,所述使用方法包括如下步骤:
[0102]
(1)25℃下将可移除胶带(实施例4)和待加工金属制品需要保护的位置进行粘附,激光切割,进行图像采集判定,判定合格后,得到带有保护胶带的待加工金属制品;
[0103]
(2)对步骤(1)得到的带有保护胶带的待加工金属制品进行cnc加工和阳极加工,移除保护胶带,再次进行图像采集判定,判定合格后,完成cnc加工。
[0104]
性能测试:
[0105]
(1)翘起剥落测试:将带有保护胶带或保护胶膜的待加工金属依次经过切削液腐蚀、碱洗腐蚀、60~85℃的热水洗破坏、60~85℃的烘干破坏,观察保护胶带或保护胶膜是否存在翘起剥落;
[0106]
(2)残胶率:去除产品表面的保护胶膜/保护胶带,记录残胶面积占原始保护胶膜/保护胶带面积的比例。
[0107]
按照上述测试方法对应用例1~6和对比应用例1~8进行测试,测试得到的结果如表所示:
[0108]
表1
[0109][0110][0111]
根据表1数据可以看出:本发明提供的可移除胶黏剂、可移除胶带在加工过程中可以有效保护代加工产品,经过切削液腐蚀、碱洗腐蚀、60~85℃的热水洗破坏、60~85℃的
烘干破坏均无翘起和剥落;且后续可以轻松剥离,残胶较少。
[0112]
比较应用例1和对比应用例1可以发现,不添加聚丙烯酰胺水凝胶制备得到的可移除胶黏剂形成的保护胶膜移除后的残胶比例》10%,说明残留较多,不易移除。
[0113]
比较应用例1和对比应用例2~3可以发现,不添加丁苯胶得到的可移除胶黏剂形成的保护胶膜(对比应用例2)在加工过程中会发生边角翘起的情况;不添加聚异戊二烯胶得到的可移除胶黏剂形成的保护胶膜(对比应用例3)在加工过程中会发生剥落的情况;上述两种情况均会造成保护效果较差的问题。比较应用例4和对比应用例5~7同样可以发现上述问题。
[0114]
进一步比较应用例1和对比应用例4可以发现,使用可移除胶黏剂时没有降温减粘步骤会导致形成的保护胶膜移除后的残胶比例》10%,不易移除。比较应用例4和对比应用例8同样可以发现上述问题。
[0115]
综上,只有选择特定份数的聚异戊二烯胶、丁苯胶、甲基丙烯酸和聚丙烯酰胺水凝胶互相配合,且搭配降温减粘的应用工艺,才能够得到在加工过程中具有优异粘性,且能抵抗在加工过程的温度、化学品、热水的破坏,有效保护加工制品;加工结束后还可轻松移除的胶黏剂。
[0116]
申请人声明,本发明通过上述实施例来说明一种可移除胶黏剂、可移除胶带及其制备方法和应用,但本发明并不局限于上述实施例,即不意味着本发明必须依赖上述实施例才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1