用于制造薄片的方法与流程
用于制造薄片的方法
相关申请
1.本技术基于在2020年4月2日提交的gb 2004904.5,并要求其约定优先权。就像在本文中充分阐述一样,整个较早的申请通过引用并入本文以用于所有目的。gb 2593768中公开但未包括在本技术中的任何内容均不被放弃,并且申请人保留将其中公开的内容引入本技术的权利。
技术领域
2.本公开涉及薄片的生产,薄片例如是金属、陶瓷、塑料或玻璃薄片。
背景技术:
3.具有层状形状的颗粒的特性在于它们的纵横比,即代表性平面尺寸与横向尺寸的比,纵横比越大,薄片越薄。术语“薄片”在此用于指纵横比不小于3:1但通常明显更大,例如介于10:1和100:1的薄平面颗粒。薄片在各种领域是优选的,例如,金属薄片可以用于各种工业,例如涂漆、印刷、涂覆、电化学电极、反射镜、燃料电池储氢装置、炸药、太阳能电池和化妆品。铝薄片占目前生产的金属薄片的约40%,铜薄片形成约24%,和锌或不锈钢薄片各形成该市场的约14%,其中镍薄片占约8%。由于对金属薄片的高需求,它们的生产是本发明的主要目的,尽管不是唯一的目的。
4.金属薄片通常通过锤打、球磨或物理气相沉积(pvd)来制备。在锤击方法中,金属板通过锤击变薄,然后减小为薄片。球磨可以是湿法或干法,并在低速或高速下进行。球磨方法的示例包括立式球磨、振动球磨、卧式球磨和行星式球磨。在任何球磨方法中,球形研磨介质随机地与开始为球体或具有低纵横比的大金属颗粒碰撞。由于施加在相对大的颗粒上的压缩力和剪切力,它们逐渐变平成为薄片。在物理气相沉积中,金属被蒸发,然后沉积在载体上。一旦金属在载体上凝结成薄膜,可以使用各种技术将薄膜从薄片形式的载体上除去。
5.通过锤击或球磨制备的金属薄片倾向于相对较厚。通常,它们可以具有微米范围(例如,介于1微米(μm)和100μm之间)的厚度,较高的最终产品具有亚微米范围(例如,介于25纳米(nm)和1μm之间)的厚度。相反,通过pvd制备的金属薄片可以更薄,具有在20nm至100nm的范围内的厚度,具有在30nm至50nm的范围内的厚度的薄片通常优选用于特别苛刻的工业中的视觉效果。通常,pvd制备的薄片的平坦表面的形貌比通过球磨制备的薄片的平坦表面的形貌更规则。因此,pvd制备的薄片通常比其非pvd制备的对应物更光亮,使得使用它们的产品能够表现更高的光泽。
6.虽然pvd制备的薄片对于许多工业应用是优选的,但是它们的制造方法更昂贵,使得它们的成本对于许多产品是高得令人望而却步的。目的
7.因此,本发明寻求提供一种生产薄片的成本有效的方法。
技术实现要素:
8.根据本发明的第一方面,提供了一种生产薄片的方法,所述方法包括:a.支承两个供给筒和疲劳杆组件,所述疲劳杆组件包括至少一个疲劳杆,使得每个疲劳杆夹在由第一材料制成的所述两个供给筒之间,其中,将从所述第一材料制造薄片,每个疲劳杆具有比所述两个供给筒的初始直径小的直径,并且由比第一材料更硬的第二材料制成;b.促使所述两个供给筒的表面与每个疲劳杆接触;以及c.在彼此形成滚动线接触时使所述两个供给筒和所述疲劳杆旋转;其中,所述疲劳杆组件的至少一个疲劳杆是带纹理的;并且其中以足够高的接触压力使所述连个供给筒和每个疲劳杆彼此压靠,以通过疲劳改变所述亮哥供给筒的表面,并导致第一材料的薄片与所述两个供给筒的表面分离。
9.在一些实施例中,在每个疲劳杆和供给筒旋转期间,将流体施加到每个疲劳杆和供给筒,流体尤其是用于带走由供给筒的疲劳生产的薄片。在这样的实施例中,所述方法进一步包括收集所生产的薄片和可选地收集携带它们的流体。流体可以是液体或气体。
10.在所生产的薄片与部分流体一起收集的程度上,所述方法可以进一步包括从流体中分离薄片的至少一部分。分离能够(例如,通过干燥)除去流体或隔离薄片(或其部分),或两者。从流体中分离薄片的至少一部分能够基于第一材料的单独特性和与其的相对亲和力(例如,磁体辅助分离由磁性材料制成的薄片)或依赖于更普遍的性质(例如,密度、尺寸等)并通过倾析、离心或过滤进行。
11.在一些实施例中,流体是液体,并且所述方法还包括将被收集或被分离的液体的至少一部分再循环到每个供给筒和疲劳杆之间的每个接触线的至少部分。
12.在一些实施例中,流体是包括一种或多种添加剂的液体。就所述方法还包括再循环这种补充添加剂的液体而言,在一些实施例中,所述方法还包括监测液体中一种或多种添加剂的液位,和/或向液体中加入新鲜量的一种或多种添加剂,以便保持其任何期望的量。向液体中添加添加剂可以例如补偿在该过程中“损失”(例如通过用添加剂或其衍生物涂覆所生产的薄片)的任何量的添加剂,。通常,根据将要生产的薄片的材料,选择添加剂以提供以下效果中的一种或多种:抗结块、抗腐蚀、抗泡沫、抗氧化、抗磨损,或促进摩擦、润滑、牵引、防腐和任何所需的流变性。
13.在一些实施例中,可存在于如本方法中使用的液体流体中的一种或多种添加剂中的至少一种能够对所生产的薄片的外表面改性,使得薄片的外表面的化学组成不同于薄片的芯的化学组成。这种改性可以提供添加剂的持久效果,而不管其预期用途,并且为了说明,可以提供长期的抗氧化保护。附加地或替代地,这种修性能够被定制以适合薄片的特定预期用途。为了说明,假设薄片要散布在特定的化学环境(液体或固体)中,可以对薄片的外表面改性以使其能够与它们的周围环境发生所需的相互作用。作为非限制性示例,如果将薄片引入丙烯酸类树脂中,二丙二醇二丙烯酸酯(dpgda)可以用作添加剂。能够使薄片与其环境进一步相互作用的添加剂可以被称为功能化添加剂。
14.替代地或附加地,一种或多种添加剂中的至少一种改变所生产的薄片的生产速率,所述方法的所有其它参数是类似的。
15.替代地或附加地,一种或多种添加剂中的至少一种改变所生产的薄片的尺寸,例
如长度、宽度、厚度、这些测量值之间的(例如,在(如由d50近似的)平均平面尺寸和平均厚度之间)纵横比、形状、体积等,所述方法的所有其它参数是类似的。
16.所述方法可以用n个供给筒和夹在任何两个相邻的供给筒之间的n-1个疲劳杆组件来实践,或者用n个疲劳杆组件,每个疲劳杆组件相邻于供给筒的同一侧与前一个组件径向相对来实践,或者用n+1个疲劳杆组件,其中每个供给筒夹在任何两个相邻的杆组件之间来实践。此外,每个疲劳杆组件可以包括一个或两个疲劳杆。因此,在许多情况下,本方法可以用至少一个供给筒来实践,所述供给筒与至少两个(位于筒的相对侧上的相同或不同的杆组件的)疲劳杆接触。这些至少两个疲劳杆可以相同或不同,疲劳杆中的一个由第二材料制成,并且相同的杆或另一个杆被纹理化。在一些实施例中,当至少一个供给筒与一个或更多个杆组件的至少两个疲劳杆滚动接触时,疲劳杆中的至少一个是不带纹理的。
17.在一些实施例中,形成纹理的杆组件的至少一个疲劳杆具有平均表面粗糙度(ra)大于0.2μm、大于1μm、大于2μm或大于3μm的外表面。
18.在一些实施例中,所述至少一个带纹理的疲劳杆涂覆有不同于第一和第二材料的第三材料的层或颗粒。
19.在一些实施例中,至少一个带纹理的疲劳杆或其部分的纹理是随机的。在一些实施例中,至少一个带纹理的疲劳杆或其部分的纹理遵循连续或间断凸起的重复图案。
20.当至少一个带纹理的疲劳杆的纹理或其部分的纹理遵循重复图案时,其可以包括至少一个连续的凸起或多个系列对齐的突起,其具有至少3μm、至少50μm或至少100μm的高度d;以及可选地至多300μm、至多250μm或至多200μm的高度d。在一些实施例中,所述凸起或突起可选地在顶点处具有相对平坦的顶表面,该顶表面具有至少25μm、至少50μm、至少100μm或至少200μm的宽度t;以及可选地至多500μm、至多400μm或至多300μm的宽度t;所述凸起或突起可选地在杆的表面和顶点之间具有锥形面。
21.在一些实施例中,带纹理的疲劳杆的至少一个连续凸起或多个系列对齐的突起相对于疲劳杆的旋转轴线形成角度α,该角度为90度(
°
)或更小且可选地介于0
°
和60
°
之间、介于2
°
和50
°
之间、或介于5
°
和45
°
之间。
22.在一些实施例中,至少一个带纹理的疲劳杆包括至少两个连续的凸起或多个系列对齐的突起,其中,相邻凸起或至少两个系列中的相邻突起的横向边缘之间的距离g介于25μm和300μm之间,或介于25μm和250μm之间,或介于25μm和200μm之间。
23.通过使供给筒和疲劳杆中的至少一个连接到能够驱动彼此摩擦接触的供给筒和杆的相应马达,可以使供给筒和疲劳杆旋转。在一些实施例中,每个供给筒可与相应的马达相关联。马达可被支承以适应在操作期间随着供给筒的外径减小而与其相关联的供给筒的轴线之间的相对移动。
24.供给筒和疲劳杆的旋转速度可以使得一个与另一个接触的表面的速度匹配。替代地,可以容许或甚至引起疲劳杆和供给筒的接触表面之间的相对速度。例如,
±
10%的相对速度能够通过向未连接到驱动马达的杆或筒施加制动力来引起,或者在包括多个马达的布置中通过以不同速度操作马达来引起。
25.在一些实施例中,可以进一步提供支承筒,用于接触仅在一侧上与疲劳杆组件接触的供给筒,支承筒被压靠在供给筒的相对侧上。在这种情况下,支承筒能够由比将生产薄片的第一材料更硬的第四材料制成。
26.供给筒可以是a)由支承轴和供给套筒构成,支承轴轴颈连接在一对轴承中,该对轴承可滑动地安装在适于支承的结构中;或b)由在其端面具有中心凹部的筒构成,该凹部用于将筒保持在一对尾座之间,每个尾座可滑动地安装在适于支承的结构的一侧。如果存在支承筒,则其能够类似地构成套筒或筒的适于支承的材料。
27.在本公开的另一方面,提供了一种组合物,其包括由第一材料制成的多个薄片,所述多个薄片具有大于边缘表面尺寸的平坦表面尺寸,其中所述多个薄片中的至少2%数量在所述多个薄片的平坦表面上包括至少三个细长标记,所述至少三个细长标记中的任何两个相邻标记具有彼此偏离30
°
或更小的相应纵向取向,所述标记的所述纵向取向与对每个薄片归一化的优选细长标记取向的偏离为25
°
或更小,其中所述多个薄片涂覆有性质或程度不同于第一材料和其天然氧化物的第二材料,所述第二材料在与周围氧气环境接触时可在所述多个薄片表面上自发形成。
28.在一些实施例中,包括细长标记的所述多个薄片的每个细长标记特征在于平均深度和平均宽度,并且每两个相邻的细长标记特征在于该对的相应边缘之间的平均距离,这些薄片进一步特征在于以下结构特征中的一个或多个:a)细长标记的至少部分具有25nm或更小的平均深度;b)细长标记的至少部分具有包括标记的薄片的平均厚度的20%或更小的平均深度;c)细长标记的至少部分具有20nm或更小的平均宽度;d)细长标记的至少部分具有包括标记的薄片的平均厚度的5%或更小的平均宽度;以及e)相邻的细长标记的至少部分对具有2μm或更小的平均距离。
29.在其平坦表面上包括细长标记的所述多个薄片典型地包括金属、塑料、陶瓷或玻璃材料或由金属、塑料、陶瓷或玻璃材料组成。在一些实施例中,这些薄片由选自包括铝、黄铜、青铜、铜、金、石墨、锂、镍、银、不锈钢、钢、锡和锌的组的金属或合金制成。这种薄片可以被称为金属薄片。在一个特定的实施例中,包括具有细长标记的薄片的组合物的金属薄片由铝(al)制成。
30.在本公开的另一方面,提供了一种组合物,其包括多个金属薄片,所述多个金属薄片包括金属或由金属组成,所述多个金属薄片具有大于边缘表面尺寸的平坦表面尺寸,其中所述多个金属薄片的至少2%数量在所述多个金属薄片的平坦表面中包括至少两个单元块,所述至少两个单元块是细长的。
31.各个细长单元块每个具有相应的纵向单元带取向,并且在一些实施例中,任何两个邻近细长单元块具有彼此偏离30
°
或更小的单元带取向。可以将相同薄片的所有单元块的纵向单元带取向平均以限定薄片的优选单元带取向,其可以被称为归一化取向,并且在一些情况下,薄片的任何单元带的纵向取向与归一化取向之间的偏差为25
°
或更小。显示细长单元块的金属薄片可以进一步在平坦表面上呈现细长标记。在一些实施例中,可以进一步涂覆包括至少两个细长单元块和可选地在它们的平坦表面上的至少三个细长标记的金属薄片,涂覆物的组分不同于薄片的芯的金属材料,并且不同于其自发形成的天然氧化物。
32.在一些实施例中,包括细长单元块的所述多个金属薄片由选自铝、黄铜、青铜、铜、金、石墨、锂、镍、银、不锈钢、钢、锡和锌的金属或合金制成。在特定的实施例中,包括具有细
长单元块的薄片的组合物的金属薄片由铝制成。
33.在本公开的另一方面,提供了一种组合物,其包括多个金属薄片,所述多个金属薄片包括金属或由金属组成,所述多个金属薄片具有大于边缘表面尺寸的平坦表面尺寸,其中所述多个金属薄片中的至少2%数量在所述督公二金属薄片的平坦表面中包括至少一个涡旋图案。
34.在一些实施例中,包括涡旋图案的所述多个金属薄片涂覆有不同于薄片的芯的金属材料和其天然氧化物的第二材料。在特定的实施例中,包括具有涡旋图案的金属薄片的组合物的金属薄片由铝制成。
35.不希望受理论的束缚,据信细长单元块或涡旋图案在金属薄片的平坦表面中的存在对应于从材料的相对结晶结构到相对更错位的结构的转变。据信,当所生产的薄片的厚度小于由导致薄片生产的供给筒的疲劳所产生的晶粒尺寸时,可发生这种转变。为了说明,相同材料的薄片可以在大于50nm的厚度处显示单元带,但在较小厚度显示涡旋图案。对于被剥落和剥落条件的每种金属材料,在相对更无定形或更有组织的单元带取向之间的阈值厚度可以变化,但是通常在纳米范围的低端(例如,约50nm或更小、40nm或更小、或30nm或更小)。在具有接近这种阈值的平均厚度的薄片的群体中,可以发现各自显示不同类型的平面内图案的子群体。
36.在本公开的另一方面,提供了一种组合物,其包括多个金属薄片,所述多个金属薄片包括金属或由金属组成,其中所述多个金属薄片中的至少2%数量具有结晶结构,所述结晶结构可选地在薄片的退火期间是可保存的,在退火之前和之后可保存的结晶结构基本上类似,是以下中的一个:a)通过显微镜分析可检测的结晶结构,其选自由细长条纹、细长单元块和涡旋图案组成的组;和b)通过x射线衍射(xrd)可检测的结晶结构,其选自由衍射峰的位置、在特定位置的衍射峰的相对强度和在两个特定位置的任何两个衍射峰之间的比率组成的组。
37.在一些实施例中,可保存的结晶结构,或如果在退火之后评价的话,可保存的结晶结构,包括可通过合适的显微镜分析在薄片的平坦表面中检测到的细长单元块。在一些实施例中,显示这种可保存的或保存的结晶结构的金属薄片包括铝或由铝组成。
38.在其它实施例中,根据本方法制备的金属薄片能够替代地或附加地特征在于通过xrd分析可检测的特征。峰的相对强度能够计算为在10至157
°
的光谱扫描中可检测的所有衍射峰的百分比。对于由铝制成的薄片可检测的峰尤其能够在对应于平面取向《111》的第一衍射峰的约38.56
°
处和对应于平面取向《200》的第二衍射峰的约44.81
°
处发现。在一些实施例中,第一衍射峰(即《111》)的相对强度与第二衍射峰(即《200》)的相对强度之间的比率,在此称为xrd
比率
,适用于0.40或更大、0.45或更大、0.50或更大、0.60或更大、0.70或更大、或0.80或更大的铝薄片。在一些实施例中,xrd
比率
可以是2.00或更小、1.90或更小、1.80或更小、1.75或更小、或1.70或更小。在一些实施例中,xrd
比率
介于0.40和2.00之间、介于0.45和1.75之间、介于0.50和1.70之间、或介于0.80和1.70之间。
39.在一些实施例中,金属薄片另外显示在薄片退火期间能够被保存的的外观。能够通过任何适于评估光学性质的设备来检测所述外观。能够进一步保存的可检测的外观可以是薄片的光密度、光泽值或雾度值。
40.根据上述方面中任一项的组合物的薄片,其中所述多个薄片中的至少2%在它们
的平坦表面上包括细长标记、细长单元块和涡旋图案中的至少一种,所述多个薄片可选地具有在所述督公二薄片退火之后可以进一步可选地被保存的外观和/或结晶结构,在一些情况下可以进一步满足以下结构特征中的一种或多种:i)所述多个薄片具有200μm或更小、150μm或更小、或75μm或更小的平坦表面的平均最长长度;ii)所述多个薄片具有50nm或更大、250nm或更大、或1,000nm或更大的平坦表面的平均最长长度;iii)所述多个薄片具有介于50nm和200μm之间、介于250nm和150μm之间或介于1,000nm和75μm之间的平坦表面的平均最长长度;iv)所述多个薄片具有20μm或更小、5μm或更小、2μm或更小、或1μm或更小的平均厚度;v)所述多个薄片具有10nm或更大、20nm或更大、或30nm或更大的平均厚度;vi)所述多个薄片具有介于10nm和20μm之间、介于20nm和5μm之间、介于30nm和2μm之间或介于30nm和1μm之间的平均厚度;vii)所述多个薄片具有5,000:1或更小、1,000:1或更小、800:1或更小、600:1或更小、或400:1或更小的平均纵横比,所述平均纵横比是所述多个薄片的所述平坦表面的所述平均最长长度与所述多个薄片的所述平均厚度之间的比;viii)所述多个薄片具有3:1或更大、5:1或更大、10:1或更大、或20:1或更大的平均纵横比,所述平均纵横比是所述多个薄片的所述平坦表面的平均最长长度与所述多个薄片的平均厚度之间的比;以及ix)所述多个薄片具有介于3:1和5,000:1之间、介于5:1和1,000:1之间、介于10:1和800:1之间、介于20:1和600:1之间或介于20:1和400:1之间的平均纵横比,所述平均纵横比是所述多个薄片的平坦表面的平均最长长度与所述多个薄片的平均厚度之间的比。
41.在一些实施例中,表征薄片的平坦表面的尺寸通过生产的薄片群体的50%的流体动力学直径来估计。在这种情况下,薄片的平坦表面的平均最长长度可以由d50值近似。在一些实施例中,表征薄片的边缘表面尺寸可以是它们的厚度,其平均值能够通过薄片横截面的显微镜分析来估计。因此,在一些实施例中,如本文所报告的,在其平坦表面上包括细长标记、细长单元块和涡旋图案中的至少一个的薄片可以进一步满足以下结构特征中的一个或多个,所述薄片可选地具有在薄片退火之后可以进一步可选地被保存的外观和/或结晶结构:i)所述多个薄片具有200μm或更小、150μm或更小、或75μm或更小的d50;ii)所述多个薄片具有50nm或更大、250nm或更大、或1,000nm或更大的d50;iii)所述多个薄片具有介于50nm和200μm之间、介于250nm和150μm之间或介于1,000nm和75μm之间的d50;iv)所述多个薄片具有20μm或更小、5μm或更小、2μm或更小、或1μm或更小的平均厚度;v)所述多个薄片具有10nm或更大、20nm或更大、或30nm或更大的平均厚度;vi)所述多个薄片具有介于10nm和20μm之间、介于20nm和5μm之间、介于30nm和2μm之间或介于30nm和1μm之间的平均厚度;
vii)所述多个薄片具有5,000:1或更小、1,000:1或更小、800:1或更小、600:1或更小、或400:1或更小的平均纵横比,所述平均纵横比为d50与所述多个薄片的平均厚度之间的比;以及viii)所述多个薄片具有3:1或更大、5:1或更大、10:1或更大、或20:1或更大的平均纵横比,所述平均纵横比是d50与所述多个薄片的平均厚度之间的比;以及ix)所述多个薄片具有介于3:1和5,000:1之间,介于5:1和1,000:1之间,介于10:1和800:1之间,介于20:1和600:1之间,或介于20:1和400:1之间的平均纵横比,所述平均纵横比是d50与所述多个薄片的平均厚度之间的比。
42.在一些实施例中,上述d50值由颗粒的体积确定,在这种情况下,d50对应于dv50。
43.在一些实施例中,无论用于确定薄片尺寸的方法如何,薄片的可保存的或保存的结晶结构在厚度范围介于20nm和1,000nm之间、介于25nm和800nm之间、介于30nm和500nm之间、介于30nm和250nm之间、介于30nm和200nm、介于30nm和150nm或介于30nm和100nm之间的薄片中检测到。
44.虽然为了简洁起见,单独介绍了本方法生产的薄片的特征,但它们的组合被明确涵盖,前提是薄片的材料能够显示每个特征。
45.在本公开的另一方面,提供了组合物,其包括多个薄片中的至少2%,所述多个薄片在它们的平坦表面上包括细长标记、细长单元块和涡旋图案中的至少一种,所述多个薄片可选地具有在所述多个薄片退火之后可以进一步可选地被保存的外观和/或结晶结构,所述多个薄片通过根据本教导的方法生产并相应地表征。当这些薄片进一步用不同于薄片的芯的第一材料且不同于其天然氧化物的第二材料涂覆时,这种涂覆能够通过选择包括在液体中的合适添加剂来实现,所述液体将产生的薄片从由第一材料制成的供给筒中带走。
46.在本公开的另一方面,提供了通过根据本教导的方法生产的铝薄片,并且因此如上文简要描述和本文进一步详述的那样表征。虽然本文公开的特征存在于多个薄片的(按数量计)至少2%被认为是显着且足以将通过本方法制备的薄片与其中这些特征基本不存在的常规薄片区分开,但是在一些实施例中,薄片的群体中的(按数目计)至少5%、至少10%、至少20%或至少30%显示所探讨的特征(例如条纹图案、细长单元带、涡旋图案、尺寸、可保存的外观、结晶结构及其稳定性等)。在一些实施例中,所探讨的薄片的主要部分可以在它们的平坦表面中的至少一个上或在它们的平坦层中显示所探讨的表征的特征。
47.当前公开主题的其它目的、特征和优点将在以下详细描述中阐述,并且对于本领域技术人员而言,部分地将从描述中显而易见,或者通过实践如在书面描述及其权利要求书以及附图中描述的本发明而认识到。可以在不参考其他特征和子组合的情况下采用当前公开的主题的实施例的各种特征和子组合。
附图说明
48.现在将参考附图通过示例的方式进一步描述一些实施例,其中相同的附图标记或符号指示对应或相同的组件和/或阶段。该描述与附图一起使得本领域的普通技术人员明白如何可以实践当前公开的主题的一些实施例。附图是为了说明性讨论的目的,并且不试图比基本理解当前公开的主题所必需的更详细地示出实施例的结构细节。为了清楚和方便呈现,图中描绘的一些对象不一定按比例示出。
49.在附图中:图1是允许实施本发明的方法的一些实施例的薄片制造设备的示意图;图2是图1所示设备的简化的替代表示,其允许用具有单个杆的疲劳杆组件来实施本方法的一些实施例;图3示出了一个替代实施例,其中图2中具有单个杆的疲劳杆组件被具有两个杆的疲劳杆组件所替代;图4示出了一个替代实施例,其中,该方法通过三个或更多个供给筒和夹在供给筒之间的两个或更多个疲劳杆组件来实施,每个组件具有单个杆;图5示出了一个替代实施例,其中图4中具有单个杆的疲劳杆组件被具有两个杆的组件代替;图6和7分别示意性地示出了在薄片制造方法开始时和在稍后的时间点处的供给筒的平面图;图8a、8b和8c示出了供给筒的三种可能的结构;图9a示出了在本发明的一个实施例中如何将图案施加于疲劳杆的表面;图9b示出了图9a中的示例性螺旋凹槽的替代横截面;图10显示了根据当前公开的主题的一些实施例的生产薄片的方法的流程图;图11a是根据当前公开的主题的一些实施例的薄片的表面的内部结构的图像,所述薄片包括细长单元块,并且图11b为了方便起见表示了其局部图示;图12a是根据当前公开的主题的一些实施例的薄片的表面的外部结构的图像,所述薄片包括细长标记,并且图12b为了方便起见表示了其局部图示;以及图13a是根据当前公开的主题的一些实施例的薄片的表面的内部结构的图像,所述薄片包括涡旋图案,并且图13b为了方便而表示了其局部图示。
具体实施例
概述
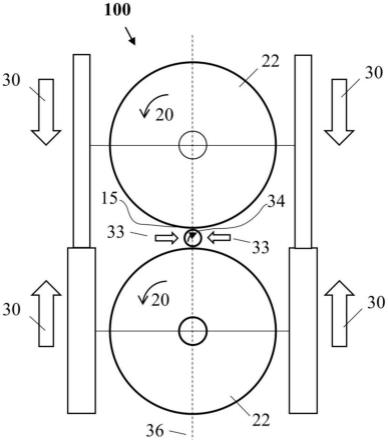
50.图1是设备100的一部分的示意图,其示出了在本公开中使用的用于生产薄片的方法。所述设备100包括:两个供给筒22,其由将要生产薄片的材料制成;以及疲劳杆组件,其包括夹在它们之间的单个疲劳杆34。供给筒的待被剥落的材料也可以被称为“第一材料”,而形成疲劳杆的材料也可以被称为“第二材料”。由箭头30和33示意性表示的支承结构保持供给筒22,使它们的轴线彼此平行,并且保持疲劳杆34,使其轴线与两个供给筒22的轴线处于相同的平面中,该平面在图中由虚线36表示。当以这种方式支承时,朝向彼此压靠供给筒22,如图中的箭头30所示,以压缩它们之间的疲劳杆34,并且它们同时沿箭头20所示的方向旋转,使得在每个供给筒22和疲劳杆34之间的接触区域处形成滚动接触,该接触区域在图中由15表示,并且在此也称为辊隙。当在这个图中筒和杆竖直地布置成一个在另一个上方时,取向是不重要的,并且它们可以替代地水平并排布置,如下面所示。
51.由于疲劳杆34的小直径,在小接触区域15上向供给筒22施加大的力,并且所产生的压力足以扰乱和弱化在供给筒22的表面处的第一材料的结晶结构。随着供给筒22旋转,该压力的重复施加和移除导致它们的表面疲劳和剥落。
52.为了避免疲劳杆34的表面同时剥落,它应该由比第一材料更硬的第二材料制成。
例如,当供给筒22由金属(例如,铝、铜、镍、不锈钢、锌等)制成时,疲劳杆34可以由陶瓷材料(例如,碳化钨)或更硬的相同或不同的金属(例如,不锈钢)制成。
53.图2是设备100a的进一步简化的示意图,其中能够实施本公开的用于生产薄片的方法。供给筒22和组件的疲劳杆34的旋转轴所在的平面在该图中由水平的虚线36表示,而不是在图1中由垂直的虚线表示。该方法可以在平面的用于实施该方法的设备能够方便地构造的任何其它合适的方位中实施。为了清楚起见,省略了用于旋转筒和杆的支承结构和装置(例如,马达),而推动机构(例如,液压或气动活塞)由箭头30象征性地表示。
54.为了收集所生产的薄片,将流体,优选液体,施加到供给筒22和杆34的任何一个上,它们的旋转将流体引导到辊隙15。除了作为收集所生产的薄片的手段,该液体可以用于其它目的,例如润滑和冷却。在稍后详述的实施例中,流体可以包括能够增强本方法的添加剂。
55.箭头40表示用于将这种流体至少施加到辊隙的部分的装置。流体(和其中的薄片)能够收集在收集器50中。薄片或其一部分能够可选地在适当的分离器60中与流体分离,如果需要,流体(和遗留在其中的薄片,如果有的话)能够从所述分离器中经由再循环路径70再循环以再次施加到辊隙的至少部分。步骤的顺序(和允许它们实施的装置)不是关键的,例如,流体可以在其自身被收集之前或不被收集的情况下首先通过过滤器以分离期望的薄片,并且可以在过滤之后直接再循环。与流体(例如,液体)分离的颗粒物质此后可以被收集,该颗粒物质可以仅是由来自供给筒的表面的流体携带的薄片的一部分。
56.代替图2的设备100a中所示的包括其轴线处于包含供给筒的轴线的平面中的单个杆34的疲劳杆组件,如图3的设备100b中所示,疲劳杆组件可以包括分别设置在供给筒22的轴线的平面36上方和下方的两个杆34a和34b。为了清楚起见,表示压缩机构30、流体施敷器40、收集器50和可选的分离器60和再循环路径70的标志从该示意图中省略。
57.更适于商业生产但以与上述相同的原理操作的方法可在如图4和5中示意性地示出的较大设备中实施,其中,图2和3中示意性地示出的供给筒和供给杆组件的组可用作“重复”的“基本单元”。为了清楚起见,未示出支承结构、(多个)驱动马达和推动机构。
58.图4和5示出了多个供给筒22,它们各自的旋转轴线位于同一平面中,并且疲劳杆组件(包括一个或两个杆)布置在任何两个彼此面对的供给筒之间。如稍后详细描述的,疲劳杆34、34’、34”、34a、34b、34’a、34’b、34”a和34”b不需要相同。在一些实施例中,供给筒22与至少一个带纹理的疲劳杆34接触。如这些图所示,设备100c或100d的供给筒的排的末端筒22a和22d可以(在与杆组件相对的一侧)进一步接触支承表面,在图中由可选的支承筒32a和32b表示。
59.虽然设备100c和100d被示出具有四个供给筒22a至22d和包括三至六个疲劳杆34的三个疲劳杆组件,但是本发明的方法可以用任何合适数量n的供给筒来实施。如果疲劳杆组件仅安置在两个相邻的供给筒之间,则该方法可以用n-1个组件来实施。然而,这不是必需的,因为杆组件能够替代地附加地设置在一个或多个末端供给筒的两侧上。在这种情况下,该方法可以用n个疲劳杆组件或用n+1个每个有一个或两个杆的组件来实施。
60.在所有上述实施例中,支承结构必须确保每个疲劳杆34在与供给筒22的轴线的平面36垂直的平面中不移动。
61.虽然在图1和2中,供给筒22通过平行于附图中的箭头30在相反方向上同时施加的
力而被朝向彼此压靠,从而压缩在它们之间的疲劳杆34,但这不是必须的。可以在单个方向(例如,图1中向上或向下,或图2中向左或向右)施加力,可选地将供给筒和夹在它们之间的疲劳杆组件压靠在支承表面。在这种情况下,并且假设支承表面是如图4和5中由32a和32b所示的支承筒,驱动马达可以替代地用于旋转支承筒,而不是旋转供给筒或疲劳杆中的至少一个。
62.(如在设备100a至100d中进一步举例说明的那样)设备100的其余部分需要执行以下功能,以使本方法的实践成为可能:i.如上所述,所述设备应该包括支承结构,以便以在允许供给筒22的轴线朝向彼此移动时允许它们旋转的方式支承它们。ii.支承结构应该支承(多个)疲劳杆34和其组件,同时防止它们在与平面36垂直的平面中移动。iii.所述设备应该包括用于将供给筒22朝向彼此推动的机构。以及iv.所述设备应该包括一个或多个驱动马达,用于转动供给筒、疲劳杆和/或支承筒(如果存在)中的至少一个。
63.除了上述之外,由于所述设备打算用于薄片的商业生产,因此需要一种系统来收集在操作过程中由供给筒表面的疲劳而产生的薄片。这种收集能够在从流体中分离所产生的薄片的至少一部分之前和/或之后进行。
64.图6示出了图4或5的供给筒22a-22d的排在操作开始时的平面图,图7是在供给筒的材料已经被显著消耗之后的类似视图。当达到最小直径,例如中心轴的直径时,供给筒被认为是耗尽的。从这些图中可以看出,在薄片的生产过程中,支承筒32a和32b(当存在时)在直径上没有减小。
65.在图6和7中,可以看到在端部供给筒22a和22d与相邻的支承筒32a和32b之间没有疲劳杆。在这种情况下,中间供给筒22b和22c将比端部供给筒22a和22d更快地耗尽,因为每个中间供给筒与两个疲劳杆(或两个杆组件,每个杆组件具有两个杆)接触而不是仅与一个接触。如容易理解的,改变筒的排中的供给筒的相对位置以确保它们在它们中的一个耗尽之前被同样地消耗是可能的。替代地,在端部供给筒和支承筒之间提供疲劳杆是可能的,但是必须小心选择材料以确保支承筒32a、32b的表面不会同时剥落。例如,如果供给筒是铝,那么疲劳杆可以是碳化钨,而支承筒是不锈钢。
66.需要强调的是,虽然这些附图示出了供给筒的排可以保持在在两端的支承筒之间,但是这种装配不必被解释为限制性的。供给筒的排可以仅在其各个端部中的一个处被支承,或者可以没有支承筒。压力可以施加到供给筒或疲劳组件的轴向端部,并且供给筒的排可以在其每个端部处由供给筒22或疲劳杆34(或一对杆的组件)“终止”。在这种情况下,当在排的端部没有支承筒时,终端元件(例如,供给筒22或疲劳杆34)的轴应该被保持,使得终端元件可以另外用作被压靠在其上的排的其它元件(例如,供给筒)的支承,终端元件不接触除了排的元件的表面之外的任何表面。例如,如果终端元件是疲劳杆组件,则需要保持该组件,以便仅在一侧接触供给筒,而在直径相对侧不接触供给筒。
67.供给筒、疲劳杆和支承筒(当存在时)能够可滑动地安装在支承结构上(图中未示出)。例如,旋转轴的端部能够(例如,通过支架中的轴承)可滑动地安装在导向框架上,当筒
和杆中的至少一个由马达驱动时,所述导向框架允许筒和杆自由旋转,并且允许筒和杆在x方向上自由地朝向彼此移动,如图2至7所示,同时它们被推动接触,并且由于剥落,供给筒的直径随着时间减小。液压或气动活塞可用于在两个支承筒32a和32b之间压缩整个供给筒22a-22d的排。组件的最后一个筒或杆能够被锚固到支承结构上,以仅允许旋转而不允许其在x方向上移位,其中所述最后一个筒或杆用作对所有其它被压靠在其上的筒或杆的支承。
68.已经提供了其中能够实施本公开的方法的设备的以上概述,现在将单独地探讨设备的不同部件。这些部件将仅详细到理解所述方法的各种实施例所必需的程度,其中,供给筒22压靠更硬的疲劳杆34的重复循环导致供给筒的表面充分地疲劳以使薄片脱离。供给筒
69.供给筒22可以由诸如金属、陶瓷、塑料或玻璃材料之类的要被剥落的任何材料制成。如本文所用,术语金属可指纯金属、合金、准金属、复合物或包括一种或多种金属元素的任何其它组合。由任何这样的金属制成的薄片可以被称为金属薄片或金属制的薄片。
70.在一些实施例中,供给筒可包括主要包括金属或陶瓷的材料,所述金属选自包括铝、黄铜、青铜、铜、金、石墨、锂、镍、银、不锈钢、钢、锡和锌的组;或所述陶瓷选自包括氧化铝、方解石、玻璃(例如硼硅酸盐)、石英、黑曜岩和滑石的组。在一些特定实施例中,供给筒可包括主要包括铝(例如,al 1050、al 1100、al 1199、其中x表示任何有效数字的铝1xxx系列的另一成员、al 2024、al 6061、al 7075、al a356、al a4047或al rsp)的材料或主要包括不锈钢(例如,不锈钢不锈钢304或不锈钢303)的材料。在另外的实施例中,供给筒可以由塑料材料(例如,热塑性聚合物,如聚(甲基丙烯酸甲酯(pmma)和聚醚醚酮(peek))或陶瓷材料(例如,石英))制成。这里,提及主要由成分组成的材料,是指该成分构成材料的主要部分,其可以小于合金、共聚物或复合材料的组合物的按重量计的50%,但是通常为材料的组合物的至少按重量计的50%,如至少按重量计的55%,至少按重量计的60%,至少按重量计的75%,至少按重量计的80%,至少按重量计的90%,至少按重量计的95%,至少按重量计的99%或按重量计的100%。为了简单起见,包括(例如,至多约按重量计的95%)或由(例如,按重量计≥95%或按重量计≥99%)的特定成分(例如,原子、分子或聚合物)组成的材料能够可选地称为由该成分制成。类似地,包括或由该成分组成的薄片,就薄片的重量来评估,可以说是由成分制成或以成分的名称来指称。例如,由铝制成的薄片也可以称为铝薄片。
71.如图8a所示,每个供给筒可以一体地结合有从正被剥落的筒的本体横向延伸出的轴,横向延伸部由设备的结构支承。如图8b所示,供给筒可以替代地由支承轴和供给套筒构成。在图8c所示的另一替代方案中,供给筒可以由在其端面中具有中心凹部的筒构成,所述凹部用于将筒保持在一对尾架之间,所述尾架每个可滑动地安装在支承结构的一侧上。疲劳杆
72.根据供给筒的材料,每个疲劳杆件34可以由比供给筒的第一材料更硬的第二材料制成。
73.当疲劳组件包括两个疲劳杆时,它们不必相同。例如,虽然疲劳杆中的一个可以由第二材料制成,但是另一个疲劳杆可以由不同的材料制成。替代地或附加地,组件的每个疲劳杆件的外表面也可以不同;每个疲劳杆的相同或不同的第二材料和/或相同或不同的纹理如本文进一步详述。在一个实施例中,本方法的特征在于使用至少一个用于生产薄片的
带纹理的疲劳杆。
74.注意,虽然在同一杆组件中可以发现两个不同的疲劳杆,例如一个杆34a被相对抛光而另一个杆34b相对更具纹理(例如,具有更粗糙的外表面或被形成图案),但是疲劳杆之间的差异可以类似地用由单个杆构成的杆组件实现。为了说明,考虑其示出了供给筒的排的平面图的图6的供给筒22b,在其左侧的疲劳杆34可以不同于在其右侧的疲劳杆34’(例如,由不同材料制成和/或在被形成纹理的杆的至少一个在其外表面上具有不同纹理)。
75.在相同供给筒的直径相对侧上具有不同疲劳杆的类似原理也能够通过两个杆的杆组件实现,在这种情况下,不同的杆不需要在相同侧上在相同组件中,而是能够在由供给筒分开的两个杆组件中。因此,不管选择的方式如何,在本方法的一些实施例中,相同的供给筒可以与至少两个疲劳杆接触,疲劳杆中的至少一个被形成纹理。不同的杆可以另外在杆的任何其它特征方面不同,例如制成它们的材料、它们的直径或影响它们的性质的任何其它处理。
76.疲劳杆可以主要包括选自包括铝(al)、氮化铝(aln)、氧化铝(al2o3)、碳化硼(b4c)、氮化硼(bn)、立方氮化硼(cbn)、碳化铬(cr3c2)、金刚石、蓝宝石、碳化硅(sic)、氮化硅(si3n4)、不锈钢、钢、碳化钽(tac)、碳化钛(tic)、氮化钛(tin)、碳化钨(wc)和氧化锆(zro2)的组的金属或陶瓷。疲劳杆可以进一步涂覆,通常是涂覆不同的和更硬的化合物。例如,疲劳杆可以主要由碳化钨制成,具有包括钛(例如,铝-钛-氮化物(altin)和铝-钛-硅-碳(altisic))的膜涂层。就疲劳杆由与供给筒类似的化学族的材料制成而言,构成杆(或其涂层)的材料需要比构成供给筒的材料更硬。例如,由具有约30hv维氏硬度值的铝合金al 1050制成的供给筒可在根据本发明的设备中通过由具有约175hv硬度的铝合金al 7075制成的疲劳杆而被剥落。
77.在一些特定实施例中,作为唯一的杆或作为一对杆存在于疲劳组件中的疲劳杆34可以主要包括碳化钨(例如,还包括用作粘合剂的钴)、不锈钢、碳化硅,或者由具有钛涂层的碳化钨(例如,tialn)制成。
78.在一些实施例中,疲劳杆34由第二材料制成,第二材料的硬度显著大于构成供给筒22的第一材料的硬度,例如,至少5倍、至少10倍、至少20倍、至少50倍或至少100倍的硬度。例如,疲劳杆可以主要包括碳化钨,而供给筒可以主要包括铝或不锈钢。以由具有约2600hv硬度的碳化钨(wc)、具有约240hv(在140-350hv的典型范围内)硬度的不锈钢(sst)和具有40hv(在20hv-180hv的典型范围内)硬度的铝合金制成的筒为例,那么疲劳杆的硬度与供给筒的硬度之间的比率对于wc/sst为约11,对于wc/al为约65。
79.最终,硬度比率取决于a)每个筒和杆的确切组合物,以及b)散装材料是否被进一步处理(例如,退火、冷加工、硬化、热处理或回火),以及在肯定的情况下到何种程度(例如,不锈钢可以被回火为1/16、、、、或淬透),如果材料是被用于支承筒(优选相对较硬/韧性较差的等级),或者用于供给筒(相对较硬/韧性较差的等级也是合适的),则不同的等级更合适。此外,筒外表面的硬度可以通过设备的工艺和操作条件来改变。虽然供给筒和疲劳杆的相对性能在上面关于它们的硬度提供,但是材料和它们的物理性能方面的技术人员可以容易地以其它术语“转换”这样的要求,诸如强度、屈服点等。疲劳杆的屈服点应该足以避免或最小化在设备的操作条件下杆表面的变形和/或磨损,并且大于供给筒的材料的屈服点。
80.使用陶瓷疲劳杆的另一个重要优点是它们的杨氏模量比金属高得多,因此它们在施加的力下弯曲得更少。当杆弯曲时,辊隙处的压力分布不均匀,并且使用陶瓷疲劳杆允许对于相同程度的杆挠度构造更宽的机器。
81.已经发现疲劳杆的表面光洁度对所生产的薄片的质量(例如,包括它们的尺寸)和它们的生产速率都具有显著的影响。虽然疲劳杆可以被抛光至镜面光洁度(例如,具有50nm或更小,或者甚至20nm或更小的平均表面粗糙度(ra)),但是在替代实施例中,它们可以被形成纹理,并且本公开的方法依赖于存在至少一个带纹理的疲劳杆被压靠在要被剥落的供给筒上。这种纹理能够通过增加杆表面的粗糙度(例如,具有100nm或更大的ra)来实现,这可能是由于没有通常包括的平滑步骤的杆的制造过程所导致的。粗糙度可以通过使用适合于表面形貌的表面光度仪的常规方法来测量。ra例如可以使用接触式触针轮廓曲线仪或者使用非接触式光学轮廓曲线仪来测量。在一些实施例中,疲劳杆(或任何其它表面)的粗糙度应使用共焦激光显微镜(奥林巴斯公司(olympus corporation)的lext ols50003d)在x50的放大倍数下测量。
82.纹理可以通过化学蚀刻或(例如,用所需粒度的金刚石抛光垫)物理刮擦杆表面或通过通常用与制造杆的第二材料不同的第三材料涂敷杆表面来故意形成。涂层可以具有连续的材料层或具有离散的颗粒,颗粒的尺寸有助于由此形成的涂层的感知的所得粗糙度。例如,疲劳杆可以用在不锈钢杆的化学镀镍过程中加入的金刚石粉末涂覆。通过这些方法能够获得宽范围的粗糙度水平,申请人制备了粗糙度ra为约20nm、100nm、200nm、250nm、400nm、500nm、700nm、800nm、1,600nm、2,000nm和5,000nm的杆,并且观察到疲劳杆的粗糙度和速率薄片之间的正相关性,可以用其制备。不希望受任何特定理论的束缚,假定疲劳杆的增加的粗糙度可以提高它们与供给筒的表面的接触效率,从而促进它们的疲劳。如所理解的,可以类似地制备疲劳杆以获得任何中间值的表面粗糙度,包括高于未抛光部分的标准粗糙度的值(例如,1,000nm、1,200nm、1,400nm、1,800nm、2,500nm、3,000nm、3,500nm、4,000nm、4,500nm等)或任何更大的值(例如,10μm、25μm、50μm)。
83.虽然上述示例性方法在带纹理的疲劳杆的表面上产生相对随机的粗糙度,但是杆可以附加地或替代地以更规则的方式形成图案。例如,可以通过机械加工或激光切割或任何其它适于形成杆的材料的形成图案方法在带纹理的疲劳杆的表面中形成图案。在一些实施例中,图案可以是一系列环形凹槽或连续的螺旋凹槽。在这样的实施例中,已经发现,诸如凹槽的宽度、它的间距和它的深度的参数都影响薄片生产,并且它们的值能够基于期望的薄片尺寸和薄片生产速率凭经验确定。该图案可以被认为是在疲劳杆表面的外径处的表面中的凹槽的“负”图案,或者被认为是从疲劳杆的内径(例如,从包括凹槽的最低部分的表面)突出的凸起的“正”图案。
84.图9a示出了具有轴线942和单个螺旋凹槽936的疲劳杆934,所述螺旋凹槽936限定凸起的或突出的多个区域938。螺旋角α是凹槽的圈与正交于轴线842的平面840之间的角度。图9a的下部以放大比例示出了通过凹槽936的截面,以识别凹槽936的不同参数。凹槽的宽度用g表示,凹槽的圈之间的凸起区域的宽度用t表示,凹槽的深度用d表示。凹槽的节距p等于t和g的和。在图9a中,凹槽被示出为具有位于与轴线942正交的平面中的侧面,但是如图9b所示,代替地,侧面以角度β倾斜是可能的。
85.能够在带纹理的疲劳杆的表面上形成宽范围的图案,申请人已经制备了杆,其中
间隙宽度g选自50μm、60μm、150μm、160μm、200μm、230μm和280μm,顶部宽度t选自25μm、50μm、130μm、160μm、200μm、240μm和360μm,凹槽深度d选自10μm、35μm、90μm、160μm、170μm、190μm和400μm,对于环形凹槽,角度α选自0
°
,对于螺旋凹槽,角度选自2
°
、30
°
和40
°
。具有环形凹槽和螺旋凹槽的图案是通过激光切割在由陶瓷(例如,碳化钨)制成的疲劳杆上测试的相对较细的凹槽和通过机加工在金属(例如,不锈钢)制成的疲劳杆上测试的相对较大的凹槽来制备的。如所理解的,疲劳杆可以类似地用具有任何其它值的参数来形成图案,包括但不必是中间值。
86.例如,凹槽的宽度g(或者相邻凸起或相邻突起的横向边缘之间的距离)可以介于25μm和300μm之间,或者介于25μm和250μm之间,或者介于25μm和200μm之间;两个凹槽之间的顶面的宽度t可以是至少25μm、至少50μm、至少100μm或至少200μm;以及任选地至多500μm、至多400μm或至多300μm;凹槽的深度d(或凸起或突起的高度)可以为至少3μm、至少50μm或至少100μm;和任选地至多300μm、至多250μm或至多200μm;凹槽可相对于旋转方向倾斜的角度α可为高达
±
90
°
的任何值,该角度向右或向左倾斜,并且任选地介于0
°
和60
°
之间、介于2
°
和50
°
之间、或介于5
°
和45
°
之间。
87.虽然图9a示出了向附图左侧倾斜的单个螺旋凹槽,但是疲劳杆的其它图案也是可能的。例如,如果两个相反旋向的螺旋凹槽都被设计成沿着杆的整个长度延伸,则这两个螺旋凹槽可以在杆的表面上产生菱形图案。或者,疲劳杆的一部分可以包括在一个方向上倾斜的凹槽,而另一部分可以包括在相反方向上倾斜的凹槽。例如,杆的一半可具有右旋螺旋凹槽,而杆的一半可具有左旋螺旋凹槽。
88.该图案甚至可以是随机的,并且通过使杆的表面粗糙化来产生。在这种情况下,化学蚀刻可以用作激光切割的替代。该粗糙可以与杆的材料成一体,或者可以由杆的涂层产生。如果采用涂层来为图案化的杆提供所需的粗糙度,则可在形成图案之前或之后施加涂层。为了说明,疲劳杆可以被形成图案以显示螺旋凹槽,并且随后进一步用金刚石颗粒涂覆,颗粒的尺寸根据图案的参数来选择。当疲劳杆显示图案和粗糙度时,粗糙度通常在凸起的顶部、在凹槽之间的表面上测量,其由宽度t表征。
89.在一些实施例中,疲劳杆的直径与供给筒22的初始直径相比可以较小。当疲劳杆的直径在构成供给筒的直径的不超过5%、不超过10%、不超过15%、不超过20%或不超过25%时,疲劳杆的直径相对较小。对于给定的压力,杆的小直径允许在辊隙处施加更大的压力。疲劳杆的直径也可以适合于特定的供给筒的排。例如,如果在筒的组件的终端位置没有支承筒,并且疲劳杆将用作最终的滚动表面,则其直径应当优选地在相对范围的较大端上,以易于相对于被施加以促使筒接触的力而保持其旋转轴静止。
90.作为能够实施根据本教导的方法的设备的其他筒,疲劳杆可以轴颈连接在一对轴承中,该对轴承可滑动地安装在支承结构中。特别是当与供给筒接触时,允许杆旋转的任何其它布置可以是合适的。这种布置通常被构造成基本上防止筒在沿着它们的旋转轴线的方向上的横向位移,仅使得能够在支承结构的框架内在基本上平行于推动供给筒和杆滚动接触的力的方向上旋转。施加力以将供给筒和疲劳杆压靠在一起的方向可以称为x方向,而它们的旋转轴线的横向方向可以称为y方向。当材料被剥落并且供给筒的直径减小时,筒的顺时针或逆时针旋转导致其旋转轴在x方向上的相对位移。如上所述,在y方向上存在一些公差,并且例如假设筒上的参考点,在该方向上不存在位移的情况下,该点可以在其预期位置
的
±
250μm内。以图6为例,供给筒22、支承筒32和疲劳杆34可绕平行于y方向的轴线旋转,并随着它们的直径减小而沿x方向向左或向右移动,但通常它们不会在y方向显著移位(例如,移位超过250μm),即,如图中所示向上或向下移位。
91.然而,在一些实施例中,一些横向位移不仅可以被接受,而且可以是期望的和允许的。在这种情况下,考虑到它们的较小尺寸,虽然不是必需的,但更方便的是,将疲劳杆作为允许在旋转时使其旋转轴在y方向上位移的元件。再次以图6为例,以及疲劳杆34上的参考点,在该特定视图中,当杆的旋转和供给筒的剥落在从左到右的x方向上接近该距离时,以及当通过沿y方向的横向位移的杆的振荡使该点上下移动时,该点将绘制正弦曲线。因此,疲劳杆可以被称为在支承结构的相对侧之间摆动。通常,振荡的峰值振幅,即参考点自身距离理想锁定位置的距离,可以大于500μm,为1mm或更大、1.5mm或更大、2mm或更大、或2.5mm或更大。
92.如果需要,振荡的效果尤其是增加生产速率。在带规则图案的杆可以在供给筒的表面上形成重复条纹,并且这种形成不利地影响薄片的生产速率的程度上,疲劳杆的振荡的最佳峰值振幅(或合适的振幅范围)可以选择为超过在供给筒上可能形成的重复条纹之间的距离。疲劳杆的振荡幅度将取决于疲劳杆表面的图案化性质,并且被选择以便在较长的时间段内保持供给筒的更平坦(例如,非图案化)的表面。替代地或附加地,通过依靠缺少规则图案的疲劳杆,该杆是相对光滑的或带随机纹理的(例如,粗糙的),可以避免或(如果存在重复条纹)减少供给筒上的重复条纹。支承筒
93.就支承筒32被包括在能够实践根据本教导的方法设备中而言,其可以根据供给筒和疲劳杆来选择支承表面,其特性通常介于两者之间。例如,支承筒可以由第四材料制成,第四材料通常比供给筒的第一材料硬,但是比疲劳杆的第二材料或者涂覆它的第三材料的硬度低。如前所述,虽然相对特性在上面以硬度的形式示出,但是本领域技术人员可以替代地以其它形式(例如,杨氏模量、屈服点等)选择材料的合适组合。作为疲劳杆,供给筒应选择成并适于避免或最小化它们的表面在设备/方法的操作条件下的变形和/或磨损。因此,如果满足上述条件,则支承筒可以由前面例举的任何材料制成。它们的直径通常大于疲劳杆的直径,并且可选地但不是必须地,大于供给筒的初始直径。支承筒可以图8a至8c中所示的用于供给筒的不同方式中的任一种方式由设备的结构支承,每个面举例说明了圆柱体是如何由支承结构支承的,该支承结构能够实现适合于实现本方法的相对运动。它们的长度可以与供给筒的长度相似,但也可以稍长一些。压缩机构
94.通过液压油缸施加力以压缩供给筒22之间的相应杆组件的疲劳杆34。在替代实施例中,可以气动地或通过电动马达来施加力。替代地,可以使用重物来基于经由适当的布置施加的重力产生压缩。如果需要,在马达和供给筒的排之间可以使用杠杆系统或齿轮机构。如果采用液压系统,则其可包括蓄能器以提供对压力波动的阻尼。
95.辊隙处的压力影响以其能够生产薄片的速率和它们的质量。如果施加太小的压力,则薄片生产速率将很低。另一方面,如果施加太大的压力,则非薄片碎片和/或不期望的厚薄片可能从供给筒中脱落。最佳压力尤其取决于供给筒的材料的屈服强度(也称为屈服点)和/或拉伸强度。根据经验确定最佳压力以使生产给定量的薄片所需的能量最小化从而
使生产成本最小化是可能的。
96.虽然压缩通常在一个方向上施加(例如,从供给筒的排的一端到所述排的另一端),但它也可以替代地在相反方向上伴随施加。在这种情况下,支承筒可以可选地在与相反压缩力的“终点”对应的位置处插入供给筒的排中。为了说明,假设四个供给筒的排,供给筒、它们的疲劳杆和来自每端的相反的压缩力分别相似,支承筒可以包括在所述排的中间,在两对供给筒之间。
97.可以想到,虽然所示实施例呈现了沿单线(例如,位于单个平面中的供给筒的轴线)在一个或两个方向上施加压缩,但是供给筒可以相对于核心筒(例如,是排的供给筒中的一个或是支承筒)径向地布置。在这种情况下,将朝向该布置的核心径向向内施加压缩。流体和添加剂
98.如前所述,在操作过程中可以使用流体,如设备100a中的箭头40所示,流体至少施加在(多个)辊隙15处。流体可以是任何适当组分的液体或气体。如果是液体,则流体应该优选地适于和选择成润湿供给筒的表面,流体可以从该表面帮助薄片去除。如果液体的表面张力小于待被剥落的固体的表面能,则液体可以适当地润湿固体。优选地,流体(如果存在)选择为至少与待制备的薄片的材料是兼容的。兼容是指流体不会不利地与薄片或其可能接触的设备的部件发生化学反应或物理相互作用。例如,流体将适当地不腐蚀金属薄片,也不溶胀或以其它方式使塑料薄片变形。优选地,尽管不是必须的,流体可以相对容易地与薄片分离,并且可以基本上完全从薄片的表面去除(例如,通过直接蒸发或用更挥发性的溶剂替换,然后蒸发)。然而,在一些实施例中,流体可以至少部分地保留(如果有的话,在部分分离之后)薄片,在这种情况下,可以根据任何期望的薄片剥落后处理(例如,薄片涂覆)和/或根据薄片的最终用途来选择。例如,流体可以被选择为以允许薄片是漂浮的(例如,水、醇、乙二醇醚)。如果流体是液体的混合物,则它们优选但不是必须地彼此可混溶。此外,合适的流体应适于设备的操作条件,并且例如在操作温度和辊隙压力下是可工作的和可流动的。例如,室温(大约23℃)下粘度高达1,000毫帕斯卡-秒(mpa
·
s,等于厘泊-cp)的液体通常可充分流动以用于本目的,但根据经验容易确定,额外的粘度是可允许的。从实际的观点来看,在其中流体被再循环的设备中,流体应优选地具有相对低或中等挥发性,从而减少向系统添加新鲜流体的需要。在这种情况下,在室温下具有不超过5千帕(kpa)并且优选低于1kpa或0.1kpa的蒸汽压的流体是有利的。
99.流体能够帮助薄片去除,例如通过从供给筒的表面轻轻地冲洗掉薄片并将这些去除的薄片从供给筒中运走,或者通过使用液体流体射流或气刀更有力地从供给筒中去除薄片并将这些去除的薄片从供给筒中运走。
100.流体本身可以通过保持薄片作为离散颗粒分离而防止材料的再结合或熔化;它可以防止、延迟或减少薄片的腐蚀(例如氧化);和/或流体可以抵消在缺乏液体流体的环境中与薄片生产相关的任何有害作用,例如薄片爆炸和/或燃烧。
101.流体可以是液体,并且包括一种或多种液体载体,以及可选地一种或多种添加剂和/或固体颗粒(例如,薄片)。流体可以包括或主要包括以下载体中的任何一种:水(例如,如果供给筒的材料与水相容);醇,包括伯、仲和叔、一元和多元醇;乙二醇醚;碳氢化合物;有机硅油;以及它们的混合物,上述列举不是穷举的。例如,液态流体可包括异链烷烃(例如,由exxon mobile以商品名isopra
tm
商业提供)。
102.流体可以替代地是气体(或气体混合物),在这种情况下,它可以包括或主要包括空气或惰性气体,例如氮气或氩气。如果供给筒包括其薄片在空气和/或水中可燃烧的材料(例如主要包括铝或锂的材料),则优选的是在流体中不使用空气和/或水。由于添加剂通常以固体或液体的形式提供,当流体是气体或其混合物时,添加剂可以以汽化形式(例如,作为气溶胶)或在高于它们各自的蒸气压下包括在流体中。
103.添加剂例如可以是防结块剂,诸如脂肪酸(例如硬脂酸、油酸或脂肪膦酸),脂肪酸保护金属薄片不结块成块。在某种程度上,脂肪酸添加剂甚至在非水有机载体中也可以减少氧化,并且可选地还在辊隙处充当润滑剂。除了防结块剂之外或代替防结块剂,流体可以包括其它(多种)添加剂,与不含这种其它(多种)添加剂的流体组合物相比,这种其它添加剂单独或组合可以提供任何益处。例如,这种其它添加剂可以在疲劳杆34和供给筒22之间提供润滑;和/或可以包括在杆34和供给筒122之间提供牵引(例如,增加摩擦)的牵引流体(例如,);和/或可以包括防腐蚀剂(例如,脂肪族伯胺2mcd、);和/或可以包括防腐蚀剂(例如,脂肪族伯胺2mcd、2727、hpa89e2、卵磷脂、牛油烷基胺、油胺),其可以保护通过该方法暴露的(例如,在筒上和在薄片上的)表面免于腐蚀。附加地,或替代地,这些其它添加剂可包括消泡剂、抗磨损添加剂、分散剂(例如berol 26)、润湿剂(例如ot)、流变改性剂、ph缓冲剂、防腐剂和任何可有益于设备和/或由此制成的薄片的这类添加剂。虽然为了简单起见,根据其基本作用进行分类,但是技术人员容易理解,所述添加剂可以具有多于一种作用(例如,提供润滑、抗磨、抗腐蚀和表面活性剂作用的相同材料)。
104.这些添加剂可以以适合其目的任何浓度存在于流体中,但通常不会单独地超过组分的按重量计的20%、10%或5%。所使用的流体的组分可以附加地或替代地包括固体颗粒,例如,浓度小于按重量计的20%、10%或5%。固体颗粒可以是先前生产的薄片(如果流体是再循环的),和/或不同的颗粒,例如固体润滑剂(例如石墨或二硫化钼(mos2))或磨料颗粒(例如碳化硅、氧化铝、二氧化硅或石英)。如果有的话,就在制备薄片的过程中使用的流体至少部分保留在剥落后处理期间或者在最终产品中的程度而言,当存在添加剂时,添加剂需要有利地与这样的后续的处理和用途相容。
105.可以可选地将可以使用的流体加热或冷却到例如高于或低于设备100所在的房间的温度(例如环境温度)的温度。
106.在一些实施例中,添加剂被包括在流体中以对薄片的化学组分改性。“改性”添加剂可以是能够渗透到薄片表面下方的掺杂剂,或者是能够吸附到薄片外表面的任何其它化学组合物。不管由添加剂(单独地或与其它添加剂或与流体组合地)提供给薄片的改性的确切类型以及不管改性相对于薄片的外表面的定位,在存在此类改性添加剂的情况下生产的薄片可以被称为“涂覆”了一种材料,该材料不同于薄片的芯处的第一材料,并且不同于在没有添加剂的情况下可能自然形成的第一材料的衍生物(例如,天然氧化物)。为了说明,如果在流体中包括添加剂以对薄片在邻近其外表面的区域中的组分改性,同时它们通过本发明的方法生产并且薄片由铝制成,则改性薄片的涂层不是铝及其自发形成的氧化物衍生物氧化铝。然而,不能排除改性涂层包括具有不同于天然氧化铝(al2o3)的化学式或具有与其不同的结晶亚稳相的铝氧化物。本方法在薄片生产时涂覆薄片的能力是有利的。需要强调
的是,传统方法在薄片的制造过程中可能不一定实现这种薄片的同时涂覆。一些添加剂可能对本领域方法中遇到的操作条件敏感,而本发明方法避免了这些操作条件。虽然常规制备的薄片可以进一步加工以被与其生产模式不相容的所需化合物包封,但这可能需要多于一个步骤来实现。除了这种麻烦的制造可能导致增加的生产时间和成本之外,用这种化合物进一步加工常规薄片可能不一定实现与薄片的相互作用类型,从而提供所需的结果。
107.在如示例部分详述的通过本发明方法在异链烷烃液体中存在卵磷脂的情况下制备铝片的实验中,通过x射线光电子能谱(xps)分析证实添加剂对薄片的包覆,这证明添加剂和薄片表面之间的共价结合。
108.当本方法用于制备掺杂薄片(即,有意地添加掺杂剂材料,所述掺杂剂材料至少部分地扩散或以其它方式渗透到薄片内,而不仅仅是外部地涂覆它们)时,步骤可以如下。为了制备材料a的薄片,该材料a掺杂有(富含有)材料b的原子/分子,供给筒22应包括或由打算掺杂的材料a组成,而流体应包括打算用作掺杂剂的材料b。流体中材料b的浓度应取决于期望的掺杂水平和实施该掺杂水平的方法或设备的操作条件。所述浓度可以在剥落过程中改变,例如以保持或控制掺杂剂b相对于材料a的供给筒的浓度梯度。在一些实施例中,所述方法可以进一步改进以确保与供给筒22滚动接触的疲劳杆34和支承筒32(当存在时)中的至少一个包括掺杂剂b的原子或分子。不希望受任何特定理论的束缚,相信通过防止掺杂剂过度转向到与流体接触的其它部分,在接触流体的设备的部分中,而不是供给筒中存在掺杂材料,可以有利于后者的掺杂。在特定实施例中,支承筒是还包括充当薄片的掺杂剂的材料的支承筒,其外表面通常比杆的外表面大得多,因此如果它不包括掺杂剂,则它能够使掺杂剂转向。为了说明本掺杂方法的这种显著应用,本发明人使用由碳化钨制成的疲劳杆、由不锈钢17-4(即,尤其含有约73%铁、17%铬和4%镍)制成的支承筒、和补充有不锈钢316l的纳米颗粒(具有100nm的平均直径并且除了铁之外还包括16-18%铬、10-12%镍和2-3%钼)的烃流体(isopar
tm
l)以用作铝薄片的掺杂剂制备了铝薄片(例如,由al 1100制成的供给筒)。收集掺杂的薄片并在ipa中彻底漂洗以除去任何流体残留物并分析铁的存在。掺杂的薄片中的铁的平均含量通过能量色散x射线光谱(eds)分析,并且发现原子浓度在6%至10%的范围内。相同材料的未掺杂的薄片(即除了在流体中不存在不锈钢纳米颗粒,在类似的设置中制备)如通过相同的eds方法测量的,通常仅显示平均0.2%原子浓度的铁。通过x射线光电子能谱(xps)深度分布进一步测试掺杂的薄片在它们的内芯中铁的存在。在高达约35nm的深度处发现原子浓度高达约3%的铁,证实了本发明的方法能够掺杂由此制备的薄片。有趣的是,铝薄片的铁掺杂足以使掺杂的薄片在经受磁场时表现出顺磁性。虽然使用根据本教导的方法进行掺杂是通过使用金属颗粒作为掺杂剂到金属供给筒中来说明的,但是预期通过使用所需掺杂剂的盐和/或通过使用由另外的材料(例如,塑料材料)制成的供给筒,可以类似地实现掺杂剂向薄片的这种渗透。
109.虽然流体可以连续地补充,但是优选的是,在其已经通过过滤器之后再循环,以分离出期望的薄片或者相反地分离出不期望的碎屑。就流体还包括一种或多种添加剂并且流体部分再循环来说,可以将这样的添加剂添加到再循环或新鲜流体中,以便在流体中保持任何期望的水平。
110.过滤器可以设计成在流体再循环之前从流体中去除所有颗粒,但是在一些实施例中,颗粒的仅一部分,优选大部分保留,保留在过滤器中。可以使用其它方法分离颗粒,仅举
几个例子,例如通过亲和、倾析或离心。在流体中再循环的颗粒可以帮助生产其它颗粒,并且它们本身可以通过再循环而减小尺寸。薄片生产的方法
111.现在将参照图10描述例如在图1至图7中所示的设备中的本公开的生产方法的实施例,其中虚线和框涉及可选步骤。首先选择疲劳杆34的材料、直径和表面纹理,所述材料适合于待被剥落的供给筒22的材料,这种选择可选地需要准备至少一个带纹理的杆作为预备步骤s101。在步骤s102中提供的供给筒和步骤s104中提供的疲劳杆组件已经被正确地堆叠之后,最终在存在步骤s103处提供的一个或多个支承筒的情况下,在步骤s105中施加增大的压力,以促使和保持供给筒和杆与支承筒(如果存在的话)一起滚动接触。虽然在步骤s106中指示了启动至少一个马达以引起旋转,以降低驱动前述辊之一的马达上的初始扭矩需求,但在s105中,可在压力逐渐升高之前开始其的启动。
112.然后在步骤s107中,可以将流体施加到供给筒和与其滚动接触的疲劳杆之间的辊隙,可以替代地在引起旋转的马达的启动之前施加流体。在步骤s108中可以收集流体,并且在步骤s109中可以从流体中分离出所生产的薄片,或者流体首先通过分离装置然后被收集。基于对所生产的薄片及其生产速率的分析,可以修改所施加的压力和马达以及与马达相关联的筒的旋转速度以实现期望的结果。例如,当供给筒的直径减小时,可以增加旋转速度,尽管发现这不是必需的。不需要对每次运行执行所生产的薄片的分析,而仅在试图优化过程或设置允许获得期望类型的薄片(例如,关于尺寸)的参数时执行。
113.在例如通过适于保留所需尺寸颗粒的筛分介质过滤流体已经收集薄片之后,在步骤s110中分离的流体可以再循环到辊隙,该再循环可以替代地在收集的流体上进行,而不需要预先分离。如颗粒分离领域的技术人员容易理解的,薄片可以替代地通过沉降、离心或适合于薄片材料的任何非机械方法与流体分离。尽管薄片与流体的分离可以离线和分批进行,但是在剥落过程期间能够在线进行和/或以连续方式进行的分离被认为是有利的。
114.如此生产的薄片可以在步骤s111中进行进一步的处理,通常但不是必须在分离之后。这样的过程可以包括:部分或完全分离、打碎、退火、流体(如果存在)的改变和/或流体的添加、涂覆和/或任何其它适当的处理。从供给筒22中去除的薄片的特性不必与收集的薄片的特性相同。例如,可以与设备100中使用的流体的一个或多个成分发生化学反应和/或与设备100的操作环境中另外存在的一个或多个成分发生化学反应。在s111中对所生产的薄片的附加处理可以可选地进一步扩大从供给筒剥离的薄片和最终收集的薄片之间的差异。
115.如所示出的,根据本教导的生产薄片的方法可以包括比图10中所示更少、更多和/或不同的阶段,并且步骤的顺序也可以不同。
116.在通过本文所述的方法生产薄片的过程中,在许多场合下检查供给筒22和由其生产的薄片。对于由al 1100(一种包括至少99%铝的纯合金)制成的示例性供给筒22,发现筒表面上的薄片开始变厚,然后,随着与疲劳杆34的接触继续,从供给筒外表面“剥离”的材料被拉伸和变薄,直到变薄的材料以薄片形式脱落。
117.通过本文所述的方法,从给定的供给筒22中生产薄片的速率、薄片的厚度和/或薄片的特性被发现尤其取决于a)筒22、杆34和支承筒32(当存在时)的设计,尤其包括它们各自由其制成的材料,b)流体的存在和成分,尤其包括一些添加剂的存在,c)疲劳杆34的纹理
(例如,粗糙度或图案),d)筒和杆中的任一个的相应速度,e)筒速度的差异,f)(多个)杆34和供给筒22的硬度之间的硬度比,g)组件中地疲劳杆的数量;和h)压力的量。
118.因此,该方法可以适于通过在实施它的设备中引入一个或多个控制器来生产期望的薄片群体,每个控制器被选择并适于恒定地或周期性地控制以下中的至少一个:a)由压缩机构施加的力或压力;b)至少一个供给筒的旋转速度;c)如果存在,至少一个支承筒的旋转速度;d)施加到供给筒的流体中的固体颗粒和/或添加剂的流速、温度和浓度中的至少一个;以及e)收集器中的流体液面。生产的薄片
119.如本文所公开的生产的薄片的尺寸可以通过常规实验使用动态光散射(dls)技术(例如,其中颗粒近似为具有等效散射响应的球体,并且尺寸表示为流体动力学直径)来确定,对于50%的群体所观察到的值按体积或按数量分别称为dv50和dn50。这些值,通常替代地称为d50,通常称为平均粒度。颗粒的尺寸也可以通过显微镜方法和分析由扫描电子显微镜(sem)、透射电子显微镜(tem)、聚焦离子束(fib)和/或通过共焦激光扫描显微技术捕获的图像来估计。这些方法是本领域技术人员已知的,在此不需要进一步详述。
120.根据本发明公开的主题的一些实施例生产的薄片的特征在于它们的代表性平面尺寸和横向尺寸之间的任何合适的纵横比,其范围为约且包括2:1至约且包括10,000:1。对于具有扁平球形的薄片,薄片的代表性平面尺寸可以是其直径,或者对于具有其它形状的薄片,薄片的代表性平面尺寸可以是在整个平面上的最长长度。薄片横向于其平面的代表性尺寸可以是其厚度。使用根据本教导的任何一个的设备和/或方法制备的薄片可以具有至少约3:1、至少5:1、至少10:1、至少50:1、至少100:1或至少1,000:1的平均纵横比。在一些实施例中,薄片具有至多10,000:1、至多5,000:1或至多2,000:1的纵横比。薄片的纵横比可以特别取决于方法的操作条件和组成、相对硬度、相对直径和由相应的筒和杆感知/施加的压力,如先前详述的。不希望受任何特定理论的束缚,据信相对较厚的薄片可显示相对较低的纵横比。例如,具有几微米厚度的薄片可以具有10:1的纵横比,或者如果在该范围的粗端,则具有更小的纵横比。相反,具有相对高的纵横比(例如20:1或更大)的薄片通常相对较薄,最高的纵横比通常在最薄的薄片(例如具有1μm或更小的厚度)中观察到。这样的范围包括在它们从供给筒上分离时薄片的纵横比、被收集的薄片的纵横比和在它们收集之后可选地进一步用流体再循环或以其它方式进一步处理的薄片的纵横比。
121.注意,通过特定方法制备的薄片的纵横比可以根据它们被收集的步骤而变化,当薄片仅从供给筒分离时的纵横比通常但不是必须高于当其在流体中被洗掉并随后被收集时的纵横比。这源于这样的事实,即,虽然一旦薄片被去除,可能难以改变薄片的厚度,但是可以通过打碎已经被去除和/或收集的薄片来减小它们的直径或最长的长度。纵横比的这种变化可以由实施该方法的设备的操作条件产生,在一些实施例中,可以调整或选择该操作条件以在该方法的一个或多个步骤中产生所需的纵横比。附加地或替代地,可以通过随后的研磨和/或其它加工可控地改变薄片的尺寸和它们相应的纵横比,以减小它们的尺寸,从而获得任何合适的纵横比。
122.从供给筒22中去除的薄片在一些情况下可以具有比通过球磨研磨和pvd生产的薄片更高的纵横比,例如具有高达1,000:1或2,000:1的纵横比。
123.通过本方法制备的薄片特征在于可以在于从几微米的微米范围到亚微米范围以及甚至低纳米范围的各种厚度。在前的一些实施例中,薄片特征在于高达约10μm、高达约5μm或高达约1μm的厚度。在亚微米范围内,薄片可具有高达800nm、高达600nm、高达400nm或高达200nm的厚度。在一些实施例中,当薄片在低纳米范围内时,它们可具有至多100nm、至多90nm、至多80nm、至多70nm、至多60nm、至多50nm、至多40nm或至多约30nm的厚度。在这样的实施例中,薄片的厚度可以为至少约10nm、至少15nm或至少20nm。注意,薄片的厚度可以从边缘到边缘变化,因此本文提及的薄片的厚度是指平均厚度,并且通常报告的值涉及从薄片群体获得的平均值。这样的平均值可以通过分析用fib显微镜捕获的微克数来确定。
124.通过本方法生产的薄片可以附加地或替代地特征在于与结晶组织相关的以下特性中的一个或多个,例如单元块伸长、单元块取向或晶界破坏(例如涡旋图案)和表面纹理(例如条纹)。出乎意料地,在所生产的薄片的退火期间,前述结晶特征中的一些被保存,使得通过显微镜检查检测到的细长单元块或通过xrd检测到的衍射峰被保留并且在例如在350℃下进行约1小时的退火之前和之后基本上类似。
125.对于较薄(例如,200nm或更小)的薄片,可使用stem或透射电子显微镜(tem)产生根据本公开主题的一些实施例的薄片的图像。用于使用stem产生图像的参数包括20,000或50,000的放大率、30μm的孔径尺寸、1kv或30kv的eht、明场和暗场的混合、以及低增益范围。
126.可以使用任何合适的样品金相制备来制备用于检查的较厚薄片。例如,薄片可以放置在环氧树脂模具中。然后可以将模具研磨、抛光和/或蚀刻,或任何这种期望的处理。然后可以使用光学显微镜、扫描电子显微镜(sem)或任何其它合适的技术检查处理过的模具。
127.当检查如本文所公开的那样生产的薄片的(例如,20,000放大率,通过stem捕获)图像时,在由金属或合金制成的薄片的平坦表面中观察到细长的或伸长的单元块(也称为单元带)。例如,细长单元块在由主要包括铝(例如由al 1100、al 1199或al 6061制成)的供给筒22产生的薄片上观察到;以及从主要包括不锈钢(例如由不锈钢制成)的给定的供给筒上去除的薄片的表面上观察到。由于单元块的长度显著大于(例如,至少两倍或至少三倍)单元块的宽度,所以单元块特征为是细长的。这种细长单元块也可以称为单元带。例如,由al 1100的供给筒22生产的六个薄片的细长单元带的平均长宽比的范围取决于薄片,该长宽比为至少约3.7至至多约200(后者发生在单元带跨越薄片的整个长度并且薄片的长度为高达约200μm时)。所观察到的单元带的长度范围高达约200μm。所观察到的单元带的宽度范围为约0.3μm至约3μm。相反,这种材料(例如,主要包括铝或不锈钢)的球磨薄片中的轮廓不是显著细长的,意味着如果围绕晶界的话,在特定的常规制备的薄片的平坦表面中的轮廓可以具有比本公开主题的一些实施例的薄片的单元块相似得多的尺寸的宽度和长度,如果可检测的话。相反,由相同材料制成的pvd薄片在它们的平坦表面中没有任何这样的轮廓或单元带。因此,虽然已有在大块材料中的单元块或单元带的报告,但常规制备的商业薄片不显示这种现象。
128.发明人进一步观察到,存在于根据本教导制备的薄片的平坦表面中的单元带看起来具有优选的取向。
129.出于本公开主题的目的,当给定薄片中的两个相邻单元带的纵向取向基本上平行
或彼此偏离不大于30度、不大于25度、不大于20度、不大于15度、不大于10度或不大于5度的角度时,存在优选的取向。当在同一薄片中能够检测到三个或更多个单元带时,可以计算薄片单元带的所有测量的纵向取向的平均取向,该平均值也称为薄片的平均优选纵向取向。在一些实施例中,薄片的每个单元带的纵向取向与平均优选纵向取向偏离不大于20
°
、不大于15
°
、不大于10
°
或不大于5
°
的角度。对于与平均值的这种偏差以获得统计学显著性,对于给定薄片并且在由显微镜提供的以相关放大率使用的视场内所分析的单元带的数量应优选地为三个单元带或更多、四个单元带或更多、五个单元带或更多、六个单元带或更多。优选地,在所有被分析的图像中,总共应当分析至少10个、至少15个、至少20个、至少25个或至少30个单元带。这种测量可以在捕获的图像上手动进行,训练有素的操作者确定在任意组的x-y坐标内单个薄片的每个单元带的纵轴通常遵循的角度,然后计算薄片的单元带的纵向取向的平均角度以及它们中的每个如何偏离所有单元带的平均角度(即偏离平均优选纵向取向)。每个薄片(或者如果包括单个薄片,则为每个图像)中的平均角度本身没有意义,因为其可能取决于样品相对于显微镜的透镜的取向。从由每个单元带形成的角度减去相应薄片的平均优选取向的角度允许为薄片的每个单元带分配正值或负值,符号指示单元带相对于优选取向的位置。对于特定图像的多个薄片和/或对于多个不同图像中的多个薄片重复此操作,在此称为单个薄片中的偏差的标准化。对于足够量的类似制备的(例如,相同批次的)薄片的单元带的这种标准化偏差的累积允许计算测量的标准化偏差的所有绝对值的平均值,其可以被称为来自显示单元带的多个薄片的优选取向的平均偏差(mean
dev
),以及来自所述平均值的所有单独的标准化偏差的标准偏差(std
dev
)。
130.在一些实施例中,包括这种细长单元块的多个薄片的每个单元带的纵向取向使得与对于多个薄片的每个薄片单独标准化的优选取向的平均偏差(mean
dev
)不大于20
°
、不大于15
°
、不大于10
°
或不大于5
°
。在具体实施例中,所有标准化偏差与平均偏差mean
dev
的标准偏差std
dev
为平均偏差mean
dev
的10
°
或更小、7.5
°
或更小、5
°
或更小。这些与单元带的纵向取向及其相对取向有关的测量可以替代地根据相同的原理通过合适的图像分析程序自动进行。
131.不希望受任何特定理论的束缚,发明人认定,当疲劳杆34在给定方向(例如顺时针或逆时针)向相对于相邻的供给筒22(如在任何设备100中所描述的)旋转时,供给筒的材料在类似的方向上被拉伸,导致单元带在所得薄片的平坦表面内的优选取向。
132.应当注意,在根据本教导制备的金属薄片中具有优选取向的单元带(细长单元块)的存在被认为是这种金属薄片的区别和特性。在一些实施例中,这种现象可以在以数目计的至少2%的薄片中观察到。在一些实施例中,薄片显示的群体的(以数目计的)至少5%、至少10%、至少20%或至少30%可以显示这样的单元带。常规制备的金属薄片缺乏这种特征,并且在它们的平坦表面中没有单元块或单元带,例如通过pvd制备的薄片的情况,或者缺乏任何优选的取向,例如通过球磨制备的薄片的情况,其中如果存在单元块,当从平面视图观察时通常是随机取向的。
133.参考图11a,其是根据本发明公开的主题的一些实施例的示出了其内部结构的薄片的图像1100。图11a是示出在薄片表面具有优选取向的单元带1110的一个示例的图像。所述图像使用stem拍摄,stem包括20,000的放大率、30μm的孔径尺寸、30kv的eht、明场和暗场的混合、以及低增益范围。对于图中所示的薄片,供给筒22的材料是al 1199,但是在其它金
属或合金的薄片中另外观察到了单元带。图11b是图11a中示出的薄片内部结构的局部图示,为了方便,示意性地示出了一些单元带及其轮廓。
134.附加地或替代地,根据本主题的一些实施例的薄片特征在于,当薄片甚至在高达约350℃的温度下经历退火时,在金属薄片中观察到的单元带被保留并且不发生再结晶。例如,薄片从主要包括铝的供给筒22生产,供给筒22由al 1100、al 1199或al 6061制成。将薄片分散在能够承受加热到与退火相容的高温的流体中,例如82(其可以在薄片去除期间使用)。通过介于100℃和350℃之间的50℃的步骤,将分散体加热至少一小时至多个预定温度,这样的条件理论上足以破坏存在的单元块或单元带边界。如前所述捕获stem图像,并且发现在从设备收集的和/或通过根据本教导的方法制备的金属薄片中观察到的单元带令人惊讶地保留,而与它们经受的热处理无关。这与例如经历冷轧的主要包括铝的块体材料形成对比,据报告其单元块的图案在230℃再结晶,当加热一小时时,在该温度下所述块的形状和边界被破坏。
135.不希望受任何特定理论的束缚,本发明人认为,因为大块的冷轧材料包括足够大量的材料,退火过程中来自大块的材料流动,破坏了现有的单元带,例如,通过使新的晶粒出现在单元带的边界,其随后融合产生更大的晶粒,从而破坏单元带。相反,因为根据本主题的一些实施例的每个薄片包括相对少量的材料,与大块的材料相比,薄片相对薄,所以在退火过程期间流动的可能性较小,因此在高达350℃时,仍然观察到在退火之前检测到的单元带,并且未观察到再结晶。
136.包括加热速率、退火温度和持续时间、(如果样品在受控的方案下冷却,而不是通过被动冷却至环境温度)冷却速率、淬火条件(如果有的话)和适于这样的实验的环境(例如,就压力、真空条件或存在的气体而言)的退火条件可以容易地被冶金领域的技术人员理解。可以测试本公开的薄片对通常由在适合于它们制成的大块的材料的条件下退火触发的变化的抗性,尽管它们的微小尺寸可以允许使用适合于金属薄膜的更温和的条件(例如,退火的较低温度和/或更短的持续时间)。在一些实施例中,退火可以介于150℃和1,000℃之间、介于200℃和750℃之间、或介于250℃和500℃之间的退火温度下进行。在一些实施例中,加热速率为至少每分钟1℃、至少每分钟5℃、至少每分钟10℃、至少每分钟20℃、或至少每分钟40℃。虽然一些金属可以在空气和正常环境下退火,但是其它金属可以受益于在真空条件下或在惰性气体下的退火。根据金属薄片和所选择的退火温度,退火的持续时间可以短至30分钟或长至3小时,但是通常在合适的退火温度下进行一个小时的试验,该试验确定了在退火期间可保存的薄片的特性。
137.附加地或替代地,根据本教导制备的薄片可以是基本上光滑的。例如,如能够使用原子力显微镜(afm)检查的相对小的薄片的线表面粗糙度(ra)可以是10nm均方根(rms)或更小,8nm rms或更小,6nm rms或更小,4nm rms或更小,或2nm rms或更小。如能够使用合适的激光共焦显微镜检查的对于相对较大的薄片的区域粗糙度(sa)可以是50μm或更小、40μm或更小、30μm或更小、或20μm或更小。作为参考,这样的值表明光滑薄片的表面可与pvd薄片相媲美,并且比球磨薄片略光滑。例如,对于由al 1199制成的供给筒22,由其获得的薄片的线表面粗糙度可为约2nm均方根(rms),而pvd薄片可具有约1至2nm rms的线表面粗糙度和约3至6nm rms的球磨薄片。
138.在一些实施例中,根据本教导的薄片的一个平坦表面显示在相对光滑的薄片表面
背景上可检测的图案,薄片的相对面缺少这样的图案。图案的反复出现的形状不必一定是规则的,也不必彼此相同,也不必从薄片的一个边缘到另一个边缘显现,使得在根据本教导的薄片的一个面上显示的图案在一些实施例中存在于薄片平坦表面的至少一部分上。不希望受任何特定理论的束缚,由于在第一材料的薄片上观察到的图案不同于在第二材料的薄片上观察到的图案,两种材料的薄片已经在类似的条件下并且特别是使用相同的反应杆另外制备,本发明人认定图案是由本文公开的方法产生,而不是由人工实验误差或缺陷产生。例如,相信在薄片表面上的凹陷图案基本上不是由疲劳杆表面上的相应凸起产生的。无论在薄片面的表面之上或之下,这种图案被认为是特性的,并且没有在相同材料的常规制备的薄片中观察到。
139.构成这种图案的重复形状可以是直线或曲线,或者任何这种长窄标记,在此也称为“条纹”。在一个实施例中,在薄片的一个面上形成图案的条纹相对于薄片的表面是凹陷的(例如,形成压痕、凹槽或沟槽)。在一个替代实施例中,条纹相对于薄片的表面突出(例如,形成突起)。预期地,如果进一步研磨薄片以改变它们的尺寸和纵横比,则保留这样的条纹。
140.虽然通常在由金属或合金制成的金属薄片中检测到单元带,但是当存在条纹时,条纹图案也可以在另外的材料(例如,陶瓷、塑料、玻璃)的薄片上观察到。条纹通常较窄,对于由具有相对较高硬度的供给料制成的薄片,其平均宽度通常相对较小,而对于由具有相对较低硬度的供给料制成的薄片,其平均宽度通常相对较大。在一些实施例中,如在条纹与条纹出现的薄片面的平坦表面齐平的基部上测量的,条纹具有的平均宽度为薄片的平均厚度的至多5%。在一些实施例中,条纹的平均宽度为其厚度的至少0.5%且至多4%,或在其厚度的0.5%和3%之间,或在其厚度的0.5%和2%之间。在一些实施例中,条纹具有高达20nm、高达15nm、高达10nm或高达5nm的平均宽度。
141.凹陷条纹的平均深度(或突出条纹的平均高度)通常为薄片的平均厚度的高达20%。在一些实施例中,每个条纹可以独立地相对于薄片的平坦表面凹陷/突出了薄片的平均厚度的15%或更小、10%或更小、或5%或更小的深度/高度。在一些实施例中,条纹具有高达25nm、高达20nm、高达15nm或高达10nm的平均深度(或高度)。
142.对于金属薄片的单元带,在一些实施例中,薄片的面上的条纹具有优选的取向,各个细长标记每个具有的纵向取向偏离在薄片上测量的所有条纹的平均取向不超过30
°
、不超过25
°
、不超过20
°
、不超过15
°
、不超过10
°
或不超过5
°
的角度。对于与平均值的这种偏离以获得统计学显著性,对于给定薄片和在由显微镜提供的以相关放大率使用的视场内分析的条纹的数量应优选足够高,并且先前对于细长单元块详述的考虑和计算加以必要的变更适用于线性标记。
143.在一些实施例中,在根据本教导制备的薄片的面上可见的图案可以进一步特征在于图案的任何两个相邻条纹之间的距离。这种平均距离(或相邻条纹之间的间距)可以是2μm或更小、1μm或更小、500nm或更小、250nm或更小、100nm或更小。在一些情况下,图案的相邻条纹之间的节距甚至可以为50nm或更小、40nm或更小、或30nm或更小,该节距可选地为至少10nm。
144.如所解释的,这种条纹图案可以仅出现在薄片的一个面上。此外,它们不需要出现在根据本教导制备的薄片群体的所有薄片上。仍然认为它们在至少(按数目计)2%的薄片
上的存在是显著的并且足以将用本方法制备的薄片与常规薄片区分开。在一些实施例中,薄片群体的(按数目计)至少5%、至少10%、至少20%或至少30%显示条纹图案,这样的图案显示在群体的最多(按数目计)50%上。
145.参考图12a,其是根据本公开主题的一些实施例的薄片的表面的图像1200。图12a是示出薄片表面上具有优选取向的条纹1210的一个示例的图像。使用sem拍摄图像,sem包括20,000的放大率、30μm的孔径尺寸、1kv的eht、明场和暗场的混合、以及低增益范围。供给筒22的材料是由pmma构成的塑料材料,用于图中所示的薄片,但是在金属(例如铝)和合金(例如不锈钢)上也观察到细长的标记。图12b是图12a所示薄片的局部图示,为了方便,示意性地示出了一些条纹。
146.当疲劳杆相对光滑,平均粗糙度高达约500nm,或者没有图案,其包括不带纹理的和轻微粗糙的杆时,可观察到单元带和条纹。通过本方法制备的薄片的这两个特征不是相互排斥的,并且两者都可以在金属薄片的相同群体中观察到。当用具有相对较高粗糙度或被图案化的疲劳杆生产薄片时,主要观察到第三种类型的薄片特征,所述疲劳杆属于带纹理的疲劳杆的类别,其中晶界如下详述地出现破坏。
147.参考图13a,其是根据本发明公开的主题的一些实施例的薄片的图像1300,示出了其内部结构。图13a是示出了晶界破坏1310的一个示例的图像,所述晶界破坏呈现为一系列具有或多或少的破坏边界的“环”,多个环状物安置成一个位于另一个内并且不对称地围绕中心部分。为了简单起见,这样的特征可以被称为涡旋图案。图像是使用stem拍摄的,stem包括20,000的放大率、30μm的孔径尺寸、30kv的eht、明场和暗场的混合、以及低增益范围。虽然对于图中所示的薄片供给筒22的材料是al 6061,但在其它金属或合金的薄片中也观察到这种涡旋图案。图13b是如图13a所示的薄片内部结构的局部图示,为了方便起见,示意性地描绘了一些单元边界的轮廓,以帮助使涡旋图案的可视化。
148.本教导的工业实用性通过视觉效果(尤其是金属薄片所显示的视觉效果)来简单地评估。在收集薄片的流体中,这种效果可以容易地通过肉眼检测,并且如果需要,可以被量化。例如,一旦施加在平坦表面上,金属薄片的光泽度和雾度可以通过标准方法测量。例如,在挥发性溶剂(例如ipa)中包括按重量计10%的薄片的分散体可以通过滴铸施加在显微镜载玻片上,允许薄片随着溶剂蒸发而排列到载玻片的表面。然后,干燥的颗粒层可被第二载玻片覆盖,并且下侧(对应于薄片沉积于其上的表面)可用于光泽度和/或雾度测量,例如,使用与表面的法线成20
°
角的标准仪器。如果需要,薄片可以在被施加到载玻片上之前,清除设备中使用的流体的残留物,如果这样的流体可能影响预期的测量的话。例如,根据本发明制备的铝薄片显示出介于200和1,000光泽单位(gu)之间的光泽值,更典型地介于400和1,000gu之间的光泽值,或介于600和800gu之间的光泽值。为了比较,在相同条件下市售的球磨薄片可以提供100-600gu的范围内但通常不超过200gu的光泽。关于本发明的薄片可能产生的雾度,如此制备的涂层显示介于500和1,400雾度单位(hu)之间的和通常不大于1,000hu的雾度值。如果需要,可以通过在所生产的薄片中选择(例如,尺寸分选)合适的亚群体获得改进的结果。
149.总之,如可根据本领域技术人员已知的程序通过合适的仪器常规测量的,根据本教导制备的薄片可以特征在于以下结构特征中的一个或多个:i)如果薄片包括一种或多种金属或由一种或多种金属组成,则薄片在它们的平坦
表面内显示细长单元块,本文称为单元带,每个单元带的长度是相同单元带的宽度的至少两倍;ii)薄片的单元带具有优选取向,薄片的一个单元带的纵向取向与同一薄片中的相邻单元带的纵向取向偏离小于30
°
;iii)薄片的单元带具有优选取向,薄片的每个单元带的纵向取向与同一薄片的所有单元带的纵向取向的平均值偏离小于25
°
;iv)薄片的单元带具有优选取向,薄片的每个单元带的纵向取向与多个类似薄片的所有单元带的纵向取向的平均值偏离小于20
°
;v)薄片在其平坦表面上显示具有优选取向的条纹,条纹的每个纵向取向与相邻条纹的纵向取向偏离小于30
°
;vi)薄片在它们的平坦表面上显示具有优选取向的条纹,薄片的每个条纹的纵向取向与同一薄片的所有条纹的纵向取向的平均值偏离小于25
°
;vii)薄片在它们的平坦表面上显示具有优选取向的条纹,薄片的每个条纹的纵向取向与多个类似薄片的所有条纹的纵向取向的平均值偏离小于20
°
;viii)条纹具有20nm或更小的宽度,所述宽度是在条纹的与薄片的平坦表面齐平的基部测量的;ix)如在条纹的与薄片的平坦表面齐平的基部测量的,条纹具有高达薄片平均厚度的5%的宽度;x)条纹相对于薄片的平坦表面是凹陷的,每个条纹独立地具有高达25nm的深度;xi)条纹相对于薄片的平坦表面突出,每个条纹独立地具有高达25nm的高度;xii)条纹相对于薄片的平坦表面是凹陷的,每个条纹独立地具有高达薄片平均厚度的20%的深度;xiii)条纹相对于薄片的平坦表面突出,每个条纹独立地具有高达薄片平均厚度的20%的高度;xiv)条纹彼此之间的间距为2μm或更小;xv)如果薄片包括一种或多种金属或由一种或多种金属组成,则所述薄片在其平坦表面内显示涡旋图案,围绕每个涡旋图案的中心部分的“环”的宽度为至多1μm宽;xvi)如果薄片包括铝或由铝组成,通过xrd分析显示至少在约38.56
°
(《111》)的第一衍射峰和在约44.81
°
(《200》)的第二衍射峰,其中所述第一衍射峰的相对强度与所述第二衍射峰的相对强度之间的比率xrd
比率
为0.40或更大、0.45或更大、0.50或更大、0.60或更大、0.70或更大、或0.80或更大;xvii)如果薄片包括铝或由铝组成,通过xrd分析显示至少在约38.56
°
(《111》)的第一衍射峰和在约44.81
°
(《200》)的第二衍射峰,其中所述第一衍射峰的相对强度与所述第二衍射峰的相对强度之间的比率xrd
比率
为2.00或更小、1.90或更小、1.80或更小、1.75或更小、或1.70或更小;以及xviii)如果薄片包括铝或由铝组成,通过xrd分析显示至少在约38.56
°
(《111》)的第一衍射峰和在约44.81
°
(《200》)的第二衍射峰,其中所述第一衍射峰的相对强度与所述第二衍射峰的相对强度之间的比率xrd
比率
介于0.40和2.00之间、介于0.45和1.75之间、介于0.50和1.70之间或介于0.80至1.70之间;
xix)薄片具有200μm或更小、150μm或更小、或75μm或更小的平均最长长度或d50;xx)薄片具有50nm或更大、250nm或更大或1,000nm或更大的平均最长长度或d50;xxi)薄片具有介于50nm和200μm之间,介于250nm和150μm之间,或介于1,000nm和75μm之间的平均最长长度或d50;xxii)薄片具有20μm或更小、5μm或更小、2μm或更小、或1μm或更小的平均厚度;xxiii)薄片具有10nm或更大、20nm或更大、或30nm或更大的平均厚度;xxiv)薄片具有介于10nm和20μm之间、介于20nm和5μm之间、介于30nm和2μm之间或介于30nm和1μm之间的平均厚度;xxv)薄片具有5,000:1或更小、1,000:1或更小、800:1或更小、600:1或更小、或400:1或更小的平均纵横比,所述平均纵横比是薄片的d50与平均厚度之间的比;xxvi)薄片具有3:1或更大、5:1或更大、10:1或更大或20:1或更大的平均纵横比,所述平均纵横比为薄片的平均最长长度或d50与薄片的平均厚度之间的比;以及xxvii)薄片具有介于3:1和5,000:1之间、介于5:1和1,000:1之间、介于10:1和800:1之间、介于20:1和600:1之间或介于20:1和400:1之间的平均纵横比,所述平均纵横比为薄片的平均最长长度或d50与所述薄片的平均厚度之间的比。
150.在一些实施例中,根据本教导制备的薄片可以特征在于(包括上文列出的二十七种结构特征的)本文所述特征中的两个或更多个、三个或更多个、四个或更多个、五个或更多个、六个或更多个、或任何其它合适的组合。为了说明,当薄片由除了金属之外的材料制造时,它们可以显示从包括一组中选择的两个或更多个、三个或更多个、四个或更多个、五个或更多个、六个或更多个所述组包括:特征v)至xiv)和xix)至xxvii)。当薄片由金属材料制造时,包括如果由铝制备,则它们可以显示从一组中选择的两个或更多个、三个或更多个、四个或更多个、五个或更多个、六个或更多个特征,所述组包括:特征i)至xv)和xix)至xxvii)。当薄片由铝生产时,它们可以显示从一组中选择的两个或更多个、三个或更多个、四个或更多个、五个或更多个、六个或更多个特征,所述组包括特征i)至xxvii),例如a)与薄片平面中单元带的存在相关的特征(例如,i)至iv)中的任何一个或多个)和与薄片表面上条纹的存在相关的特征(例如,v)至xiv)中的任何一个或多个)的组合;b)与薄片的平面中存在单元带相关的特征(例如,i)至iv)中的任何一个或多个),与薄片的表面上存在条纹相关的特征(例如,v)至xiv)中的任何一个或多个),以及与薄片尺寸相关的特征(例如,xix)至xxvii)中的任何一个或多个))的组合;c)与特定xrd结果(例如xvi)至xvii)中的任何一个或多个))相关的特征、与在薄片的平面内存在涡旋图案相关的特征(例如xv))、以及与薄片的尺寸相关的特征(例如xix)至xxvii)中的任何一个或多个))的组合;等等。当xrd结果可用时,在一些实施例中,通过本方法生产的金属薄片,特别是由铝制成的薄片,可以进一步特征在于它们在退火之前和之后保持相似的结晶结构的能力,保存的结晶特征包括衍射峰和它们的相对比率,特别是在第一衍射峰(《111》)的相对强度与第二衍射峰(《200》)的相对强度之间具有高度相似的xrd
比率
。实施例
151.本发明人进行了若干实验以评估改变上述各种参数的效果。所有实验导致在如本文所述的范围内的薄片的产生。表1中总结了在图1-5所示的设备中测试的一些组合,但每个实验的详细条件不在此重复,因为它们在gb 2593768中被描述了。感兴趣的读者也可以
参考同时提交的申请号为pct/ib2021/052742、标题为“用于制造薄片的设备”(代理卷号lip 16/006 pct)的pct,以更详细地解释各种供给筒、支承筒和疲劳杆可以由示例性支承结构支承并轴颈连接的方式,以及使用各种材料和尺寸的供给筒提供更多关于影响薄片生产的不同参数的适当值的信息。这两个申请通过引用并入本文,如同在本文中完全阐述一样。
152.在表中,筒或疲劳杆的直径以毫米(mm)提供,并且在供给筒的情况下指的是实验开始时的初始直径。如果用不同直径的筒或疲劳杆的粗糙度的纹理(例如粗糙度(以nm表示)、反应杆的涂层和/或图案(以μm表示)对其它类似的组件进行测试,所有这些值都列在相关的单元格。为了简洁起见,nc表示疲劳杆没有被涂覆,而np表示没有对疲劳杆形成图案。如果对杆形成图案,则相关的单元格将列出图案的参数。因此,下表中的单线(项目序号)可以表示许多不同的实验。这些实验用下列流体进行,它们在下表中的首字母缩写词用括号表示:空气、重蒸馏水(ddw)、丁醇、乙醇、异丙醇(ipa)、氯仿(chcl3)、六甲基二硅醚(m2)、丙二醇甲醚(pgm)、isopar
tm
e、isopar
tm
l、isopar
tm
m、82及其组合,如表2中更详细的报告,液体流体可选地补充有添加剂。所有实验均以至少70rpm的速度对供给筒进行,在至少500kg的压力下,在长度至少为190mm且直径至少为100mm的供给筒上进行。表1
153.在下表中,详细描述了包括在之前表1中报告的实验中的添加剂,bta是指苯并三唑,lct是指卵磷脂,lub是指选自牛油烷基胺、油胺和商购获得的化合物路博润oa是指油酸,odt是指油烯基二亚丙基三胺(例如商购的triameen ov),pe是指磷酸酯,sa是指硬脂酸,tf是指来自santolubes llc的牵引流体
32,以及zdd是指抗磨损添加剂zddplus
tm
。表2
154.在流体中存在或不存在添加剂的情况下,用四种类型的疲劳杆测试疲劳杆的纹理的效果,在每个实验中,疲劳杆位于一对供给筒之间,每个供给筒又由支承筒(即,根据迄今为止所使用的参考文献,辊阵列可以被称为32、22、34、22和32)支承。所有筒和杆的尺寸都被设计成具有约250mm的接触线。在所有实验中,支承筒的直径为300mm,并由sst 17-4ph制成。第一疲劳杆,在下文中称为r341,由碳化钨制成,并具有平均粗糙度ra为约50nm和直径为10mm的相对光滑的外表面。第二疲劳杆,在下文中称为r342,由碳化钨制成,并且具有其平均粗糙度ra为约500nm的相对带轻微纹理的外表面,其通过在杆旋转的同时,用沿着杆的轴线方向逐渐来回移动的金刚石垫摩擦杆表面来实现。在10mm直径下测试r342。第三疲劳杆,以下称为r343,由碳化钨制成,并且通过激光雕刻规则地形成图案,以显示具有150μm的间隙宽度g、350μm的顶点宽度t、15μm的深度d和30
°
的角度α的螺旋凹槽。在10mm直径下测试r343。第四疲劳杆,以下称为r344,由不锈钢制成,并且通过机械加工规则地形成图案,以显示一系列环形凹槽(α=0
°
),这些环形凹槽具有160μm的间隙宽度g、240μm的顶点宽度t和170μm的深度d。在25mm直径下测试r344。
155.在这一系列实验中测试的添加剂包括双(2-乙基-1-己基)磺基琥珀酸钠(阴离子表面活性剂,例如以商品名ot商购的)、椰油二甲胺(阳离子油胺,例如2mcd)、壬基酚乙氧基化物(非离子抗氧化剂,例如以商品名berol 26商购的)、二丙二醇二丙烯酸酯(dpgda,双官能反应剂)、乙氧基化胺(例如c12和o12)、卵磷脂、聚异丁烯琥珀酰亚胺(例如1200)和硬脂酸。
156.对于分别具有10mm或25mm直径的杆疲劳,将1,000kg
·
f或2,300kg
·
f的力施加到杆和筒的阵列上,同时将供给筒设定为以120rpm旋转。每个实验持续一个小时,在此期间将包括isopra
tm
l含有或不含有添加剂的流体施加至辊隙。添加剂按重量计1%的浓度加入到流体中,该量超过在该时间段内生产的薄片的量。通常,每次试验使用约4kg流体,但每次试验监测精确量。在实验过程中收集的流体(和其中的薄片)首先在500μm的筛上过滤,以除去粗碎屑(如果有的话),然后使其沉降过夜。轻轻地去除上清液,并对已知体积的富含沉降薄片的馏分进行取样。用isopar
tm
l漂洗每个样品三次,然后用异丙醇漂洗两次,在每次漂洗之
间以4,000rpm离心薄片5分钟。在最后的漂洗循环之后,将薄片干燥(例如,在设定为100℃的热板上干燥约15分钟),测定它们的重量,允许计算每小时实验产生的薄片的总重量。进一步分析薄片,并且在下表3中报告了它们的尺寸(包括它们的平均粒度(以μm计),如每体积的颗粒通过dls所确定的,和它们的厚度(以nm计),如通过fib显微镜所测定的)。表3表3
157.从上表可以看出,杆的纹理化可以影响薄片的生产速率以及薄片的尺寸。以试验1、3、8和18为例说明,其中薄片是由al 1100用前述的四根杆生产的,可以观察到纹理的增加可以在没有添加剂的情况下增加至少约6倍和至多约22倍的生产速率。在卵磷脂的存在下,参见试验2、5、16和19,相对光滑的杆r341和图案化的杆r344之间的差异同样达到生产速率增加约16倍。这种效果取决于待被剥落的材料,因为在al 6061的情况下,疲劳杆的纹理增加,参见试验6和20,产生了生产速率的轻微降低。对平均薄片尺寸的影响没有对生产
速率的显著,并且在本实验条件下保持材料依赖性。比较试验1和3,当用较粗的r342代替相对较光滑的杆r341以形成薄片的al 1100时,观察到平均尺寸从约39μm降低到17μm,而比较试验6和20,当用形成图案的杆r344代替相对较粗糙的杆r342以形成薄片的al 6061时,观察到平均尺寸从约31μm增加到51μm。因此,通过适当选择疲劳杆和供给筒的适于待被剥落的材料的操作条件,本方法可以促进具有期望尺寸的薄片的生产,所述生产附加地或替代地被优化以在相对高的生产速率下提供薄片。合适的条件可以凭经验确定。
158.表3中的结果还表明各种添加剂对相同生产速率的参数和薄片的尺寸的影响。为了说明,考虑到卵磷脂的存在对用al 1100获得的生产速率的影响,可以看出,该示例性添加剂将产量增加到没有添加剂时获得的产量的至少1.7倍(对于杆r342)和高达3.5倍(对于杆r344)。不希望受特定理论的束缚,相信每种类型的疲劳杆可以对不同的材料产生不同类型的疲劳效果。一些疲劳效果可包括在供给筒的外表面中形成裂纹、可在表面下方不同地进展的裂纹引发、在一些添加剂存在下的裂纹扩展,其中一些添加剂有利于剥落。如通过比较试验8-17的结果可以看出的,这些添加剂的效果也取决于它们的化学性质,其中使用图案化的杆r343,从由al 1100制备薄片时使用各种添加剂。虽然相对较低效的添加剂(参见试验9和15)引起约2倍的生产速率增加,但在本研究中测试的最有效的添加剂,试验17中的硬脂酸,导致9倍的生产速率增加。与不存在添加剂的约41μm相比,该相同的添加剂也产生具有约63μm的增加的平均尺寸的薄片。参见试验11、13和14,在这些测试中的其它三种添加剂,也显示出薄片尺寸(以及生产速率)的显著增加。
159.顺便提及,通过dv50的测量评价的平均粒度不是受添加剂存在影响的唯一尺寸。从表3中报告的结果可以看出,薄片的厚度也可以通过选择合适的添加剂来控制。在一些情况下,添加剂可以改变薄片的平均尺寸和它们的平均厚度,使得与没有添加剂或与另一种添加剂相比,所生产的薄片可以保持与该特定添加剂类似的纵横比。参见试验6和7,尽管添加剂改变了薄片的尺寸,但它们显示出相对相似的纵横比。替代地,添加剂可以将薄片的平均尺寸和/或它们的平均厚度改变到这样的程度,和/或在相反的方向上改变,使得可以显著影响所生产的薄片的纵横比。参见试验14,其中o12导致薄片的平均尺寸从约41μm增加到67μm,并同时导致薄片的平均厚度从约45nm急剧增加到150nm。因此,纵横比从不存在添加剂时的约1:911变化到约1:447。用该添加剂对al 6061观察到类似的效果,参见试验20和21。如表中所报告的,其它添加剂影响薄片的厚度和平均尺寸之间的纵横比。
160.进行实验以分析通过本方法生产的薄片的一些特征并上面报告的它们的结果。各种显微技术已经被用来识别特征,例如细长标记、细长单元块、涡旋图案、它们的尺寸、间隔或相对取向以及薄片的尺寸。其它薄片尺寸通过dls评价。所有上述技术已经在所报告的特征公开时提及,并且对于技术人员是已知的,该技术人员可以使用任何合适的设备独立地进行类似的测量。
161.通过xrd对铝薄片的结晶结构的分析在压缩的薄片的粒料上进行。将约0.6g薄片置于直径为13mm、深度为25mm的不锈钢模具中。在高达170mpa的增加压力下压缩薄片长达五分钟,直到形成厚度为约2.5-5mm的粘性粒料。粒料1和2由al 6061制备的薄片制成,粒料3由al 1100制备的薄片制成。然后使用theta-2theta程序以0.013
°
的步长,13.77秒的扫描步长时间在10-157
°
范围内通过xrd(malvern panalytical的x’pert3)分析粒料。对应于10mm的光束宽度,发散狭缝固定在0.4354
°
。所用阳极材料为cu,发生器设置为40ma和45kv。
在对应于平面取向《111》、《200》、《220》、《311》、《222》、《400》、《331》、《420》和《422》的约38.56
°
、44.81
°
、65.17
°
、78.33
°
、82.53
°
、99.18
°
、112.05
°
、116.65
°
和137.46
°
处检测到强度通常下降但不一定下降的衍射峰。将每个粒料的所有衍射峰的强度相加,然后计算每个峰的相对强度作为所有峰的总强度的百分比。在下表4中报告四个最高衍射峰的计算值,其它峰具有小于5%的相对强度。表4
162.由于从第三衍射峰开始的相对强度对于三个测试样本相对相似,从前两个峰获得的结果用于进一步表征构成粒料的薄片。发现第一衍射峰(《111》)与第二衍射峰(《200》)的相对强度之间的比率(xrd
比率
)适合于该目的。在一些实施例中,铝薄片的该比率为0.40或更大、0.45或更大、0.50或更大、0.60或更大、0.70或更大、或0.80或更大。该比率可以是2.00或更小、1.90或更小、1.80或更小、1.75或更小、或1.70或更小。在一些实施例中,通过xrd在铝薄片粒料上测量的约38.56
°
(《111》)的第一衍射峰与约44.81
°
(《200》)的第二衍射峰的相对强度之间的比率介于0.40和2.00之间、介于0.45和1.75之间、介于0.50和1.70之间、或介于0.80和1.70之间。
163.由于通过本方法生产的薄片令人惊讶地显示出在退火期间保持通过显微镜分析可检测的结晶性质的能力,例如通过stem可见的细长单元带,该现象通过进行xrd研究而进一步研究。比较了在这种过程之前和之后铝薄片的xrd图,在该过程中,通过每分钟20℃的步长逐步升高温度到约350℃并在该升高的温度下保持一小时。如上所述试验对应于粒料1和2的退火形式的样品,并发现其在退火之前和之后显示相似强度(和位置)的衍射峰,因此基本上保持相同的结晶结构,尤其如本文所述的xrd
比率
所表示的。与退火前的1.73相比,退火形式的粒料1显示出具有39.7%相对强度的第一衍射峰(《111》)和具有21.1%相对强度的第二衍射峰(《200》),得到1.88的xrd
比率
。与退火前的1.64相比,退火形式的粒料2显示具有32.6%相对强度的第一衍射峰(《111》)和具有20.6%相对强度的第二衍射峰(《200》),得到1.58的xrd
比率
。
164.这是出乎意料的,因为在相同条件下进行比较测试的市售铝薄片,相反地显示出退火前后它们的衍射峰中的一些消失和相对强度比率的显著改变。无庸置疑地,虽然商业薄片的退火导致它们的外观发生显著变化,在一种情况下从银色到黑色,在另一种情况下从白色,但是通过本发明方法生产的薄片保持了类似银色的外观。这表明本公开的薄片被更好地保护以防止氧化,而不管化学抗氧化剂,因为这些试剂在退火过程中会被破坏。不希望受特定理论的束缚,据信本方法能够使氧化铝的保护壳的形成达到足以防止、减少或延迟芯部的铝氧化的程度,该涂层可能不同于将在市售薄片上形成的(例如,通过化学组成或
结晶结构)天然氧化物。这在极端退火条件下得到证实,但在常规储存条件下也观察到。因此,在一些实施例中,薄片具有能够被保存的并且在退火之前和之后高度相似的外观。
165.在该研究的概述中,通过本方法生产的薄片在高温下,例如在退火期间经历的那些温度下是相对稳定的。这种稳定性包括薄片的外观和它们的结晶结构,其在热处理之前和之后保持相对相似。能够表征本发明薄片和包括它们的组合物的结晶结构,并且其在一些实施例中能够进一步在薄片的退火过程中被保存,结晶结构能够是:a)通过显微镜分析可检测的结晶结构,其选自由细长条纹、细长单元块和涡旋图案组成的组;和b)通过x-射线衍射可检测的结晶结构,其选由自衍射峰的位置、在特定位置的衍射峰的相对强度和在两个特定位置的任何两个衍射峰之间的比率组成的组。在一些实施例中,如果在两个时间点的测量结果在二者的最高值的10%内,则认为用于比较的特征(例如od、光泽度值、条纹、单元块、或涡旋图案尺寸或取向、xrd结果等)在退火之前和之后基本上相似。以粒料1和2的xrd结果为例,第一衍射峰分别具有退火前的37.4%或33.7%的相对强度和退火后的39.7%或32.6%的相对强度,因此在39.7%
±
4.0%的范围内的粒料1的第一峰与在33.7%
±
3.4%的范围内的粒料2的第一峰在退火前后基本上相似。在本xrd比较中,基于类似的计算,粒料1和2的第二衍射峰以及它们的xrd
比率
也基本上类似。在一些实施例中,如果两个值在两个值中的最高值的8%内、彼此相差6%内、4%内或2%内,则特征的测量在退火之前和之后可为基本上类似的。
166.尽管为了说明起见,已经根据某些实施例和一般相关联的方法描述了本公开,但是基于申请人的公开,这些实施例和方法的变更和置换对于本领域技术人员将是显而易见的。本公开内容应被理解为不受本文所述的具体实施例的限制。本公开旨在涵盖所有这些替代、修改和变化,并且仅受本公开的精神和范围以及在其等效含义和范围内的任何改变的约束。
167.应当理解,为了清楚起见在单独的实施例的上下文中描述的本公开的某些特征也可以在单个实施例中组合提供。相反地,为了简洁起见在单个实施例的上下文中描述的本公开的各种特征也可以单独地或以任何合适的子组合或如在本公开的任何其它描述的实施例中合适地提供。在各种实施例的上下文中描述的某些特征不被认为是那些实施例的必要特征,除非在没有那些元件的情况下实施例是不可操作的。
168.除非另有说明,否则在用于选择的选项列表的最后两个构件之间使用“和/或”表达指示对所列出选项中的一者或一者以上的选择是适当的且可作出。
169.词语“示例性”在这里用于表示“用作示例、实例或说明”。任何被描述为“示例性”的实施例不必被解释为比其它实施例优选或有利和/或排除来自其它实施例的特征的结合。
170.在本公开中,除非另有说明,修饰本技术的实施例的一个或多个特征的条件或关系特性的形容词诸如“基本上”、“近似”和“大约”应理解为是指该条件或特性被限定在对于其所意图的应用的实施例的操作可接受的公差内,或在从正在执行的测量和/或从正在使用的测量仪器预期的变化内。当术语“约”和“大约”先于数值时,其意在表示+/-15%或+/-10%或甚至仅+/-5%,并且在一些情况下是精确值。此外,除非另有说明,否则即使没有这样的形容词,本公开中使用的术语(例如,数字)也应当被解释为具有可能偏离相关术语的精确含义的公差,但是将使得本发明或其相关部分能够如所描述的那样操作和起作用,并
且如本领域技术人员所理解的那样。
171.在本公开的说明书和权利要求书中,动词“包括”、“包括”和“具有”及其变化形式中的每一个都用于表示动词的一个或多个宾语不一定是动词的一个或多个主语的特征、构件、步骤、部件、元件或部分的完整列表。然而,预期本教导的组合物也基本上由所述组分组成或由所述组分组成,并且本教导的方法也基本上由所述方法步骤组成或由所述方法步骤组成。
172.如本文所用,单数形式“一”、“一个”和“所述”包括复数指代,并且表示“至少一个”或“一个或多个”,除非上下文另外明确指出。a和b中的至少一个旨在表示a或b,并且在一些实施例中可以表示a和b。
173.位置或运动术语,例如“上”、“下”、“右”、“左”、“底”、“在
…
下”、“降低”、“低”、“顶”、“上方”、“升高”、“高”、“垂直”、“水平”、“向后”、“向前”、“上游”和“下游”及其语法变型,可在本文中仅用于示例性目的,以示出某些部件的相对定位、放置或移位,以指示本说明中的第一和第二部件或两者。这些术语不一定表示例如“底部”部件在“顶部”部件之下,因为这些方向、部件或两者可以翻转、旋转、在空间中移动、放置在对角取向或位置、水平或垂直放置、或类似地修改。
174.除非另有说明,当在本公开中指出关于本技术的实施例的特征的范围的外边界时,应当理解,在实施例中,特征的可能值可以包括所述外边界以及在所述外边界之间的值。
175.在理解或完成本公开的公开内容所必需的程度上,本文提及的所有出版物、专利和专利申请,尤其包括申请人的申请,如在此充分阐述的,出于所有目的,通过引用将其全部内容明确并入本文。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1