用于包护条状元件的方法与流程
本发明涉及用于包护条状(股线状)元件、特别是电缆束制造中的电缆条的方法,以及适用于该目的的用于设置成形条的预定结构的保持装置和相关系统。还公开了用所述方法包护的条(股线,strang)。
背景技术:
1、当今的现代车辆包括大量电子设备,这些电子设备必须通过大多数复杂的布线相互连接。为了以最节省空间和安全的方式将为此所需的电缆布置在车辆内部以及额外地提供保护以防止机械和/或热应力以及不希望的湿气进入,大多使用所谓的电缆束,其中电缆被合适的护套包围。在这样的电缆束中,布线的电缆条有规律地被刚性电缆管道包护,所述电缆管道可例如通过注塑成形来制造。
2、以这种方式包护的电缆束的常规的制造方法在此不仅包括电缆的装配和组装,而且通常至少还包括电缆的初步连接以及将得到的电缆条布置在注塑成形的管道中。从制造技术的角度来看,相应的电缆管道的构造以及包护的电缆束的制造通常被认为是复杂且要求高的,其中特别地经常需要大量设备,例如,当用于包护的电缆管道要通过注塑成形来制造时。因此,由现有技术中已知的方法,例如在ep 3763575 a1或us 6969319 a中公开的方法,大多不被认为是时间和成本有效的,其中特别是设备上所需的支出尤其对小公司往往无法负担。此外,相对复杂的制造过程通常需要训练有素且经验丰富的工人以能够可靠地避免制造错误。从现有技术已知的方法的缺点特别在于,所述方法通常只能通过很大的努力才能转换为改变的电缆束的宏观结构(即不同的电缆束规划(或布线图),例如两种不同的车辆所需的那些),因为例如需要单独适配的注塑模具。
3、特别是在对不同宏观结构的适应可能性方面有前途的替代方案是使用胶带来包护电缆束,特别是因为胶带通常本来已经在传统方法中用于捆扎单独的电缆。因此,至少在理论上,通过用胶带基本上完全缠绕来形成电缆束似乎是有希望的。然而,以这种方式用胶带缠绕的电缆条通常是柔性的,这特别是在将电缆束精确装配到车辆中以及电缆束对机械应力的机械耐受性方面被认为是不利的,因为相应的柔性电缆束必须被另外固定在车辆中,以免它们滑动。
4、为了解决这个问题,建议可通过使用具有可固化的胶粘剂的胶带获得用于包护条状元件例如电缆束的特别有利的方法。这使得待包护的条状元件被胶带缠绕,所述胶带包括反应性胶粘剂,即如下的胶粘剂:其可通过外部影响例如辐射、热能或与交联剂的化学反应而固化并且其由此达到的强度能够实现长时间的化学和物理高应力粘合,通过所述胶粘剂可指定经包护的条状元件的刚性结构。这种方法通常比现有技术已知的例如提供注塑成形的电缆管道的方法在时间和成本上显著更有效。此外,该方法有利地使得可仅用少量设备制造功能强大的电缆束,这也可非常灵活地适应不同的宏观结构例如不同的电缆束规划而无需对使用的设备进行大量更改。
5、该构思不仅简化了制造经包护的电缆束的整个过程,而且通常还可实现体积节省,使得当反应性胶带本身形成电缆束的在固化之前被制成所需形状的成形部分时,则可减少所需的安装空间。此外,与现有技术中已知的方法相比,该方法通常与得到的经包护的电缆束的总重量降低相关。
6、基于这种用于制造经包护的元件例如电缆束的极其有利的方法,发明人已经认识到该方法的主要挑战是成形条的可靠成形以及胶带的可再现的和可靠的固化。
7、尽管使用例如注塑成形护套的传统方法的上述缺点,这至少是有利的,因为通常可相对可靠地进行将条状元件装配到护套中并且可精确限定经包护的电缆条的外轮廓。然而,在实践中,仅用未固化的胶带包护的条状元件的形成被证明是相当具有挑战性的。用尚未固化的胶带包护的条必须在固化之前被制成所需的形状,其中待成形的材料的刚性低。当通过将条布置在保持装置的保持元件中来拓展宏观结构时,例如存在条状元件在两个支撑元件之间下垂的风险,这将获得成形不充分的包护条。
8、在这种例如旨在仅通过热能(例如在烘箱中)固化的可固化胶粘剂的情况下,该问题可至少部分地通过使用大量保持元件来解决,所述保持元件尽可能靠近彼此放置并因此形成用于成形条的接收件,所述成形条通过该接收件被紧密地引导。然而,对于一些可能的可固化的胶带,即那些旨在通过使用电磁辐射来固化的胶带,这种解决方案有很大的缺点。
9、相应的胶带(其压敏胶粘剂通过电磁辐射固化,例如直接地通过uv辐射或间接地通过利用ir辐射引入系统的热能固化)就处理时间和成本效率、所需的设备支出以及定期实现所得护套的机械强度而言是非常优选的,从而该限制在实践中很重要。
10、靠在用未固化的胶带包护的条上的每个保持元件屏蔽(保护)下面的胶带的一部分免受固化所需的电磁辐射的影响。同时,电磁辐射引起的固化通常在局部相对有限,从而固化的反应迁移,即固化在被支撑元件覆盖的区域中的扩散通常也不足以在整个包护条上实现充分固化。特别是在使用大量支撑元件和/或为了良好的形状调整而具有用于成形条的相对较宽的接收件的支撑元件的情况下,在使用辐射固化的胶粘剂时因此经常存在如下风险:由于固化不足而在成形的护套中产生薄弱点。当稍后在车辆中使用时,这些薄弱点导致护套中的材料失效,由此在最坏的情况下可导致电缆损坏。
技术实现思路
1、本发明的目的是消除或至少减少上述的现有技术的缺点。
2、特别地,本发明的目的是提供用于包护条状元件、特别是电缆条的方法,利用该方法获得如下的经包护的条,所述经包护的条具有高的刚度和出色的机械强度,并且在这种情况下,材料中的由于固化不足而导致的薄弱点尽可能地少。
3、在这方面,本发明的目的是提供如下的方法,所述方法可以特别节省时间和成本的方式使用并且无需大量设备支出,以实现条状元件的高性能包护,特别地在使用有利的可通过用电磁辐射照射而固化的胶粘剂的情况下。
4、本发明的另一目的是用提供的方法制造的经包护的条应能被特别精确地设定成预定的宏观结构,其中理想地不仅旨在实现护套的特别光滑的表面,而且还旨在实现护套与经包护的元件紧密配合的特别致密的结构。
5、在这方面,本发明的另一目的是,即使是复杂的宏观结构,例如其电缆束规划具有大量分叉的电缆束,也可通过提供的方法可靠且精确地制造。
6、在此,希望用提供的方法简化用未固化的胶带缠绕的条状元件的成形的复杂步骤,使得成形步骤也可由没有经验的工人可靠且可重复地进行。
7、本发明的另一目的是确定适用于要提供的方法的操作参数和优化的过程控制,利用其可制造特别坚固且具有机械强度的护套。
8、在这种情况下,本发明的另一目的是提供保持装置和相关的系统,利用其可特别有效地实施相应的方法。
9、本发明的发明人现已发现,从上述方法出发,当使用具有可通过用电磁辐射照射而固化的胶粘剂的胶带时,当用于布置用胶带缠绕的条的保持装置的保持元件被设计成,使得它们对于使用的如权利要求中所定义的波长的电磁辐射是可穿透的时,上述目的可以令人惊讶地实现。
10、上述目的因此通过如权利要求中限定的本发明的主题来实现。根据本发明的优选的设计由从属权利要求和以下陈述给出。
11、下文称为优选的此类实施方式在特别优选的实施方式中与其他称为优选的实施方式的特征相结合。因此,以下描述为特别优选的实施方式中的两种或更多种的组合是非常特别优选的。还优选的是如下的实施方式,其中一种实施方式的在某种程度上称为优选的特征与其他在某种程度上称为优选的实施方式的一个或多个其他的特征组合。优选的保持装置、系统和成形条的特征由优选的方法的特征给出。
12、本发明涉及用于包护条状元件的方法,包括以下方法步骤:
13、a)制造或提供条状元件,
14、b)用胶带缠绕条状元件以获得经缠绕的条,其中胶带包括辐射固化和/或热固化的胶粘剂作为可固化的胶粘剂,
15、c)将经缠绕的条布置在保持装置的一个或多个保持元件中以设置预定形状并获得成形条,和
16、d)通过用波长为λ的电磁辐射照射胶带来固化成形条中的可固化的胶粘剂以获得经包护的条,
17、其中一个或多个保持元件至少部段地对波长为λ的电磁辐射是至少部分可穿透的,
18、其中用波长为λ的电磁辐射对胶带的照射至少部分地穿过一个或多个保持元件发生。
19、在根据本发明的方法中,首先制造或提供条状元件。这种条状元件例如可为软管或电缆,其中也可使用多个这些子元件的束。条状元件的制造在此例如可通过连接这些同样为条状的子元件来进行。根据本发明的方法在通过包护电缆条制造电缆束中特别有效。因此,如下的根据本发明的方法是优选的,其中条状元件包括一根或多根导线和/或电缆,其中条状元件优选地为包括多根电缆的电缆条,其中利用该方法通过包护电缆条以获得电缆束的一部分。如下的根据本发明的方法也是优选的,其中条状元件包括两个或更多个条状子元件、优选地导线和/或电缆,其中条状子元件优选地在对条状元件进行缠绕之前相互连接和/或相对于彼此预先固定,特别优选地通过使用夹具和/或电缆扎带和/或胶带,非常特别优选地通过使用胶带,或特别优选地通过预先用所述方法制造的护套。
20、根据本领域的理解,条状元件可为较大的宏观结构的部件,例如较大的电缆束的部件,所述电缆束包括多个通过连接区域(例如分叉部)连接的部件。在此,复杂结构体的简单包护和对局部区域的容易应用可被视为根据本发明的方法的一个很大的优点。如下的根据本发明的方法是优选的,其中条状元件是宏观结构的部件,所述宏观结构(或称为宏观结构体)包括在该宏观结构内延伸的多个条状的单独元件,其中所述宏观结构包括多个通过连接区域相互连接的条状部件,其中该方法优选地还用于包护连接区域,和/或其中所述宏观结构优选地与在车辆、尤其是机动车辆或飞机中的电缆布线相关。
21、用胶带缠绕条状元件,从而获得经缠绕的条,其中条状元件被尚未固化的胶带包围。对于胶粘剂技术领域的技术人员来说,术语胶带是清楚的。在本发明的上下文中,术语“带”表示所有薄的、平坦的结构体,即在二维上具有主要延伸(范围)的结构体,特别是箔、箔部段和标签,优选地具有延伸的长度和有限的宽度的带和相应的带部段。
22、对于缠绕,发明人在此具有导致特别坚固的护套的缠绕技术,其中特别有利的是,在待包护的区域中、尤其是在以后使用经包护的元件时暴露于高机械负载的那些区域中,用胶带将经缠绕的条完全缠绕起来。在此背景下,如下的根据本发明的方法是优选的,其中将胶带在缠绕期间以螺旋线形式围绕条状元件放置,其中所述缠绕优选地以这样的方式进行,使得所述胶带的每个后续缠绕(匝)至少部分地、优选以至少达30%的面积的方式、特别优选以至少40%的面积的方式、非常特别优选以至少50%的面积的方式、特别优选以不超过80%的面积的方式,施加到所述胶带的先前的匝上,和/或其中条状元件至少部段地(或至少部分的条状元件)基本上完全地被胶带缠绕,使得经缠绕的条的表面至少部段地(或至少部分的经缠绕的条的表面)基本上完全地由胶带形成。在作为替代的方法中,条状元件沿轴向被胶带缠绕(包裹)。用胶带缠绕条状元件在此不是如上所述地以螺旋线的形式进行的,而是以这样的方式进行,使得在缠绕过程中带的纵向轴线基本上平行于条状元件的延伸方向对齐。从横截面看,胶带在此以阿基米德螺线的形式围绕在条状元件周围。这种类型的匝有时也称为“电缆束的包入”。
23、为了能够尽可能有效地用胶带缠绕条状元件,发明人提出,可固化的胶粘剂为压敏胶粘剂的形式,从而更容易地实现对条状元件的粘附。因此,如下的根据本发明的方法是优选的,其中可固化的胶粘剂是压敏胶粘剂。
24、根据本领域的理解,压敏胶粘剂是具有压敏胶粘特性的胶粘剂,即,即使在相对弱的压力下也能与粘合基材形成永久连接的特性。相应的压敏胶带通常在使用后可基本无残留地再次从粘合基材剥离,并且通常即使在室温下也是具有永久固有粘性的,这意味着它们具有一定的粘度和初粘性,从而它们即使在低的压力下也可润湿粘合基材的表面。压敏胶带的压敏胶粘性是由于使用压敏胶粘剂作为胶粘剂的事实而产生的。不希望受此理论束缚,通常认为压敏胶粘剂可被视为具有弹性分量的极高粘性的液体,其因此具有导致上述永久的固有粘性和压敏胶粘性的特征性粘弹性质。假设在相应的压敏胶粘剂的情况下,机械变形既会导致粘性流动过程又会导致弹性恢复力的形成。成比例(按一定比例)的粘性流动对于粘附性的实现是必要的,而成比例(按一定比例)的弹性恢复力特别地对于内聚性的实现是必要的。流变学和压敏胶粘性之间的关系在现有技术中是已知的并且例如在“satas,handbook of pressure sensitive adhesives technology”,第三版,(1999),第153至203页中进行了描述。为了表征弹性分量和粘性分量的程度,通常使用储能模量(g’)和损耗模量(g”),其可通过动态机械分析(dma)例如使用流变仪来测定,如在wo 2015/189323中所公开的那样。在本发明的范围内,当在23℃的温度下在100-101rad/秒(弧度/秒)的形变频率范围内g’和g”分别至少部分地位于103-107pa的范围内时,胶粘剂于是优选地被理解成压敏胶粘性的,并因此被理解为压敏胶粘剂。
25、不考虑任何压敏粘性,对于根据本发明的方法而言重要的是胶带包括可固化的胶粘剂。由于固化的可能性,胶粘剂充当结构胶粘剂(参见georg thieme verlag,文档id rd-19-04489,最后更新:2012年9月)。根据din en 923:2006-01,结构胶粘剂是形成胶粘粘合的胶粘剂,所述胶粘粘合可在结构体中在指定的延长时间内保持指定的强度(根据astm定义:“bonding agents used for transferring required loads betweenadherends exposed to service environments typical for the structureinvolved”)。因此,它们是用于化学和物理高应力粘合的胶粘剂,其在固化状态下有助于加强胶带。
26、在根据本发明的方法中,可固化的胶粘剂必须是辐射固化和/或热固化的。在方法步骤d)中,通过用波长为λ的电磁辐射照射胶带或包含在胶带中的可固化的胶粘剂来进行可固化的胶粘剂的固化。在此,由于暴露于电磁辐射,辐射固化的胶粘剂允许直接的固化。然而,在本发明的方法中,热固化的胶粘剂通过电磁辐射的作用间接地固化,方式是,所述电磁辐射的作用导致胶粘剂或胶带周围部分中的温度升高,然后导致固化。此处,使用的可固化的胶粘剂基本上既可以是直接辐射固化的也可以是热固化的。
27、相应的辐射固化和/或热固化的胶粘剂是本领域技术人员从现有技术中已知的,在各自的情况下用于固化的条件也是如此。优选的可固化的胶粘剂也在下文中公开。
28、使用胶带缠绕的条被制成预定形状。例如,可通过电缆线束规划来指定预定形状。在根据本发明的方法中,这种成形通过使用一个或多个作为保持装置的一部分的保持元件来进行。根据本领域的理解,保持元件是保持装置的与经缠绕的条接触的部分。通过在空间中布置保持元件,将布置在这些保持元件中的经缠绕的条制成期望的形状。对本领域技术人员明显的是,在此,如果需要,方法步骤b)和c)也可组合,例如方式是,在用胶带缠绕条状元件之前将条状元件布置在保持装置的保持元件中并且通过将条状元件例如部分地从保持元件中提起来进行部段地缠绕。因此,根据本发明的方法对于某些方法过程是优选的,其中条状元件在缠绕过程中至少部分地布置在保持装置中。
29、在方法步骤d)中,此刻,可固化的胶粘剂固化为如上所述成形条。在根据本发明的方法中,这通过用电磁辐射照射胶带引起,其中所述电磁辐射具有特定的波长λ。本领域技术人员清楚的是,例如在日光(也代表电磁辐射)下进行的化学固化不是根据本发明的方法的含义内的固化,因为在这种情况下固化不是由电磁辐射引起的。
30、与本领域的理解一致,采用的电磁辐射不必是单色的,即光谱中仅具有一个波长。实际上,使用的辐射将包括不同波长的光谱。本领域技术人员根据使用的胶粘剂选择电磁辐射的波长,其中可在例如关于所用材料例如光引发剂的表格中或在制造商的信息中找到必要的信息。为了使方法过程尽可能节省时间和成本,对大多数与实践相关的情况有利的是,在使用具有一定波长光谱的电磁辐射时,用于固化的波长为λ的电磁辐射是辐射光谱中具有最高强度的波长或至少在辐射光谱中具有至少50%、优选至少70%、特别优选至少90%的最大强度。
31、在根据本发明的方法中使用特定类型的保持元件。这些保持元件,即保持装置的与成形条接触的部分,至少部段地对相应波长为λ的电磁辐射是至少部分可穿透的。即使优选的是保持装置的所有保持元件都以这种方式设计,本领域技术人员也理解,除了要根据本发明提供的保持元件之外,也可提供根据现有技术设计的其他保持元件。
32、表述“至少部段地(分段地,abschnittsweise)”意味着保持元件不必在整个维度上对相应波长的电磁辐射是可穿透的。特别地,相应的保持元件可包括对电磁辐射不可穿透的薄的区域,其中在这种情况下固化通过固化的反应迁移在这些尽可能窄的区域中进行。然而,附加地或替代地,也可有针对性地提供更大的结构体,其用于通过保持元件有意识地屏蔽成形条的部分区域,以便例如在护套中设置有针对性的柔韧性,这可通过部段地未固化的胶带来实现。
33、根据技术人员的理解,表述“至少部分可穿透的”意指照射在保持元件上的波长为λ的电磁辐射的一部分可穿透保持元件,无论是通过开口还是通过使用对相应波长至少部分透明的材料,其中后者显然是首选。在此,本领域技术人员将理解,即使对于波长为λ的电磁辐射很大程度上透明的材料也常常对相应的辐射表现出小的吸收,从而严格来说,它们对于相应波长的电磁辐射仅是部分可穿透的。这也在下面进一步解释。
34、为了确保通过使用对电磁辐射部分可穿透的保持元件实现的根据本发明的方法的优点也在根据本发明的方法中发挥作用,规定:在成形条中的胶带的照射必须实际上穿过相应设计的保持元件发生。根据技术人员的理解,表述“至少部分(地)”意指,例如,也可照射成形条的未布置在保持元件中而是在例如两个保持元件之间延伸的区域。
35、其中可固化的胶粘剂已经固化的相应的经包护的条可在根据本发明的方法结束时容易地从保持装置取出。
36、使用根据本发明的方法,以节省时间和成本的方式,获得具有拥有优异机械性能的高性能护套的条状元件。通过设计成对相关辐射透明的保持元件有利地使得可精确地设置条状元件的期望形状,而不会过度阻碍可固化的胶粘剂通过用电磁辐射进行照射而固化。因此,在基于辐射的固化的情况下也可使用大量的保持元件,由此可实现特别精确的条引导,而不会由于保持元件对成形条的不希望的重叠而导致固化缺陷。
37、通过使用合适的保持元件,可有利地在成形期间将胶带紧紧地压靠在待包护的元件上,从而形成护套和条状元件的特别紧密的结合。此外,由于在保持装置中可能存在大量的保持元件,甚至没有经验的工人也可将经缠绕的条可靠地布置在保持元件中,从而实现成形条的精确的成形,其中在此复杂的宏观结构也可以有利的方式实现。
38、根据发明人的评估,如果使用可热固化的胶粘剂,则对于某些应用是有利的。在使用相应的可热固化的胶粘剂时,在方法步骤d)中进行固化,使得能够通过波长为λ的电磁辐射将能量引入胶带或胶粘剂中,所述能量导致那里的温度升高。根据发明人的评估,为此使用在红外范围内的电磁辐射,例如可由红外辐射器提供的那些。该方法过程在此不排除其他将热量引入系统的可能性,例如通过接触热量或单独的加热装置。因此,如下的根据本发明的方法是优选的,其中胶带包括可热固化的胶粘剂作为可固化的胶粘剂,其中可热固化的胶粘剂优选地设置成,使得热固化可通过在红外范围内的电磁辐射、特别优选波长在780nm至1mm的范围内、非常特别优选在780nm至50μm的范围内、特别优选在780nm到3μm的范围内的电磁辐射来促进和/或实现、优选实现。
39、可热固化的胶粘剂从现有技术已知,例如从wo 2017109011 a1、wo2021018766a1或ep 3693429 a1。在相应的可热固化的胶带中,在此除了可热固化的胶粘剂之外,在某些情况下还提供单独的压敏胶粘剂,通过该压敏胶粘剂实现压敏胶粘性性质。典型的可热固化的胶粘剂可包括例如与合适的固化剂和促进剂体系结合的环氧树脂和热塑性聚合物。为了通过电磁辐射确保尽可能好的可固化性,在此可为有用的是,向相应的胶粘剂添加添加剂,利用该添加剂提高相应波长范围内的吸收性能,以便能够将有效的能量引入到系统中。例如,可使用在60至160℃、优选60至110℃、特别优选60至100℃的温度下可热固化的可热固化的胶粘剂。
40、特别是由于通过施加电磁辐射固化的即时性和通过所用引发剂体系对所需波长的精确可调节性,使用辐射固化的胶粘剂、优选主要是辐射固化的胶粘剂、特别优选基本上完全辐射固化的胶粘剂基本上对于所有应用都是明确优选的。可uv固化的胶粘剂在这里特别重要,因为它们能够将特别强大的能量引入胶带并实现有效的固化,并且可使用大量合适的光引发剂。因此如下的根据本发明的方法是特别优选的,其中胶带包括辐射固化的胶粘剂作为可固化的胶粘剂,其中辐射固化的胶粘剂优选为可uv固化的胶粘剂,其中可uv固化的胶粘剂特别优选可通过用波长在10至380nm、非常特别优选在200至380nm的范围内的电磁辐射进行照射而固化。
41、辐射固化的胶粘剂从现有技术已知,例如ep3693433 a1和其中承认的现有技术。优选的辐射固化的胶粘剂包括例如15-50重量份、优选20-40重量份的基质聚合物和50-85重量份、优选60-75重量份的环氧树脂以及0.1-3重量份光引发剂,任选与光敏剂组合,其中基质聚合物形成自支撑膜,其中嵌入环氧树脂和光引发剂。
42、基质聚合物优选地选自苯乙烯共聚物、丙烯酸酯共聚物、甲基丙烯酸酯共聚物、热塑性聚氨酯、共聚酯、共聚酰胺和乙烯-乙酸乙烯酯共聚物以及这些聚合物的混合物。
43、单一环氧树脂或环氧树脂的混合物可用作此类胶粘剂的环氧树脂。原则上,可使用在室温下为液体的环氧树脂或在室温下为固体的环氧树脂或其混合物。实例为3,4-环氧基环己基甲基-3',4'-环氧基环己烷羧酸酯(eec)、二环戊二烯二氧化物、3-乙基-3-氧杂环丁烷甲醇、四氢邻苯二甲酸二缩水甘油酯、六氢邻苯二甲酸二缩水甘油酯、1,2-乙烷二缩水甘油醚、1,3-丙烷二缩水甘油醚、1,4-丁二醇二缩水甘油醚、更高级的1,n-烷烃二缩水甘油醚、己二酸双-[(3,4-环氧基环己基)甲基]酯、乙烯基环己基二氧化物、1,4-环己烷二甲醇-双-(3,4-环氧基环己烷羧酸酯)、4,5-环氧基-四氢邻苯二甲酸二缩水甘油酯、双-[1-乙基(3-氧杂环丁烷基)甲基]醚、季戊四醇四缩水甘油醚、以及相应的衍生物、和双酚a-二缩水甘油醚(dgeba)、氢化的双酚a-二缩水甘油醚、双酚f-二缩水甘油醚、氢化的双酚f-二缩水甘油醚、环氧苯酚酚醛清漆、氢化的环氧苯酚酚醛清漆、环氧甲酚酚醛清漆、氢化的环氧甲酚酚醛清漆、2-(7-氧杂双环)[4.1.0]庚-3-基;螺[1,3-二烷-5,3'-[7]氧杂双环[4.1.0]-庚烷]和1,4-双((2,3-环氧基丙氧基)甲基)环己烷。
44、例如,基于锍、碘鎓和茂金属的体系可用作环氧树脂的阳离子固化的光引发剂。基于锍的阳离子例如公开于美国专利no.6,908,722b1中。可用作上述阳离子的抗衡离子的合适阴离子的实例是四氟硼酸根、四苯基硼酸根、六氟磷酸根、高氯酸根、四氯高铁酸根、六氟砷酸根、六氟锑酸根、五氟羟基锑酸根、六氯锑酸根、四(五氟苯基)硼酸根、四(五氟甲基苯基)硼酸根、双(三氟甲磺酰基)酰胺和三(三氟甲磺酰基)甲烷化物。此外,特别对于基于碘鎓的引发剂,还可想到氯根、溴根或碘根作为阴离子,但其中优选基本上不含氯和溴的引发剂。
45、任选地,可使用光敏剂,其在氧化还原过程中还原光引发剂。在这个过程中,实际的光引发剂被分解,其中形成可引发阳离子聚合的反应性阳离子。这种类型的反应允许在更高波长下引发阳离子聚合。这种光敏剂的实例是二苯酚甲酮及其衍生物、苯乙酮衍生物,蒽衍生物如2-乙基-9,10-二甲氧基-蒽和9-羟甲基-蒽,苯基酮衍生物如1-羟基环己基-苯基酮、2-羟基-2-甲基-1-苯基-丙-1-酮和4-(2-羟基乙氧基)-苯基-(2-羟基-2-甲基丙基)酮以及噻吨酮衍生物如4-异丙基-9-噻吨酮或1-氯-4-丙氧基-噻吨酮。
46、考虑到所用胶带的处理性能,优选的是,胶带包括载体。为了获得机械弹性的护套,在此有利的是,载体由可固化的胶粘剂至少部分地渗入其中的多孔材料形成,从而固化过程也导致载体层的刚性增强。因此,如下的根据本发明的方法是优选的,其中胶带包括优选地条状的载体,其中可固化的胶粘剂至少部分地布置在所述载体的表面上。在此,如下的根据本发明的方法是优选的,其中载体包括多孔载体材料,优选聚酯无纺布,其中可固化的胶粘剂优选至少部分地布置在多孔载体材料中,优选地达到超过10%、特别优选超过30%、非常特别优选超过50%的程度,基于可固化的胶粘剂的质量。
47、然而,使用从处理技术的角度来看有利的载体对于胶粘剂的基于辐射的固化可为是不利的,即,当载体过于强烈地屏蔽面向条状元件的胶粘剂以免受电磁辐射时。当胶带在缠绕期间以重叠方式布置,使得在尚未固化的护套的部分区域中多个层在载体材料上相互重叠时,这尤其适用。在这方面,发明人提出载体材料应与使用的电磁辐射或固化机制相匹配。特别是在使用辐射固化的胶粘剂时,有利的是,载体材料对相应波长是可透过的,例如因为它具有连续的凹槽和/或优选地由对相应波长表现出低吸收的材料制成。另一方面,当使用通过将电磁辐射的能量引入到胶带中和与之相关的温度升高而间接固化的可热固化的胶粘剂时,已作为替代的设计方案被证明的是,设计载体材料,例如通过着色,使得载体材料特别地在很大程度上吸收相应的电磁辐射并且因此可通过电磁辐射特别容易地加热。因此,如下的根据本发明的方法是优选的,其中载体至少部段地包括载体材料,该载体材料至少部分地、优选基本上完全地对波长为λ的电磁辐射是可透过的,或者其中载体至少部段地包括载体材料,该载体材料至少部分地、优选基本上完全地吸收波长为λ的电磁辐射、优选在红外范围内的电磁辐射,以产生和/或促进胶带的基于辐射的加热。
48、载体的基重优选为30-300g/m2、优选50-200g/m2、特别优选50-150g/m2、非常特别优选70-130g/m2。施加到载体上和/或引入载体中的可固化的胶粘剂的涂层重量优选为50至500g/m2、优选100至250g/m2、特别优选100至200g/m2。
49、如上所述,根据本发明的方法的优点对于那些表现出低反应迁移(即,其中由照射在某一点处引起的固化不会继续穿过粘合剂或仅在微不足道的程度上穿过胶粘剂)的可固化的胶粘剂特别显著,因为这些胶粘剂在使用传统的保持元件时特别倾向于形成材料缺陷,所述材料缺陷可归因于不完全固化。然而,这种胶粘剂通常特别容易获得和/或以简单且成本有效的方式制造。在此背景下,如下的根据本发明的方法对于某些应用是优选的,其中可固化的胶粘剂显示低的反应迁移,使得通过用波长为λ的电磁辐射进行照射在点p处引起的固化在23℃下在24小时内延伸进入周围区域中小于10mm、优选小于5mm、特别优选小于1mm,所述周围区域没有受到波长为λ的电磁辐射的照射。
50、原则上,保持装置中的保持元件的附接可以许多不同的方式进行,其中特别是当将根据本发明的方法用于大量类似的条状元件时,永久连接也是有利的。然而,根据发明人的评估,对于绝大多数应用而言优选的是,能以可逆的且无破坏的方式将部分辐射可透过的保持元件从保持装置分离,然后它们通过所谓的载体元件连接到保持装置。例如,这种优选的构造可包括多个辐射可穿透的支撑件作为保持元件,它们被固定到支柱形支撑元件的端部并且由此形成用于经缠绕的条的接收件(aufnahme)。因此,如下的根据本发明的方法是优选的,其中一个或多个保持元件是保持装置的一个或多个支撑元件的用于接收经缠绕的条的接收区域,其中保持元件和/或支撑元件优选地可逆且无破坏地可拆卸地连接到保持装置。
51、本领域技术人员理解,当保持装置的至少部分的保持元件各自至少部段地对于特定波长的电磁辐射是可穿透的时,利用根据本发明的方法与现有技术相比已经可实现优点。然而,同时,根据以上陈述,本领域技术人员清楚,可撞击成形条的胶带的电磁辐射越多,该方法过程可更有效地进行。因此,特别优选的是,保持元件基本上在其整个尺寸上是至少部分可穿透的,其中附加地或替代地,特别优选的是,保持元件的可穿透的部分允许特定波长的电磁辐射特别有效地穿过。在此背景下,如下的根据本发明的方法是优选的,其中一个或多个保持元件在整个长度上对于波长为λ的电磁辐射是至少部分可穿透的,和/或其中一个或多个保持元件至少部段地在30%或更多、优选50%或更多、特别优选70%或更多、特别优选90%或更多、非常特别优选95%或更多的程度上对于波长为λ的电磁辐射是可穿透的,基于辐射到保持元件上的波长为λ的电磁辐射的总强度与穿过保持元件的波长为λ的电磁辐射的总强度的比率。
52、适合于根据本发明的方法的保持元件的构造原则上可通过以下方式实现:保持元件设置有连续的凹槽,例如在网格或支柱结构体中的情况那样,使得照射可通过网格开口或支柱之间的自由空间进行。相应的保持元件通常特别容易制造,特别是在材料选择方面非常灵活。特别地,不依赖于使用的材料的透明度的相应的保持元件可通过使用金属被设计成特别耐用的。此外,相应的保持元件可设置有不透明的不粘(防粘)涂层,例如聚四氟乙烯(ptfe),使得固化的条然后可容易地从保持元件取下,特别是在使用无载体的胶带的情况下。因此,如下的根据本发明的方法是优选的,其中一个或多个保持元件至少部段地、优选地基本上在保持元件的整个长度上具有网格结构和/或具有大量的垂直支柱,其中用电磁辐射进行的照射至少部分地穿过存在于网格结构中和/或支柱之间的凹槽发生,其中网格结构和/或支柱优选地具有小于10mm、优选地小于5mm、特别优选地小于2mm的平均厚度,其中一个或多个保持元件可优选地通过3d打印、铣削或通过深拉延展金属板来制造,特别优选地可通过3d打印来制造。
53、然而,与上述实施方式相反,根据本发明人的评估,特别优选的是,保持元件的可穿透性不是或不仅仅通过结构化产生,而是选择了对相应的波长为λ的电磁辐射产生渗透性的合适的材料。相应的设计使得可用保持元件大面积地围绕成形条并且在此在不会不利地影响通过辐射进行的固化的情况下将其部段地与环境隔离。如下的根据本发明的方法是优选的,其中一个或多个保持元件至少部段地、优选在50%或更多的程度上、特别优选在70%或更多的程度上、非常特别优选在90%或更多的程度上、特别优选基本上完全由对波长为λ的电磁辐射是至少部分可穿透的材料形成,其中用于波长为λ的电磁辐射的材料优选具有1.0 1/cm或更小、优选0.7 1/cm或更小、特别优选0.4 1/cm或更小、非常特别优选0.21/cm或更小的吸收系数α。
54、本领域技术人员在此可根据使用的波长容易地识别合适的材料,并且例如使用表格化的吸收系数。以可uv固化的在紫外范围内的波长λ的电磁辐射的作用下固化的压敏胶粘剂为例,可给出示例性材料。在这种情况下,如下的根据本发明的方法是优选的,其中一个或多个保持元件至少部段地、优选在50%或更多的程度上、特别优选在70%或更多的程度上、特别优选在90%或更多的程度上、特别优选基本上完全由选自聚甲基丙烯酸甲酯、无定形聚对苯二甲酸乙二醇酯和乙二醇改性的聚对苯二甲酸乙二醇酯的材料形成,其中一个或多个保持元件可优选地通过成型工艺、特别优选地热成型来制造。
55、特别地,当使用对波长为λ的电磁辐射可穿透的材料时,本发明人提出,保持元件可具有与计划的经包护的条的横截面相适配的接收件,以能够在固化过程中特别有效地稳定待制造的包护条的横截面形状并且还允许条在保持元件中的紧密堆积,使得使用的胶带特别紧密地贴靠在待包护的条状元件上。即使例如可提供矩形横截面,例如通过具有u形轮廓的保持元件来提供,但考虑到常规电缆束的规则的近似圆形的横截面以及因此可能的电缆的体积优化布置,提供部分圆形的接收件、即圆形接收件通常是有利的,在此特别地,接收件的半圆形横截面是在易于将经缠绕的条引入保持元件和可能的最佳稳定性之间的良好折衷。根据发明人的评估,在此,设计成半管的保持元件,即具有连续的部分圆形横截面的细长接收件是特别有利的,其中可以简单的方式获得相应的保持元件,例如通过拆卸管状半成品。因此,如下的根据本发明的方法是优选的,其中一个或多个保持元件至少部段地、优选地在保持元件的整个长度上具有拥有部分圆形的、优选基本上半圆形的横截面的接收件。在这方面,如下的根据本发明的方法是特别优选的,其中一个或多个保持元件至少部段地、优选在保持元件的整个长度上被设计成半管。特别是在通过深冲制造保持元件时,也可以有效的方式生产更复杂的结构,使得对于某些应用优选使用在保持元件的不同部段处具有不同的横截面积的保持元件。
56、由于可使用适当的保持元件实现出色的稳定性而不会对基于辐射的固化产生太大的不利影响,因此从制造特别精确设计的经包护的条的角度来看,优选的是,在相应的保持元件中稳定大部分经缠绕的条或成形条的大部分待固化的部分。如下的根据本发明的方法是优选的,其中经缠绕的条布置在保持元件中,使得经缠绕的条在超过30%的程度上、优选在超过50%的程度上、特别优选在超过70%的程度上、非常特别地优选地在超过90%的程度上、特别优选地在超过95%的程度上布置在一个或多个保持元件中,基于经缠绕的条的长度或成形条的暴露于电磁辐射的部分的长度,优选地基于成形条的暴露于电磁辐射的部分的长度。
57、发明人认为,作为上述方法过程的特别相关的进一步发展,可为保持元件提供互补的覆盖元件,该覆盖元件与保持元件一样对于电磁辐射也是可透过的。在将经缠绕的条布置在保持元件中之后,可将适当的覆盖元件放置在保持元件上,以覆盖以这种方式成形的条,从而使其免受不希望的环境影响,例如湿气或灰尘颗粒。附加地或替代地,覆盖元件还用于附加地固定待固化的条,由此可确保特别精确的条引导和条状元件在经包护的条中的密集堆积。由保持元件和覆盖元件组成的相应的系统在此可特别容易地由管状半成品制造,所述管状半成品例如为此可在中间沿纵向方向切开。如下的根据本发明的方法是优选的,其中经缠绕的条在被布置在保持元件中之后至少部段地、优选完全地被一个或多个覆盖元件覆盖、优选地覆盖并固定,其中一个或多个覆盖元件至少部段地对波长为λ的电磁辐射是至少部分可穿透的,其中用波长为λ的电磁辐射对胶带进行的照射至少部分地穿过一个或多个覆盖元件进行,其中一个或多个覆盖元件优选地与保持元件互补,其中一个或多个覆盖元件特别优选地被实施成与保持元件互补的半管。
58、如上所述,本领域技术人员根据使用的可固化的胶粘剂选择用于固化的波长并使其与使用的保持元件相匹配。然而,原则上,发明人已经成功地确定了适用于优选的可固化的胶粘剂的波长范围,该范围特别地在红外和紫外范围内。即,如下的根据本发明的方法是优选的,其中可固化的胶粘剂用波长λ在10至380nm的范围内、优选在200至380nm的范围内的电磁辐射固化,和/或其中可固化的胶粘剂用波长λ在780nm至1mm的范围内、优选在780nm至50μm的范围内、特别优选在780nm至3μm的范围内的电磁辐射固化,和/或其中可固化的胶粘剂用如下的电磁辐射固化,该电磁辐射的最大强度在波长λ处。
59、对于用于固化的电磁辐射,关于每单位面积施加的能量,已证明优选的是,将能量通量密度设置在8至14j/cm2、优选9至12j/cm2的范围内。
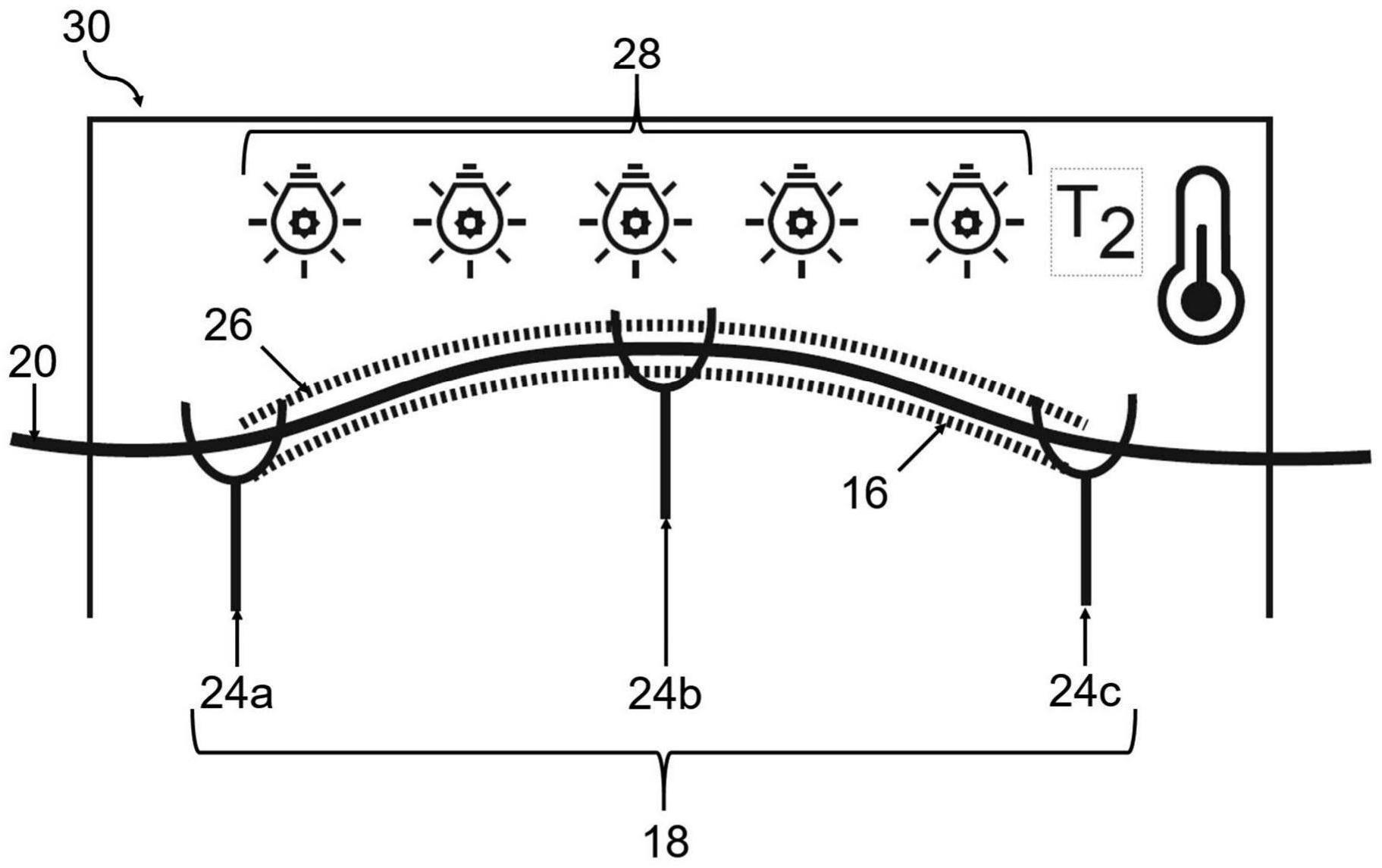
60、方法步骤d)中的固化方便地通过合适的辐射装置进行,该辐射装置的发射光谱被调谐至用于固化的波长λ。作为特别有利的实施方式,建议辐射装置至少部段地包围成形条。例如,这利用屏蔽箱是可能的,其中所述箱优选地在其内侧具有反射面,其中有利地保护所雇用的工人免受电磁辐射。作为替代,固化也可通过使用移动装置来实现,所述移动装置例如包括至少部分环形的照明装置,利用该照明装置可以准形状配合的方式包围成形条并因此同时从多个侧面固化。在此背景下,如下的根据本发明的方法是优选的,其中使用辐射装置进行可固化的胶粘剂的固化,优选uv辐射器和/或ir辐射器、特别优选uv辐射器,其中辐射装置为此优选地被设置成,至少部分地、优选地基本上以形状配合的方式包围成形条,并且用波长为λ的电磁辐射至少部段地在圆周的70%或更多、优选80%或更多、特别优选90%或更多、非常特别优选95%或更多上照射成形条,其中辐射装置特别优选地包括具有反射面的光室。
61、对于本领域技术人员不言而喻的是,为了获得高机械负载能力的护套,将方法过程设计成使得可固化的胶粘剂充分固化是有利的,本领域技术人员可通过照射时间和固化条件任意设定可固化的胶粘剂充分固化。因此,如下的根据本发明的方法本质上是优选的,其中方法步骤d)中的可固化的胶粘剂固化至超过50%、优选超过70%、特别优选超过90%、非常特别优选超过95%的程度。
62、在本发明的开发过程中,发明人认识到,尽管通过待使用的保持元件进行基本上基于辐射的固化,但提供主动温度管理仍然是有利的。特别地,如果在成形条被照射之前进行预热,则实现产生的护套的优异的机械耐久性。根据本发明的保持元件的设计在此有利地使得可提供例如细加热丝,利用该细加热丝可在大的部段上对成形条进行高效的预热,而不会过度降低基于辐射的固化。同样,在照射期间设定升高的温度也是有益的。最后,如果在基于辐射的固化之后还提供高温下的后固化,则可获得特别高性能的护套。如下的根据本发明的方法是优选的,其中方法步骤d)中的固化在照射之前包括在20至60℃的范围内、优选在30至50℃的范围内的温度t1下预热成形条,和/或其中方法步骤d)中的固化通过在20至90℃的范围内、优选在30至80℃的范围内、特别优选在40至70°的范围内的温度t2下照射而进行,和/或其中方法步骤d)中的固化在照射后包括在60至150℃的范围内、优选在70至140℃的范围内、特别优选在在80至130℃的范围内的温度t3下的后固化。在此,如果在根据本发明的方法中相应地设置所有温度t1、t2和t3,则是特别优选的。
63、本领域技术人员理解,可使用根据本发明的方法制造的经包护的条本身也是有利的,因为它具有有效的护套,该护套有利地没有由局部不充分的基于辐射的固化导致的材料缺陷。因此,关于本发明,还公开了经包护的条、特别是电缆束,其通过根据本发明的用于包护条状元件的方法制造或是可制造的。
64、本领域技术人员还清楚的是,如在根据本发明的方法中使用的,相应的保持装置由于它允许根据本发明的方法的实施而本身也是有利的,其中优选的保持装置被设计成可用于实施根据本发明的优选方法。因此,本发明还涉及用于在根据本发明的方法中设定成形条的预定形状的保持装置,其包括一个或多个用于接收经缠绕的条的保持元件,其中一个或多个保持元件至少部段地对波长为λ的电磁辐射是至少部分可穿透的。
65、如下的根据本发明的保持装置是优选的,其中一个或多个保持元件是保持装置的一个或多个支撑元件的一部分,其中保持元件和/或支撑元件优选以可逆且无破坏的方式可拆卸地连接至保持装置。
66、最后,本发明还涉及用于实施根据本发明的方法的系统,其包括根据本发明的保持装置和辐射装置,优选uv辐射器和/或ir辐射器、特别优选uv辐射器,其中辐射装置优选地被设置成,至少部分地包围成形条并且用波长为λ的电磁辐射至少部段地在圆周的70%或更多、优选80%或更多、特别优选90%或更多、非常特别优选95%或更多上照射成形条。
67、在这方面,如下的根据本发明的系统是优选的,其另外包括温度控制单元以用于在照射之前和/或期间和/或之后调节布置在辐射装置中的成形条的温度。
- 还没有人留言评论。精彩留言会获得点赞!