一种光学材料精加工用粘接胶及其制备方法与流程
1.本发明属于光学冷加工技术领域,尤其涉及一种光学材料精加工用粘接胶及其制备方法。
背景技术:
2.光学系统使用的镜片,表面精度要求很高,必须经过精加工才得以使用。但光学材料中硬度较低、脆性较高如硫系玻璃等红外光学材料,上盘抛光容易发生变形。
3.虽然经过研究,光学材料的变形问题比较复杂,但最重要的原因是由于粘接胶性能的影响。目前使用的粘接胶内应力大、韧性差、软化点高、粘接强度过高,易造成镜片抛光过程中发生面型偏差。并且,通常抛光上盘时需要将粘接胶加热才可使用,下盘则需要经过冷冻或者加热过程来将镜片取下,工艺复杂,残留物难以清洁。
技术实现要素:
4.有鉴于此,本发明要解决的技术问题在于提供一种内应力较小且软化点较低的光学材料精加工用粘接胶及其制备方法。
5.本发明提供了一种光学材料精加工用粘接胶,包括机油、汽油与沥青;所述机油、汽油与沥青的质量比为1:(1~5):(25~90)。
6.优选的,所述机油的型号为5~20w。
7.优选的,所述汽油为93号汽油。
8.优选的,所述沥青的针入度25℃为80~100(0.1mm);软化点小于50℃;动力黏度60℃为160~180pa
·
s。
9.优选的,所述沥青为90号沥青。
10.优选的,所述机油、汽油与沥青的质量比为1:1:25或1:5:90。
11.本发明还提供了一种上述光学材料精加工用粘接胶的制备方法,包括:
12.将沥青加热融化后,加入汽油与机油混合,得到光学材料精加工用粘接胶。
13.优选的,加入汽油与机油混合时沥青的温度为80℃~100℃。
14.本发明还提供了一种上述光学材料精加工用粘接胶的使用方法,包括:
15.取权利要求1所述的光学材料精加工用粘接胶经手指接触软化后置于抛光模具上用于与光学材料相互粘连。
16.优选的,所述光学材料为光学镜片。
17.本发明提供了一种光学材料精加工用粘接胶,包括机油、汽油与沥青;所述机油、汽油与沥青的质量比为1:(1~5):(25~90)。与现有技术相比,本发明提供的粘接胶通过机油与汽油的配合使用,使其具有良好地粘性、韧性及易清除的特点,使光学材料抛光过程中保持镜片面型精度一致,镜片不易变形,使用过程干净无残留,不会造成清洗困扰;另外在两者加入沥青可降低整体的软化温度,不需要额外加热设备,并且由于软化温度与室温接近,因此软化后粘接胶温度与镜片温度梯度极小,从而使内应力会相对更低,相应的变形会
极小。
附图说明
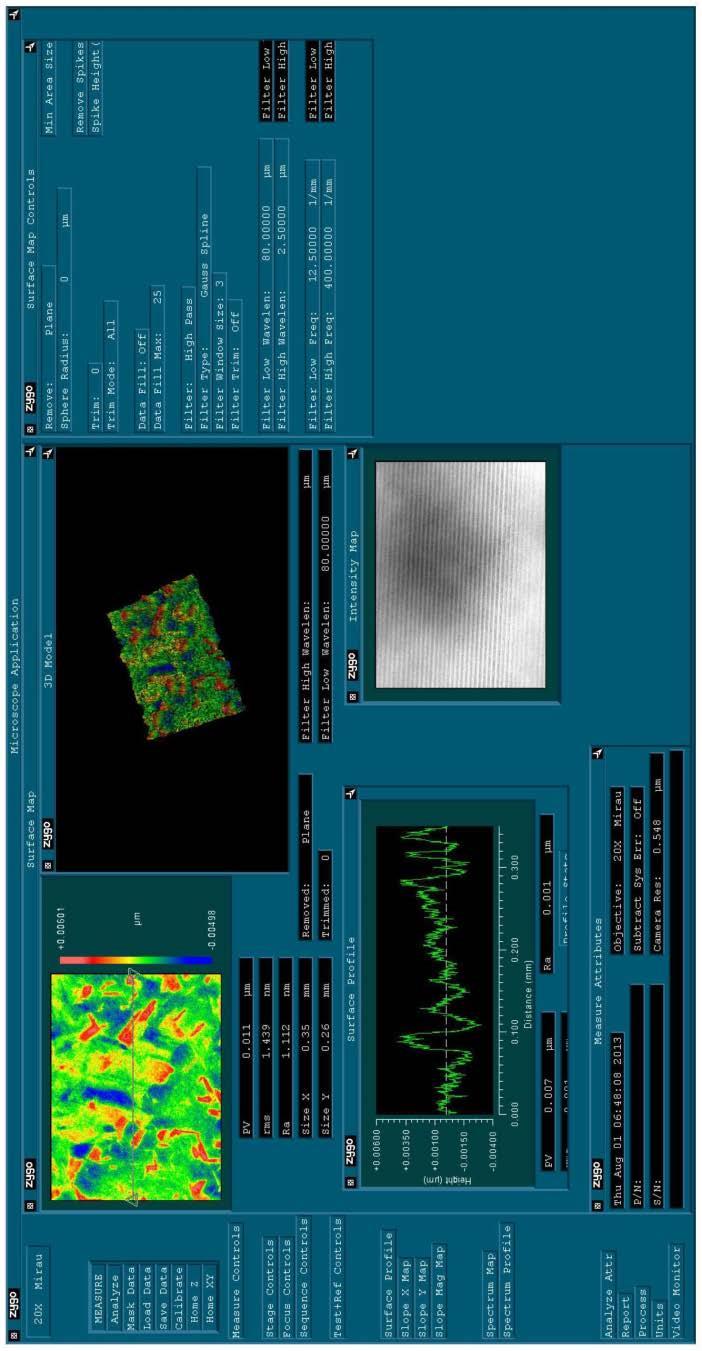
18.图1为本发明实施例1中抛光后镜片的检测报告图;
19.图2为本发明实施例2中抛光后镜片的检测报告图;
20.图3为本发明对比例1中抛光后镜片的检测报告图。
具体实施方式
21.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.本发明提供了一种光学材料精加工用粘接胶,包括机油、汽油与沥青;所述机油、汽油与沥青的质量比为1:(1~5):(25~90)。
23.其中,所述机油的型号优选为5~20w;在本发明提供的实施例中,所述机油的型号具体为5w-20或20w-20。
24.所述汽油优选为93号汽油。
25.所述沥青的针入度25℃优选为80~100(0.1mm);软化点优选小于50℃,更优选为45℃;动力黏度60℃优选为160~180pa
·
s。在本发明中,所述沥青最优选为90号沥青。
26.在本发明提供的实施例中,所述机油、汽油与沥青的质量比具体为1:1:25或1:5:90。
27.本发明提供的粘接胶通过机油与汽油的配合使用,使其具有良好地粘性、韧性及易清除的特点,使光学材料抛光过程中保持镜片面型精度一致,镜片不易变形,使用过程干净无残留,不会造成清洗困扰;另外在两者加入沥青可降低整体的软化温度,不需要额外加热设备,并且由于软化温度与室温接近,因此软化后粘接胶温度与镜片温度梯度极小,从而使内应力会相对更低,相应的变形会极小。
28.本发明还提供了一种上述光学材料精加工用粘接胶的制备方法,包括:将沥青加热融化后,加入汽油与机油混合,得到光学材料精加工用粘接胶。
29.其中,本发明对所有原料的来源并没有特殊的限制,为市售即可。
30.在本发明中,首选优选将沥青缓慢加热至融化;在加热过程中优选搅拌使受热均匀。
31.融化后,优选控制沥青的温度为80℃~100℃加入汽油与机油混合;优选在搅拌的条件下加入汽油与机油,更优选在搅拌的条件下依次加入汽油与机油。
32.混合后,搅拌均匀优选在室温下冷却固化,即可得到光学材料精加工用粘接胶。
33.本发明还提供了一种上述光学材料精加工用粘接胶的使用方法,包括:取上述的光学材料精加工用粘接胶经手指接触软化后置于抛光模具上用于与光学材料相互粘连。
34.其中,所述光学材料优选为光学镜片。
35.粘接光学材料后进行抛光,抛光结束后,敲击抛光模具螺纹杆端部,即可将光学材料脱落。
36.采用本发明的光学材料精加工用粘接胶可降低抛光过程中光学材料的变形量,简化工艺,方便上下盘,缩短加工时间,减少粘接胶在光学材料上的残留,方便光学材料后续清洗。
37.为了进一步说明本发明,以下结合实施例对本发明提供的一种光学材料精加工用粘接胶及其制备方法进行详细描述。
38.以下实施例中所用的试剂均为市售;实施例中所用镜片的材料为硅;抛光参数:转速90r/min,时间50min。
39.实施例1
40.将机油、汽油、沥青,按照质量比例为1:1:25混合均匀。机油选用型号为5w-20,汽油选用93号汽油,沥青选用90号。
41.制备方法:首先将沥青缓慢加热至融化,搅拌受热均匀;融化后控制沥青温度在80℃,一边搅拌一边依次加入汽油和机油;搅拌均匀后置于容器中室温下冷却固化,得到粘接胶。
42.上盘:将所需要的粘接胶取合适大小,手指接触温度即可将粘接胶软化,将软化的粘接胶置于支撑盘上用于与镜片相互粘连。
43.下盘:抛光结束后,敲击抛光支撑盘杆部,即可将镜片脱落。
44.实施例2
45.将机油、汽油、沥青,按照质量比例为1:5:90混合均匀。机油选用型号为20w-20,汽油选用93号汽油,沥青选用90号。
46.制备方法:首先将沥青缓慢加热至融化,搅拌受热均匀;融化后控制沥青温度在100℃,一边搅拌一边依次加入汽油和机油;搅拌均匀后置于容器中室温下冷却固化,得到粘接胶。
47.上盘:将所需要的粘接胶取合适大小,手指接触温度即可将粘接胶软化,将软化的粘接胶置于抛光模具上用于与镜片相互粘连。
48.下盘:抛光结束后,敲击抛光模具螺纹杆端部,即可将镜片脱落。
49.对比例1
50.将机油、沥青按照质量比例为1:90混合均匀。机油选用型号为20w-20,沥青选用90号。
51.制备方法:首先将沥青缓慢加热至融化,搅拌受热均匀;融化后控制沥青温度在100℃,一边搅拌一边加入机油;搅拌均匀后置于容器中室温下冷却固化,得到粘接胶。
52.上盘:将所需要的粘接胶取合适大小,手指接触温度无法将粘接胶软化,需要置于加热炉上软化,将软化的粘接胶置于抛光模具上用于与镜片相互粘连。
53.下盘:置于冰箱冷冻2小时,敲击抛光模具螺纹杆端部,即可将镜片脱落。
54.利用泰勒轮廓仪对实施例1、实施例2及对比例1中抛光后的镜片进行检测,得到结果如表1及图1~3所示。
55.表1抛光后镜片质量检测结果
56.实验pv(面型)umra(粗糙度)nm质量是否合格实施例10.0111.112合格实施例20.0161.160合格
对比例10.3481.648不合格
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1