一种扩散涂料的制备方法与流程
本发明属于晶界扩散技术,具体涉及一种扩散涂料的制备方法。
背景技术:
1、烧结钕铁硼扩散涂料起源于21世纪初期中村等人命名的晶界扩散(gbd)技术,该技术的发明奠定了扩散涂料的理论基础。晶界扩散根据扩散源的不同可分为表面涂层扩散法、表面溅射扩散法和气相蒸发法,其中,表面涂层扩散法是将扩散源材料、树脂、助剂、溶剂等混合制备成扩散涂料,然后通过刷涂、喷涂等方式制备涂层,低温表干后再进行高温扩散处理的方法。涂层扩散法方法的优点是提高了磁体的矫顽力,而剩磁没有显着降低,同时,该方法还可以有效减少重稀土添加剂的用量且适合规模化生产,引起了磁性材料工业的一大飞跃。
2、然而,该方法目前也存在一起不足,比如,扩散深度不足,当涂覆量增加时有效利用率逐渐降低,不仅浪费涂料,而且容易起粘料(磁片之间相互粘接在一起)和涂层脱落现象,粘料会直接导致产品报废,而涂层脱落会引起扩散材料脱离基材而起不到扩散的目的从而造成性能不足。
技术实现思路
1、本发明的目的,是为了解决背景技术中的问题,提供一种扩散涂料的制备方法。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
3、一种扩散涂料的制备方法,包括以下步骤:
4、s1,进料,将复合合金粉、胶水、助剂、防粘接粉放入至搅拌装置内;
5、s2,充氮气,将氮气从顶部充入搅拌装置之后从底部向上扩散,从而将内部的空气全部排除;
6、s3,高速分散搅拌,在惰性气体保护下,将复合合金粉、胶水、助剂、防粘接粉放入至搅拌装置内进行高速分散搅拌;
7、s4,二次搅拌,将经过高速分散搅拌后的物料从惰性气体保护环境取出继续高速搅拌,从而完成扩散涂料的制备。
8、胶水、防粘粉和助剂的设计与使用不仅保证了扩散后涂层不脱落,而且很好的预防了热处理后的磁片之间的粘接现象。
9、粘接后的磁片敲开后,一般会出现缺角、凹坑。凸起等缺陷,从而造成产品报废。
10、本发明的高性能扩散涂料,通过合金粉组份及粒度尺寸的控制,胶水、防粘接粉、助剂的复配保证在较少扩散重稀土金属的使用条件下,可以做到矫顽力的大幅度提升,而且剩磁几乎不降低或者降低幅度很小,而且保证了扩散后涂层不脱落和磁片之间的粘接现象。
11、稀土基本不会减少,主要减少重稀土,由于重稀土价格比一般轻稀土、中稀土贵,而且稀少。
12、所述的扩散涂料,复合合金粉的质量百分比60-85%,胶水的质量分数13-35%,助剂的质量分数控制在0.5%-1.5%,防粘接粉质量分数控制在2%-5%。
13、复合合金粉为m0m1、m2h、m3fe三种合金粉复配,通过熔炼、氢破和气流磨将m0m1、m2h、m3fe粒径大小分别控制在0.5-1μm、1-3μm、0.5-1.5μm。
14、作为改进,m0m1、m2h、m3fe三种合金粉的质量百分比分别为20%-45%、35-50%和15-20%。
15、三种类型的合金粉,其中m0为pr或nd的1种或2种组合;m1为co、ni、al、cu、zn、ga、mo的1种或多种组合;m2h中m2为dy或tb的1种或2种组合,h为氢元素;m3fe中,m3为gd、ho、la、ce的1种或多种组合。合金粉的制备先后采用熔炼、氢破、气流磨工艺制备而成。
16、胶水是树脂在机械搅拌的条件下完全溶解在溶剂中而配制而成。树脂主要选自聚乙烯缩丁醛、聚乙二醇、聚乙烯醇、聚乙烯比咯烷酮,溶剂主要为松油醇、正丁醇、丙二醇甲醚、丙二醇丁醚、乙二醇丁醚、乙二醇丁醚醋酸酯、丙二醇甲醚醋酸酯、丙二醇丁醚醋酸酯的1种或多种组合。
17、树脂的粘度控制在2-10秒。 本发明树脂粘度为赛氏粘度,即赛波特(sagbolt) 粘度。是一定量的试样,在规定温度(如100°f、f210°f或122°f等)下从赛氏粘度计流出60毫升所需的秒数,以"秒"单位。
18、作为改进,本发明所述的胶水中树脂的质量百分比为60%-85%。
19、作为改进,所述的助剂主要选自γ-(2,3-环氧丙氧)、丙基三甲氧基硅烷3-氨基丙基三乙氧基硅烷、3-氨基丙基三甲氧基硅烷、n-(2-氨乙基)-3-氨丙基三甲氧基硅烷、n-苯基-3-氨丙基三甲氧基硅烷的1种或多种组合。
20、作为改进,所述的防粘接粉是是指在高温热处理过程防止钕铁硼磁片之间粘接,主要为氧化铝、碳化硅、硫酸钡、氧化钛、氮化钛中的一种或多种,粒径控制在80-120μm以内。
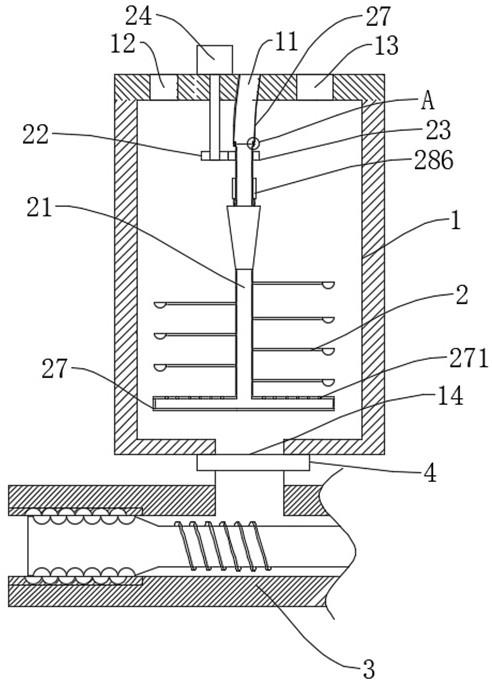
21、优选地,所述搅拌装置包括有罐体、一次搅机构、二次搅拌机构、出料阀,所述罐体的顶部设有氮气进气口、进料口、出气口,所护罐体的底部设有出料口,所述出料阀设在所述出料口上,所述一次搅拌机构设在所述罐体内,所述二次搅拌机构设在所述出料阀的出料口;
22、本发明通过氮气进气口将氮气抽入,使得罐体内处于氮气保护的环境中,之后将复合合金粉、胶水、助剂、防粘接粉通过一次搅拌机构进行高速分散搅拌,搅拌完毕后,通过出料口进入至二次搅拌机构继续高速搅拌,从而提高分散度和匀质性。
23、优选地,所述一次搅拌机构包括有连接杆、主动齿轮、被动齿轮、旋转电机,所述旋转电机设在罐体外,所述旋转电机的输出端贯穿所述罐体延伸至罐体的内部,所述主动齿轮设在旋转电机的输出端上,所述被动齿轮设在连接杆的外侧壁上,所述主动齿轮与被动齿轮相互啮合,所述连接杆的侧壁上设有多层设置的第一搅拌杆,所述一搅拌杆的末端成型有半球形搅拌叶片,所述半球形搅拌叶片上开设有凹槽,所述连接杆的底部沿着轴向方向上阵列设置有第二搅拌杆。
24、本发明通过旋转电机的旋转带动主动齿轮的旋转从而带动被动齿轮的旋转,从而带动连接杆旋转,使得搅拌杆进行高速旋转搅拌,搅拌过程中,通过半球形搅拌叶片在配料中搅拌,半球形背部在旋转过程中形成移动空腔,配料填充凹槽时形成移动的漩涡流,使得配料间的接触反应更加的充分,半球搅拌叶片可以很好的在流体中运动,减小机械阻力,搅拌充分。
25、优选地,所述连接杆为内部中空,所述罐体的氮气进气口上固定连接有进气管,所述进气管的末端固定连接有密封轴承,所述密封轴承的外圈与所述进气管固定连接,所述密封轴承的内圈与连接杆的外侧壁固定连接,所述第二搅拌杆内部为中空结构,所述第二搅拌杆与所述连接杆相互导通,每个所述第二搅拌杆的顶部均开设有出气孔。
26、本发明通过氮气进气口将氮气抽入至连接杆之后从出气孔喷出,由于氮气密度比氧气密度低,容易使得氧气无法完全排除,通过从出气孔出的方式,能够将氧气完全排除,从而使得合金粉在氮气保护中不会氧化,燃烧。
27、优选地,所述连接杆位于顶部的第一搅拌杆的上方设有挡料结构,所述挡料结构包括有挡料布、外支撑杆、内支撑杆、第一固定环、第二固定环、电动推杆、推板,所述推板、第一固定环和第二固定环至上而下依次套在连接杆的外侧壁上,所述推板和第一固定环滑动设在连接杆上,所述推板和第一固定环固定连接,所述第二固定环固定在所述连接杆上,所述外支撑杆沿着第二固定环的圆周方向阵列有若干个,所述外支撑杆与第二固定环铰接,所述挡料布设在外支撑杆的底部,所述内支撑杆的一端与所述第一固定环铰接,另一端与外支撑杆铰接,所述电动推杆的电机端固定在连接杆上,所述电动推杆的推杆端与推板固定连接。
28、本发明通过电动推杆的推动使得推板将第一固定环向下推,从而使得挡料布进行打开,呈伞状,使得底部的物料在高速搅拌过程中,物料不会飞溅到上方,当物料需要从进料口进入时,电动推杆伸缩,从而带动第一固定环向上移动,从而将挡料布进行收拢,防止撑开的挡料布影响进料。
29、优选地,所述二次搅拌机构包括有壳体以及可旋转于所述壳体内的旋转轴,所述旋转轴的右端为螺杆输送结构,所述旋转轴的左端开设有第一球窝槽,所述壳体的内部设有于所述第一球窝槽相互配合的第二球窝槽,所述旋转轴上排布的第一球窝槽与相邻的所述第二壳体上排布的第二球窝槽相错r/2的长度。通过第一球窝槽和第二球窝槽产生了三维流动,并受到剪切、剥离、配位、捏合等综合作用,使得物料混合充分。
30、优选地,所述出气孔上设有塞芯,所述塞芯的截面呈锥型,所述出气孔的形状与所述塞芯相互配合,所述塞芯的顶部设有压缩弹簧,所述压缩弹簧的顶部设有盖条,所述盖条的两端设有限位柱,所述限位柱与第二搅拌杆的顶部固定连接。
31、本发明氮气导入时,将塞芯顶开,氮气通过出水孔进入至罐体内,实现出气的功能,当停止进气后,压缩弹簧顶紧塞芯,使得塞芯将出水孔进行封闭,从而使得搅拌过程中,防止物料进入至出气孔内。
32、综上所述,本发明的有益效果:
33、1.胶水、防粘粉和助剂的设计与使用不仅保证了扩散后涂层不脱落,而且很好预防了热处理后的磁片之间的粘接现象。
34、2.本发明的高性能扩散涂料,通过合金粉组份及粒度尺寸的控制,胶水、防粘接粉、助剂的复配保证在较少扩散稀土金属的使用条件下,可以做到矫顽力的大幅度提升,而且剩磁几乎不降低或者降低幅度很小,而且保证了扩散后涂层不脱落和磁片之间的粘接现象。
35、3.本发明通过氮气进气口将氮气抽入,使得罐体内处于氮气保护的环境中,之后将复合合金粉、胶水、助剂、防粘接粉通过一次搅拌机构进行高速分散搅拌,搅拌完毕后,通过出料口进入至二次搅拌机构继续高速搅拌,从而提高分散度和匀质性,提高了搅拌效率。
36、4.本发明通过氮气进气口将氮气抽入至连接杆之后从出气孔喷出,由于氮气密度比氧气密度低,容易使得氧气无法完全排除,通过从出气孔出的方式,能够将氧气完全排除,从而使得合金粉在氮气保护中不会氧化,燃烧。
37、5.本发明氮气导入时,将塞芯顶开,氮气通过出水孔进入至罐体内,实现出气的功能,当停止进气后,压缩弹簧顶紧塞芯,使得塞芯将出水孔进行封闭,从而使得搅拌过程中,防止物料进入至出气孔内。
- 还没有人留言评论。精彩留言会获得点赞!