一种耐121℃高温蒸煮多层共挤阻隔膜用热熔胶及制备方法与应用与流程
本发明属于高分子胶粘剂领域,特别涉及一种耐121℃高温蒸煮多层共挤阻隔膜用热熔胶及制备方法与应用。
背景技术:
1、多层共挤阻隔膜,一种新型的包装材料。目前应用较多的结构有:聚乙烯/聚乙烯、聚乙烯/乙烯-醋酸乙烯共聚物/聚乙烯、lldpe/粘合层/evoh/粘合层/lldpe、lldpe/粘合层/尼龙/粘合层/evoh/粘合层/lldpe等。由于多层共挤阻隔膜在材料的应用上有着广泛的选择性,可根据不同的用途来选用多种树脂,充分体现不同层间的功能,使得多层共挤阻隔膜具有极强的功能性,如耐油、耐潮湿、隔水阻氧等。包装形式多样,如真空包装、无菌包装、充气包装等;因而被广泛应用于食品、药品和生活用品的包装。
2、预制菜大致分为即配、即烹、即热、即食几大类。从品类发展以及消费群体来看,预制菜除了保证方便快捷的制作条件外,还需要满足人们对食物鲜美口感的追求。随着新鲜程度越来越高,其对包装、运输和存储的要求也越来越高。其次,为适应冷链储存以及即烹食品加热方便,包装材料既需要可耐受速冻条件下的超低温,也需要承受高温加热,特别是121℃高温蒸煮灭菌。
3、但目前的多层共挤阻隔膜在121℃高温蒸煮灭菌时,粘接层极易被蒸煮时产生的高温蒸汽极容易穿透,导致粘接失效,从而产生了开胶,脱层等问题;严重阻碍了多层共挤膜在食品包装方向的应用。
技术实现思路
1、本发明的首要目的在于克服现有技术在121℃高温蒸煮时粘接剂粘接失效而导致多层共挤阻隔膜开胶、脱层的问题,提供一种耐121℃高温蒸煮多层共挤阻隔膜用热熔胶。
2、本发明的另一目的在于提供上述耐121℃高温蒸煮多层共挤阻隔膜用热熔胶的制备方法。该制备方法为双螺杆熔融接枝挤出双阶法:第一阶通过双螺杆反应挤出技术制得中密度聚乙烯接枝物;第二阶将制得的中密度聚乙烯接枝物与其他组分进行有效复配经双螺杆挤出机挤出造粒,再经储料罐烘干处理,得到多层共挤阻隔膜用热熔胶颗粒。
3、本发明的再一目的在于提供上述耐121℃高温蒸煮多层共挤阻隔膜用热熔胶的应用。
4、本发明的目的通过下述技术方案实现:
5、一种耐121℃高温蒸煮多层共挤阻隔膜用热熔胶,包括以下按质量份数计的成分:中密度聚乙烯接枝物15~35份、茂金属中密度聚乙烯(mmdpe)40~60份、三元共聚物5~25份、聚烯烃弹性体5~20份、抗氧剂0.1~0.4份;优选包括以下按质量份数计的成分:中密度聚乙烯接枝物20~30份、茂金属中密度聚乙烯(mmdpe)45~55份、三元共聚物10~20份、聚烯烃弹性体5~15份、抗氧剂0.2~0.4份;更优选包括以下按质量份数计的成分:中密度聚乙烯接枝物20~25份、茂金属中密度聚乙烯(mmdpe)50~55份、三元共聚物份10~15、聚烯烃弹性体5~10份、抗氧剂0.3份;最优选由以下按质量份数计的原料制备得到:中密度聚乙烯接枝物20~25份、茂金属中密度聚乙烯(mmdpe)50~55份、三元共聚物份15份、聚烯烃弹性体10份、抗氧剂0.3份。
6、所述的中密度聚乙烯接枝物优选通过如下方法制备得到:将1~2.5质量份极性单体和0.1~0.3质量份引发剂溶解在有机溶剂中,然后与100质量份中密度聚乙烯(mdpe)混合,再经过双螺杆挤出机反应挤出、造粒、烘干,得到中密度聚乙烯接枝物。
7、所述的极性单体为马来酸酐(mah)、甲基丙烯酸甲酯、甲基丙烯酸、丙烯酸、丙烯酰胺、甲基丙烯酸缩水甘油酯(gma)、富马酸、衣康酸、衣康酸酐和甲基顺丁烯二酸酐中的至少一种;更优选为马来酸酐(mah)、丙烯酸或甲基丙烯酸缩水甘油酯(gma);最优选为马来酸酐(mah)。
8、所述的极性单体的用量优选为1.0~2.0质量份;更优选为1.2~1.8质量份。
9、所述的引发剂为过氧化二异丙苯(dcp)、过氧化苯甲酰、过氧化二叔丁基(dtbp)、过氧化苯甲酸叔丁酯、过氧化乙酸叔丁酯、叔丁基过氧化氢和过氧化氢异丙苯中的至少一种;优选为过氧化二异丙苯(dcp)或过氧化二叔丁基(dtbp);最优选为过氧化二异丙苯(dcp)。
10、所述的引发剂的用量优选为0.2~0.3质量份;最优选为0.2~0.25质量份。
11、所述的有机溶剂优选为丙酮,有机溶剂为反应载体,不参与反应。
12、所述的有机溶剂的用量优选为极性单体与引发剂质量之总和。
13、所述的中密度聚乙烯(mdpe)优选密度为0.930~0.950g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为0.1~3.0g/10min的中密度聚乙烯(mdpe);更优选密度为0.935~0.940g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为0.2~2.0g/10min的中密度聚乙烯(mdpe);最优选密度为0.938g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为0.28~0.3g/10min的中密度聚乙烯(mdpe)。
14、所述的双螺杆挤出机的加工温度优选为160~180℃;更优选为160~170℃;最优选为170℃。
15、所述的挤出机的螺杆转速优选为300~450rpm;更优选为350~400rpm;最优选400rpm。
16、所述的茂金属中密度聚乙烯(mmdpe)优选密度为0.930~0.950g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为1.0~6.0g/10min的茂金属中密度聚乙烯(mmdpe);更优选为选密度为0.935~0.940g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为2.0~5.0g/10min的茂金属中密度聚乙烯(mmdpe);最优选为选密度为0.940g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为3.0~4.0g/10min的茂金属中密度聚乙烯(mmdpe)。
17、所述的三元共聚物为乙丙橡胶(epdm),优选乙烯含量为60~80%,乙叉降冰片烯(enb)含量为1~4%的epdm;更优乙烯含量为65~75%,enb含量为2~3%的epdm;最优选乙烯含量为69%,enb含量为2.8%的epdm。
18、所述的聚烯烃弹性体为pop类弹性体,优选密度为0.890~0.910g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为0.1~5g/10min的pop类弹性体;更优选密度为0.895~0.905g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为0.5~2.0g/10min的pop类弹性体;最优选为密度为0.902g/cm3,在190℃、2.16kg条件下熔体流动速率(mi)为1.0g/10min的pop类弹性体。
19、所述的抗氧剂优选为抗氧剂168、抗氧剂1010和抗氧剂b215中的至少一种;更优选为抗氧剂b215和抗氧剂168形成的混合物;最优选为抗氧剂168和抗氧剂b215按质量比1:2混合得到的混合物。
20、上述的多层共挤阻隔膜用热熔胶的制备方法,具体包括以下步骤:
21、s1、将茂金属中密度聚乙烯(mmdpe)、epdm、pop类弹性体和抗氧剂混合均匀,得到预混料a;
22、s2、将s1得到的预混料a与中密度聚乙烯接枝物混合均匀,得到预混物b;
23、s3、将预混物b经过双螺杆挤出机挤出、造粒,再经储料罐烘干处理,得到耐121℃高温蒸煮多层共挤阻隔膜用热熔胶。
24、所述的双螺杆挤出机加工条件优选为:加工温度为160~180℃、螺杆转速为350~450rpm;更优选为:加工温度为165~175℃、螺杆转速为400~450rpm;最优选为:加工温度为170℃、螺杆转速为400rpm。
25、上述的耐121℃高温蒸煮多层共挤阻隔膜用热熔胶的应用为在多层共挤阻隔膜生产制造中的应用。
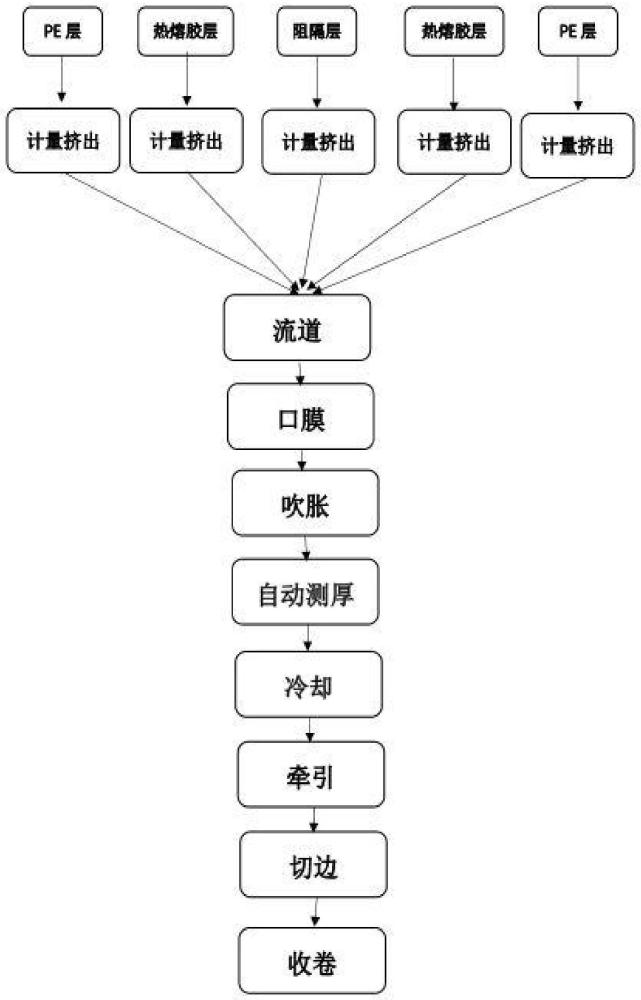
26、所述的多层共挤阻隔膜用热熔胶的典型工艺为多层共挤吹膜工艺。
27、所述的应用,优选包括如下步骤:将耐121℃高温蒸煮多层共挤阻隔膜用热熔胶作为原料,与薄膜级聚乙烯按照1:1混合稀释作胶粘剂;通过单螺杆挤出机将胶粘剂熔融塑化后,再与通过单螺杆挤出机熔融的其他层树脂经多层叠加模头流出,最后经过进一步加工处理,制得多层共挤阻隔膜。
28、所述的熔融的温度优选为230℃。
29、所述的树脂优选为聚乙烯(pe)、聚酰胺(pa)或乙烯-乙烯醇共聚物(evoh)。
30、所述的加工处理包括如下步骤:吹胀、牵引、测厚、冷却、电晕、分切、收卷。
31、本发明相对于现有技术具有如下的优点及效果:
32、1、本发明提供的多层共挤阻隔膜用热熔胶外观为透明状颗粒。
33、2、本发明提供的多层共挤阻隔膜用热熔胶具有粘接力性能优异、晶点少、耐121℃高温蒸煮等优点;可以有效解决多层共挤阻隔膜在121℃高温蒸煮灭菌过程中粘接剂粘接失效导致的开胶、脱层等问题。
34、3、本发明提供的多层共挤阻隔膜用热熔胶制作过程简单,加工方便。
- 还没有人留言评论。精彩留言会获得点赞!