用于车辆的带扣装置及其组装方法与流程
1.本发明涉及用于车辆座椅的安全带设备的带扣装置领域,并且还涉及用于组装带扣装置的方法。
背景技术:
2.车辆座椅上安装有在车辆发生撞击时保护乘员的安全带设备。为了便于拆卸,安全带设备通常设置有带扣装置,以用于锁止和释放约束乘员的安全带。
3.图1示出了现有技术的带扣装置。如图1所示,带扣装置1’包括带扣10’、用于将带扣10’安装至车辆的连接部件20’和安装部件30’。带扣10’具有安装部11’,安装部件30’可以将连接部件20’安装至带扣10’的安装部11’。连接部件20’构造成长条状。在带扣10’中,一些部件设置在安装部11’的正上方。
4.当组装带扣装置1’时,需要首先通过安装部件30’将连接部件20’安装至安装部11’,然后再组装带扣10’的各个部件。这是由于,如果首先对带扣10’进行组装,则因位于安装部11’的正上方的一些部件的阻挡,安装部件30’无法将连接部件20’安装至安装部11’。然而,如果首先将连接部件20’安装至安装部11’,则一方面,由于长条状的连接部件20’体积较大,因此不便于后续的组装工艺;另一方面,由于连接部件20’通常具有多种变型,因此难以构建适合于所有类型的连接部件20’的用于组装带扣装置1’的自动化组装生产线。
5.因此,需要提供一种便于组装的带扣装置。
技术实现要素:
6.本发明的目的在于提供便于组装的带扣装置及其组装方法。
7.本发明提供了一种用于车辆的带扣装置,其包括:带扣,其具有安装部;连接部件,其能够安装至安装部,以用于将带扣连接至车辆,以及安装部件,其能够在带扣的组装状态下,不受阻碍地沿安装方向将连接部件安装至安装部。
8.根据本发明的实施例,带扣包括:底架,安装部设置在底架上;锁止部件,其在锁止位置和非锁止位置之间可旋转地支撑在底架上,在锁止位置,锁止部件与锁舌接合,在非锁止位置,锁止部件与锁舌脱离接合;推出器组件,其可移动地支撑在底架上,推出器组件能够在锁舌的推动下推动锁止部件从非锁止位置移动到锁止位置,并且能够在锁止部件与锁舌脱离接合时,将锁舌从带扣中推出;滑动组件,其可滑动地支撑在锁止部件上,滑动组件能够在锁止部件处于锁止位置时,阻止锁止部件朝向非锁止位置移动;以及操作部件,其可移动地支撑在底架上,其中,推出器组件设置有施力部,操作部件能够在锁止部件处于锁止位置时,被操作以将滑动组件推动到施力部,并且施力部向滑动组件施力,以便允许滑动组件进一步移动,使得带动锁止部件移动到非锁止位置。
9.根据本发明的实施例,滑动组件包括:滑动部件,其可滑动地支撑在锁止部件上;滑动部件弹簧,其收缩地设置在滑动部件与锁止部件之间;以及锁条,当锁止部件处于锁止位置时,锁条抵靠锁止部件以阻止锁止部件朝向非锁止位置移动,其中,在锁止部件从非锁
止位置移动到锁止位置期间,滑动部件沿锁止部件的转动方向压靠锁条,并且操作部件能够在锁止部件处于锁止位置时,压靠锁条以推动滑动部件移动到施力部。
10.根据本发明的实施例,推出器组件包括:推出器部件,其可移动地支撑在底架上;以及推出器部件弹簧,其收缩地设置在推出器部件与锁止部件之间。
11.根据本发明的实施例,施力部形成为倾斜表面。
12.根据本发明的实施例,滑动部件上设置有突伸部,并且锁止部件上设置有孔,其中,突伸部贯穿锁止部件上的孔,并且滑动部件弹簧嵌合在突伸部上。
13.根据本发明的实施例,滑动部件包括两个突伸部,两个突伸部分别位于滑动部件的在带扣的宽度方向上的两端处。
14.根据本发明的实施例,滑动组件具有被施力部,当滑动组件通过操作操作部件而进行移动时,滑动组件的被施力部与施力部相抵靠,其中,被施力部形成为倾斜表面。
15.本发明提供了一种用于组装上述实施例的带扣装置的方法,该方法包括:获取上述实施例的带扣装置的带扣、连接部件和安装部件;组装带扣;以及在组装带扣之后,通过安装部件将连接部件安装至带扣的安装部。
16.根据本发明的实施例,获取上述实施例的带扣装置的带扣包括获取带扣装置的带扣的底架、滑动部件、滑动部件弹簧、锁条、推出器部件、推出器部件弹簧和操作部件,其中,组装带扣的步骤包括:将推出器部件以可滑动的方式安装在底架上;将滑动部件弹簧安装在滑动部件上;将滑动部件以可滑动的方式与锁止部件组装在一起;将滑动部件、滑动部件弹簧和锁止部件安装在底架上;将推出器部件弹簧以收缩的方式安装在推出器部件与锁止部件之间;将锁条安装在底架上;以及将操作部件安装在底架上。
17.在本发明的实施例中,当组装带扣装置时,可以首先组装带扣的各个部件,然后通过安装部件将连接部件安装至安装部。也就是说,在带扣组装完成之后再安装连接部件。由此,避免了先安装连接部件所引起的后续组装工艺不便的问题,并且可以有利于构建高效的用于组装带扣装置的自动化组装生产线。
附图说明
18.图1示出了现有技术的带扣装置。
19.图2a示出了根据本发明的实施例的带扣装置的组装立体图。
20.图2b示出了根据本发明的实施例的带扣装置的分解立体图。
21.图2c示出了根据本发明的实施例的去除了连接部件的带扣装置的立体图。
22.图3a示出了根据本发明的实施例的带扣的组装立体图。
23.图3b示出了根据本发明的实施例的带扣的分解立体图。
24.图4a示出了根据本发明的实施例的处于锁止位置的带扣的剖视图。
25.图4b示出了根据本发明的实施例的处于非锁止位置的带扣的剖视图。
26.图5a示出了根据本发明的实施例的带扣的部分部件的俯视图。
27.图5b示出了图5a所示的带扣的部分部件处于非锁止位置的剖视图。
28.图5c示出了图5a所示的带扣的部分部件处于锁止位置的剖视图。
29.图6a示出了根据本发明的实施例的带扣的部分部件的俯视图。
30.图6b示出了图6a所示的带扣的部分部件处于非锁止位置的剖视图。
31.图6c示出了图6a所示的带扣的部分部件处于锁止位置的剖视图。
32.图7a示出了根据本发明的实施例的带扣的部分部件处于锁止位置的剖视图。
33.图7b示出了图7a所示的带扣的部分部件处于非锁止位置的剖视图。
34.图8示出了根据本发明的实施例的滑动部件和推出器部件组装在一起的立体图。
35.图9示出了根据本发明的实施例的安装有惯性件的底架的立体图。
36.图10示出了根据本发明的实施例的推动器部件的立体图。
37.图11示出了根据本发明的实施例的滑动部件的仰视立体图。
38.图12示出了根据本发明的实施例的用于组装带扣装置的方法的流程图。
具体实施方式
39.下面,将结合附图对本发明的示例性实施例进行详细的描述。然而,本发明不限于下述实施例,而是可以实现多种变型。提供这些实施例的目的在于可以更好地公开本发明并且使本领域的技术人员更好地理解本发明的范围。
40.本文中所使用的方位术语上、下方向分别表示图4a中的上、下方向,左、右方向分别表示图4a中的内、外方向,并且前、后方向分别表示图4a中的左、右方向。
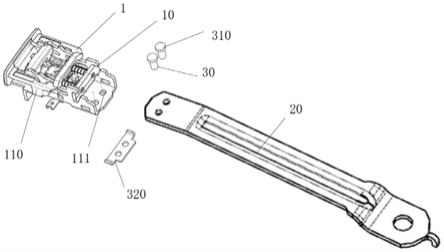
41.图2a和图2b分别示出了根据本发明的实施例的带扣装置的组装立体图和分解立体图,并且图2c示出了根据本发明的实施例的去除了连接部件的带扣装置的立体图。
42.如图2a至图2c所示,带扣装置1包括带扣10、连接部件20和安装部件30。带扣10包括底架110,底架110具有安装部。安装部设置在底架110的一端并且构造为通孔111。例如,通孔111的数量为两个。安装部固定至连接部件20,连接部件20固定至车辆,从而带扣10经由连接部件20固定至车辆。连接部件20呈长条形的板320状。在实施例中,安装部件30包括铆钉310和板320。连接部件20可以被夹持在底架110与板320之间,并且通过插入通孔111的一对铆钉310连接至安装部。带扣装置1构造为在带扣10的组装状态下,安装部件30能够不受阻碍的沿安装方向将连接部件20安装至安装部。
43.在该实施例的带扣装置中,当组装带扣装置时,可以首先组装带扣的各个部件,然后通过安装部件将连接部件安装至安装部。也就是说,在带扣组装完成之后再安装连接部件。由此,避免了先安装连接部件所引起的后续组装工艺不便的问题,并且可以有利于构建高效的用于组装带扣装置的自动化组装生产线。此外,还可以减少生产线的工人的数量,提高组装效率,并且减小组装成本。
44.图3a和图3b分别示出了根据本发明的实施例的带扣的组装立体图和分解立体图,并且图4a和图4b分别示出了根据本发明的实施例的处于锁止位置和处于非锁止位置的带扣的剖视图。
45.如图3a至图4b所示,除了底架110之外,带扣10还包括锁止部件120、推出器组件130、滑动组件140和操作部件150。底架110是基座元件,锁止部件120、推出器组件130、滑动组件140和操作部件150安装至其上。底架110包括两个侧壁112和底板113,并且呈大致u形形状。锁止部件120能够在锁止位置和非锁止位置之间可旋转地支撑在底架110上。在锁止位置,锁止部件120与锁舌2接合,并且在非锁止位置,锁止部件120与锁舌2脱离接合。推出器组件130可移动地支撑在底架110上。推出器组件130能够在锁舌2的推动下推动锁止部件120从非锁止位置移动到锁止位置,并且能够在锁止部件120与锁舌2脱离接合时,将锁舌2
从带扣10中推出。滑动组件140可滑动地支撑在锁止部件120上,并且能够在锁止部件120处于锁止位置时,阻止锁止部件120朝向非锁止位置移动。操作部件150可移动地支撑在底架110上。推出器组件130设置有施力部1335,操作部件150能够在锁止部件120处于锁止位置时,被操作以将滑动组件140推动到施力部1335,并且施力部1335向滑动组件140施力,以便允许滑动组件140进一步移动,使得带动锁止部件120移动到非锁止位置。
46.图5a至图6c分别示出了根据本发明的实施例的带扣的部分部件在锁止位置或非锁止位置的示意图。
47.如图5a至图6c所示并且同时参照图3b,锁止部件120具有主体部121、锁止部122和转动轴123,锁止部122和转动轴123分别设置于主体部121的在带扣10的长度方向(前后方向)上的前端和后端处。主体部121的中间部分开口,以形成弹簧座,推出器部件弹簧132(如下文详细地描述)放置在弹簧座中。弹簧座的后端设置有突出部124,推出器部件弹簧132套设在突出部124上。突出部124从弹簧座的后端向前向下延伸。底架110的两个侧壁112上形成有支撑槽114,转动轴123可旋转地支撑在支撑槽114上。锁止部122可以与锁舌2(见图4b)接合,当接合时,锁止部122可以插入到锁舌2的锁定凹槽20中。
48.推出器组件130包括推出器部件131和推出器部件弹簧132。推出器部件131包括推出器主体133和滑动突出部1333。推出器主体133的前侧具有接触端1331(见图4a),以与锁舌2的后端相接触。推出器主体133的后侧端具有容纳槽1332,以用于容纳推出器部件弹簧132的前端部。滑动突出部1333从推出器主体133的左右两侧突出。底架110上形成有推出器插槽115,该推出器插槽115沿底架110的前后方向形成在两个侧壁112的下端的中间,滑动突出部1333可以插入推出器插槽115(见图3b)中。由此,推出器部件131可移动地支撑在底架110上。
49.推出器部件弹簧132收缩地设置在锁止部件120与推出器部件131之间,并且如上所述,推出器部件弹簧132的前端插入推出器部件131的容纳槽1332中,其后端套设在锁止部件120的突出部124上。因此,推出器部件弹簧132沿逆时针方向对锁止部件120施力,使得锁止部件120向锁止位置移动,并且推出器部件弹簧132向锁舌2的方向对推出器部件131施力。
50.滑动组件140包括滑动部件141、滑动部件弹簧142和锁条143。滑动部件141具有沿带扣10的长度方向延伸的突伸部1411,锁止部件120的转动轴123上设置有相应的孔123a(见图3b)。突伸部1411贯穿锁止部件120上的孔123a,并且能够沿孔123a滑动,从而滑动部件141可滑动地支撑在锁止部件120上。滑动部件弹簧142嵌合在突伸部1411上,并且收缩地设置在滑动部件141与锁止部件120之间。因此,滑动部件弹簧142沿顺时针方向对锁止部件120施力,并且向锁舌2的方向对滑动部件141施力。
51.在实施例中,滑动部件141包括两个突伸部1411,两个突伸部1411分别位于滑动部件141的在带扣10的宽度方向(左右方向)上的两端处。滑动部件弹簧142分别嵌合在相应的突伸部1411上。
52.图7a和图7b分别示出了根据本发明的实施例的带扣的部分部件处于锁止位置和非锁止位置的剖视图。图8示出了根据本发明的实施例的滑动部件和推出器部件组装在一起的立体图。
53.如图7a至图8所示,滑动部件141上设置有导向槽1412。锁止部件120的主体部121
的左右侧端分别设置有用于引导滑动部件141的导轨部1211。导向槽1412可以与导轨部1211相嵌合,以使滑动部件141能够相对于锁止部件120滑动。
54.底架110的两个侧壁112上分别形成有配合槽116,锁条143支撑在配合槽116上并且从两个侧壁112向外侧突出(见下图12)。在每个侧壁112上,配合槽116包括沿带扣10的长度方向延伸的第一槽1161和从第一槽1161向上并向后倾斜地延伸的第二槽1162。该第一槽1161和第二槽1162相连通,锁条143可以沿着第一槽1161和第二槽1162移动。锁条143位于滑动部件141与锁止部件120之间,见图6b和图6c。
55.返回参照图3b,操作部件150设计为按钮的形式,并且安装在底架110的前方。底架110的两个侧壁112的前端处形成有导向孔117,操作部件150具有的导向肋部151插入导向孔117中,并且在导向孔117中沿带扣10的长度方向可滑动地移动。锁舌2(见图4b)能够插入到操作部件150与底架110的底板113之间。当释放锁舌2的锁定时,按压操作部件150,以释放锁舌2和锁止部件120之间的锁定。导向肋部151从操作部件150的两个侧壁112的内表面突出。
56.按压凹槽152凹陷地形成于操作部件150的两个侧壁112的内表面,并且位于导向肋部151的后方。锁条143的两端可以插入到按压凹槽152中,当向后按压操作部件150时,锁条143能够随操作部件150一起向后移动。
57.图9示出了根据本发明的实施例的安装有惯性件的底架的立体图。
58.如图9所示并且再次参照图3b,带扣装置1还具有惯性件160。惯性件160设置在操作部件150的内部,以阻止推出器部件131由于预紧器操作期间产生的惯性力而被释放。惯性件160包括块体161、铰链销162和导向销163。铰链凹槽153凹陷地形成于操作部件150的内底部,以使铰链销162插入铰链凹槽153中。底架110的两个侧壁112上形成有导向销凹槽118,以容纳从块体161的左右两侧伸出的导向销163。导向销163能够在导向销凹槽118内转动,并且被限制于操作部件150的内侧,以使惯性件160不会在左右方向上发生偏移。从块体161中伸出两个臂164,每个臂164呈现出一个爪状末端部。该爪状末端部用于在锁止位置作用在锁条143上。
59.图10和图11分别示出了根据本发明的实施例的推出器部件和滑动部件的立体图。
60.如图10和图11所示,推出器主体133具有向上延伸的竖直壁1334。竖直壁1334位于推出器主体133的后端,并且大致位于推出器主体133的在带扣10的宽度方向上的中间位置。竖直壁1334的前侧设置有由倾斜面构成的施力部1335。滑动部件141的下表面设置有由倾斜面构成的被施力部1413,该被施力部1413与施力部1335彼此相对。施力部1335挤压被施力部1413,从而向使锁止部件120与锁舌2脱离锁合的方向对滑动部件141和锁止部件120施力。
61.下面,对根据本发明的实施例的带扣的锁止和释放动作进行说明。
62.在带扣10的非锁止位置处,当从带扣10的前端部插入锁舌2时,锁舌2的后端与推出器部件131的接触端1331相抵接,从而向后挤压推出器部件131。随着锁舌2的插入,推出器部件弹簧132的前端向后移动并收缩。因此,推出器部件弹簧132向后挤压推出器部件131的突出部124,从而使锁止部件120带动滑动部件141向锁止位置(沿逆时针方向)旋转。因此,锁止部件120的锁止部122插入到锁舌2的锁定凹槽20中,于是锁止部件120处于锁止位置。
63.此外,当滑动部件141沿逆时针方向旋转时,压靠锁条143以使锁条143移动,从而锁条143从第二槽1162滑动至第一槽1161的前端位置处。锁止部件120的前端的上表面被锁条143顶住。因此,由于锁条143将锁止部件120保持在锁止位置,锁止部件120可以牢固地保持锁舌2与带扣10的锁止状态,而不会使锁舌2从带扣10中脱出。此外,由于此时,滑动部件弹簧142对滑动部件141向前施力,因此,滑动部件141向前挤压操作部件150,故可以将操作部件150保持在非操作位置。
64.在带扣10的锁止位置处,当向后按压操作部件150时,操作部件150向后移动。操作按钮向后挤压锁条143,锁条143压靠滑动部件141,以使滑动部件141抵靠滑动部件弹簧142的弹力而向后移动。滑动部件弹簧142的弹力随着操作部件150继续向后移动而变大,因此,锁止部件120借助于该弹力向非锁止位置(沿顺时针方向)旋转。
65.滑动部件141的被施力部1413与推出器部件131的施力部1335抵接,从而向后挤压施力部1335。具体而言,被施力部1413向与倾斜面垂直的方向挤压施力部1335。因此,推出器部件131抵抗弹簧的弹力向后移动。当推出器部件131向后开始移动时,由于推出器部件弹簧132变短,因此,挤压推出器部件131的推出器部件弹簧132的弹力逐渐变大。借助于该弹力产生的反作用力,施力部1335向与倾斜面垂直的方向挤压被施力部1413。因此,滑动部件141具有向上运动的趋势。此外,当滑动部件141向后运动时,锁条143与第一槽1161脱离,并且倾斜地向上向后进入第二槽1162。因此,锁条143不再压靠锁止部件120,从而允许锁止部件120向非锁止位置(沿顺时针方向)旋转。
66.与现有技术的带扣装置相比,根据本发明的实施例的带扣装置具有相同的带扣长度,并且根据本发明的实施例的带扣装置可以在维持锁止和释放性能的同时便于组装。
67.应当理解,只要在带扣的组装状态下,安装部件能够不受阻碍地沿安装方向将连接部件安装至安装部,则带扣装置并不限于上述实施例,并且还可以是其他构造。
68.下面,描述根据本发明的实施例的用于组装带扣装置1的方法。
69.图12示出了根据本发明的实施例的用于组装带扣装置1的方法的流程图。如图12所示,用于组装带扣装置的方法包括以下步骤。
70.首先,获取如上所述的带扣装置1的各个部件,即,带扣10、安装部件30和连接部件20。
71.其次,对带扣10进行组装。带扣10的组装过程包括:将推出器部件131以可滑动的方式安装在底架110上;将滑动部件弹簧142套设在滑动部件141的突伸部1411上;将滑动部件141以可滑动的方式与锁止部件120组装在一起;将滑动部件141、滑动部件弹簧142和锁止部件120安装在底架110上;将推出器部件弹簧132以收缩的方式安装在推出器部件131与锁止部件120之间;将锁条143安装在底架110上;将惯性件160安装在底架110上;以及将操作部件150安装在底架110上。
72.最后,通过铆钉310和板320将连接部件20安装至带扣10的底架110上。
73.应当理解,只要最终将带扣10的各个部件组装在一起,带扣10的组装方式并不限于此。例如,滑动部件141、滑动部件弹簧142和锁止元件的组装可以在将推出器部件131安装在底架110上之前完成。插入锁条143的步骤也可以在插入推出器部件弹簧132之前完成。
74.最后,在组装带扣10之后,通过安装部件30(即,铆钉310和板320)沿安装方向将连接部件20安装至带扣10的安装部。
75.在该实施例的用于组装带扣装置的方法中,当组装带扣装置时,可以首先组装带扣的各个部件,然后通过安装部件将连接部件安装至安装部。也就是说,在带扣组装完成之后再安装连接部件。由此,避免了先安装连接部件所引起的后续组装工艺不便的问题,并且可以有利于构建高效的用于组装带扣装置的自动化组装生产线。
76.如前所述,尽管说明中已经参考附图对本发明的示例性实施例进行了说明,但是本发明不限于上述具体实施方式,本发明的保护范围应当由权利要求书及其等同含义来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1