雨刷臂的制作方法
本发明涉及一种用于车辆擦拭系统的雨刷臂,其中,所述雨刷臂具有一保持机构,该保持机构被设置用来固持一雨刷片,其中,所述保持机构的一端部安装在载体元件上,该载体元件能够被紧固在所述车辆上。
背景技术:
由擦拭杆和紧固部件所组成的雨刷臂是众所周知的,其中,该紧固部件安装在车辆的擦拭系统的输出机构上,从而能够产生所述雨刷臂的摇摆运动。在所述雨刷臂上所安装的雨刷片能够由此在待要擦拭的车辆玻璃上方被摇摆地引导。所述雨刷臂是由金属制成,并且具有尖锐的边缘,该边缘的半径小于1毫米。
技术实现要素:
本发明所基于的任务是:提供一种的雨刷片,该雨刷片具有尽可能地较少的数量的尖锐的边缘。
所述任务根据本发明以此来解决:在所述保持机构和载体元件之间的过渡部的和/或保持机构的区域中设置了防护装置或者说防护措施(vorkehrung),从而在该区域中避免了尖锐的边缘。在所述保持机构和载体元件之间的过渡部的特征在于连接方面的措施,如拼合或者说压绉(krimpen)、铆接、熔焊和/或钎焊或其它的措施,该措施将所述保持机构和载体元件刚性地相互连接起来。在过渡部上,下述边缘能够在这里保留:该边缘通过所述防护装置而例如被倒圆和/或被覆盖。由此能够例如减小受伤危险。所述区域包括所述保持机构的和/或过渡部的至少所有的边缘,该边缘沿着所述车辆的行驶方向而偏离地指向。所有的边缘也能够被所述区域所包括。
一种有利的改进方案能够包含的是:所述保持机构是杆状的或管状的结构,该保持机构的自由的端部被设置用来紧固一雨刷片,并且该保持机构的对置着的端部在所述载体元件中插着。在所述杆状的或管状的结构上,为了连接所述雨刷片,在自由的端部上构造了适配器。在所述杆状的或管状的结构的、与所述自由的端部对置着的端部上,将所述过渡部定位在保持机构和载体元件之间。所述杆状的或管状的结构尤其插在所述载体元件中,并且被该载体元件在一端部处抓握着。所述载体元件能够从板片或者说薄板冲压弯曲而来。所述保持机构能够通过一拼合工序或者说压绉工序(krimpprozess)被紧固在所述载体元件上。
有利地,能够将一覆层施加到所述保持机构的和/或过渡部的所述区域上,该覆层尤其包含金属、塑料和/或橡胶。所述覆层覆盖所述边缘,从而使得该边缘不再直接地暴露出来。所述覆层围绕着所述边缘,并且一方面在该覆层的、位于该边缘的所述区域中的外表面上产生半径,该半径大于所述边缘的半径;并且另一方面,能够为所述覆层选择比所述边缘的材料优选地更柔软的和/或更有弹性的材料。由此,使得受伤危险得以强烈地最小化。
特别优选地,所述覆层能够通过膜片而制造出来,该膜片是有弹性的和/或热收缩的。以这种方式,所述膜片能够得以扩展,并且被牵拉到所述保持机构上。在这种情况下有利的是,所述膜片以软管状地或长筒袜状地成形。在此,所述膜片能够通过有弹性的放松而牢固地紧贴到所述保持机构上。可以替代的或可以补充的是:能够通过热输入(hitzeeintrag)或冷输入(kälteeintrag)来引起所述膜片进行收缩,并且由此达到在所述保持机构上的牢固的配合。可以替代的或可以补充的是:能够使用一例如通过热的和/或化学的工序所粘贴上的粘合膜片。通过所述膜片,在所述过渡部的和/或保持机构的区域中的所述边缘得以覆盖。
此外,所述覆层能够是套管状的元件,该套管状的元件被牵拉到所述保持机构上,并且尤其地无折痕地连接到所述过渡部上。所述套管状的元件能够锥形地构造,其中,在所述逐渐变细的部分上构造了一开口,通过该开口插着所述保持机构。在所述套管状的元件的更宽的端部上贴靠着所述过渡部。所述套管状的元件能够由橡胶状的材料或塑料或金属来制造。在这种情况下,特别地,在保持机构和载体元件之间的所述过渡部的边缘被钝化了。在这种情况下,特别地,所述过渡部的边缘未被覆盖,而是所述套管状的元件贴靠到所述过渡部的、构成了该边缘的侧面上。每个边缘通过两个相互以一角度收尾的侧面所构成,其中,该侧面是构成了所述保持机构的和/或载体元件的外表面的表面。
尤其地,为了使得所述覆层牢固地保持在所述保持机构上,能够使至少一个阻力机构成形。所述阻力机构能够优选地被构成为一沟纹和/或粘结剂。例如,所述套管状的元件能够由此以结实的方式被安置。
一种替代的实施方式包含的是:所述覆层是熔焊的或钎焊的材料,该材料尤其对于在所述过渡部的区域中的边缘倒圆角。在此,能够将一种金属的附加材料装入到被定位在所述过渡部的区域中的凹槽里,从而例如形成一半径,该半径连接到各自的所述边缘上,并且覆盖该边缘的侧面。
一种覆盖所述边缘的可行方案在于,将所述覆层设置为粉末化的(aufgepulverte)并且融化的或喷射的或涂抹的塑料。例如,能够设置含环氧的塑料的、静电的粉末(aufpulvern)。这样的设置特别好地适应于批量生产。
为了在没有附加的材料的情况下获得被倒圆的边缘,所述过渡部的边缘能够通过一冷改型工序或切削成型工序来变形。例如,能够通过一冲头(stempel)、通过一磨削元件(schleifelement)和/或一切削楔形件(schneidkeil)来使得所述边缘这样地变形:使得该边缘具有比在改型之前更大的半径。
不言而喻的是,前面所提及的以及后面还将要说明的特征不仅仅在各自所规定的组合中是能使用的,而且在其它的组合中也是能使用的。尤其地,用于对于所述边缘进行覆盖和倒圆的不同的防护装置能够相互地组合。此外能够不设置倒圆部,而设置对于所述边缘所进行的倒斜角或压平。可以替代的或可以补充的是:所述边缘的角度能够得以增大。原则上,一保障元件也能够布置在所述适配器的能旋转的上方部分中。本发明的范围仅仅通过所述权利要求来限定。
接下来借助于一实施例以附图为参考来对本发明进行进一步的解释。
附图说明
附图示出了:
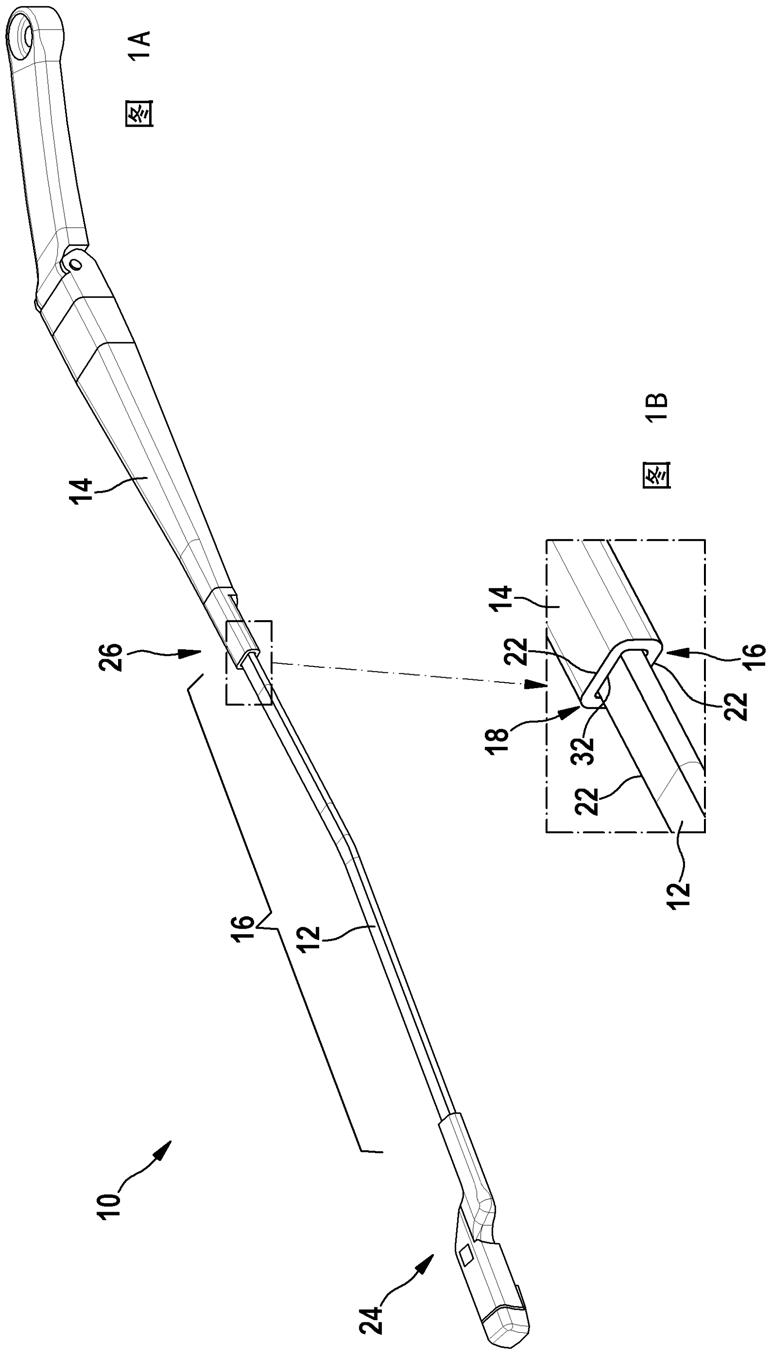
图1一种不含用来避免尖锐的边缘的防护装置的雨刷臂;
图2一种带有在所述保持机构和过渡部上所安置的膜片的雨刷臂;
图3一种带有在所述过渡部上所涂抹的附加材料的雨刷臂;
图4一种用来对在所述过渡部上的边缘进行改型的制造方法;
图5一种带有在所述过渡部上的套管的雨刷臂。
附图标记列表:
1径向的方向
10雨刷臂
12保持机构
14载体元件
16区域
18过渡部
20防护装置
22边缘
24自由的端部
26对置的端部
28覆层
30阻力机构
32凹槽。
具体实施方式
图1展示了一种包括一保持机构12的雨刷臂10,该保持机构由扁平的材料制造为金属杆。所述保持机构12与载体元件14刚性地连接。所述载体元件14被安装在车辆的擦拭系统的驱动装置上,其中,该驱动装置将所述雨刷臂10置于摇摆运动中。在所述保持机构12的自由的端部24上能够安装一雨刷片,该雨刷片在所述摇摆运动期间清扫一车辆玻璃。对置着的端部26例如通过压接或者说压绉(verkrimpung)而紧固地布置在载体元件14中。所述载体元件14由板片所成形,并且在所述保持机构12和载体元件14之间的过渡部18的区域16中,构造了该载体元件14的边缘22,该边缘朝着自由的端部24的方向指向。此外,该边缘沿着所述车辆的行驶方向指向外面。所述保持机构12的扁平的材料也具有一边缘22,该边缘沿着该保持机构12的全部的区域16延伸。
所述过渡部18的区域16以及所述保持机构12的区域16的一部分被展示在图1b中。所述边缘22通过所述保持机构12的以及载体元件14的平坦的侧面而构成。构成了所述边缘22的此侧面围成一角度。在所述保持机构12和载体元件14之间,凹槽32被构造在所述过渡部18的区域中,该凹槽通过朝向所述保持机构12的载体元件14的侧面以及保持机构12的侧面所构成。
在图2中画出了防护装置20,以便覆盖位于所述区域16中的边缘22。为此,设置了以膜片的形式的覆层28,其中,该膜片被软管状地构造。该膜片能够包含塑料和/或橡胶。此外,该膜片能够是有弹性的,或者能够通过热处理或冷处理而收缩。如果所述膜片被牵拉到所述区域16上并且被牵拉到所述过渡部18的和/或保持机构12的边缘22上方,那么该边缘22就被覆盖了。在此,所述膜片能够被有弹性地拉伸,并且牵拉到所述区域16的上方。可以替代的是:所述膜片被布置到所述区域16上,并且进行热处理,以便产生收缩。可以替代的是:所述膜片能够被粘贴上。在这种情况下,所述膜片能够要么软管状地、要么片状地成形。所述膜片能够被缠绕到所述区域16上,以便以后粘贴到所述边缘的上方。所述粘贴能够热地或化学地实现。
图3展示了替代的防护装置20。在图3a中示出了一不具有防护装置的雨刷臂10。图3d中的所述过渡部18的区域16设有覆层28,该覆层借助于熔焊和/或钎焊而涂覆到所述过渡部16的凹槽32中。所述覆层28是金属的附加材料,该金属的附加材料被环状地、围绕在所述保持机构12四周地接合到所述凹槽32中,正如在图3b中所示出那样。此外,在被压绉的区域(该区域可以在图3c中看见)的下侧面上、沿着邻接线(在该邻接线上所述载体元件14的板片的边缘相互毗连),覆层28同样通过熔焊和/或钎焊得以嵌入。
在图4中展示了用于对所述边缘22进行倒圆角的方法。代替所述倒圆角,也能够对于所述边缘22的角度进行增大、倒斜角或使其变平坦。在此,所述过渡部18的边缘22利用一冲头32来进行冷改型,它从径向的方向1被引导到所述过渡部18上。这通过从该冲模的第一位置321到第二位置322中的行程来实现,在该第二位置中发生了所述成型。该成型能够在压绉工序(krimpprozess)期间进行,借助于该压绉工序,所述保持机构12被紧固在所述载体元件14中。在此,所述边缘22被成型了,并且优选地,所述凹槽32同时地被一起成型。
图5a展示了一种替代方案,在该替代方案中套管状的防护装置20被采取为覆层28,其中,所述套管状的部分被推到所述保持机构12上,直到该套管状的部分碰撞到所述过渡部18的边缘22上。所述套管状的部分的逐渐变细的端部围绕着所述杆状的保持机构12,而该套管状的部分的加宽的端部在凹槽32的所述区域中贴靠在所述载体元件14上。所述过渡部18的边缘22的侧面通过所述套管状的部分来覆盖,从而使得该边缘22不暴露出来。
图5b展示了一阻力机构30,该阻力机构通过在过渡部18的所述区域中的沟纹来构成。所述沟纹用来紧固所述套管状的部分,其方法是:该套管状的部分与该套管状的部分的内侧面共同作用。这提高了摩擦阻力。
- 还没有人留言评论。精彩留言会获得点赞!