一种车载氢系统集成工装的制作方法
1.本实用新型及车载氢系统集成技术领域,具体地说,涉及一种燃料电池物流车/重卡车载氢系统集成过程中,用于装配储氢瓶时使用的车载氢系统集成工装。
背景技术:
2.车载氢系统中选用的储氢瓶为铝内胆纤维缠绕iii型气瓶,其瓶体组成为铝内胆+碳纤维层+玻璃纤维层,由于其外形结构及最外层玻璃纤维光滑、易损特性,在装配到车载氢系统框架过程中,吊装、调整角度等十分不便。
3.当前,车载氢系统集成厂家,多采用人工抬运的方式,即:先将储氢瓶一端先吊装进车载氢系统框架,搁置在框架内气瓶底座上,然后,通过人工抬运储氢瓶,逐步将储氢瓶整体推入框架内;最后,根据安装尺寸及角度要求,抬起储氢瓶推拉、旋转至合适位置。该方式易磕伤瓶体,且工人劳动强度大、效率较低。随着国内燃料电池汽车行业快速发展,此问题逐渐成为困扰车载氢系统集成厂家的一大难题。
技术实现要素:
4.本实用新型的目的在于,提供一种车载氢系统集成工装,以解决上述的技术问题。
5.为解决上述问题,本实用新型所采用的技术方案是:
6.一种车载氢系统集成工装,其特征在于:包括底座组件和卡接装置;所述底座组件包括弧形板、设在弧形板一端并与弧形板为一体结构的l形板、设在弧形板另一端并与弧形板为一体结构的套管,以及若干个均匀固定在弧形板内弧面上的万向球组,所述套管上装配有若干个调节螺栓,所述l形板上设有若干个条形孔;所述卡接装置呈u形,横向设置,其顶板搭接在l形板上,并设有若干个条形孔;所述卡接装置的条形孔与l形板的条形孔一一对齐,并装配有调节螺栓。
7.进一步地说,所述l形板的中部设有呈直角三角形结构的加强板,所述卡接装置的顶板上设有与加强板相对应的条形口。
8.再进一步说,所述弧形板的两端底部分别固定有支撑板,两个支撑板左右对称。
9.有益效果:与现有技术相比,本实用新型中的万向球组与储氢瓶直接接触,承载储氢瓶的重量,实现在不抬起的情况下移动、旋转储氢瓶,在储氢瓶吊装至车载氢系统框架后的装配过程中,不仅能有效减少推拉及旋转储氢瓶的劳动强度,提高工作效率,而且,能有效避免框架内部多金属边角的紧凑环境中,抬高储氢瓶推拉、旋转造成的储氢瓶损伤。
附图说明
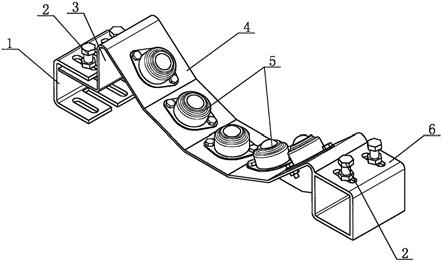
10.图1为本实用新型一种实施例的立体结构示意图;
11.图2为本实用新型一种实施例的侧视结构示意图;
12.图3为本实用新型所述集成工装装配在车载氢系统框架的示意图;
13.图4为装配有储氢瓶的示意图。
具体实施方式
14.下面结合附图和具体实施方式对本实用新型作进一步说明。
15.实施例:
16.参照图1
‑
2,本实施例所述的车载氢系统集成工装,包括底座组件和卡接装置1;所述底座组件包括弧形板4、设在弧形板4一端并与弧形板4为一体结构的l形板3、设在弧形板4另一端并与弧形板4为一体结构的套管6,以及若干个均匀固定在弧形板4内弧面上的万向球组5。所述弧形板4的圆心与储氢瓶10的圆心相重合;所述套管6上装配有若干个调节螺栓2,所述l形板3上设有若干个条形孔。
17.所述卡接装置1呈u形,横向设置,其顶板搭接在l形板3上,并设有若干个条形孔;所述卡接装置1的条形孔与l形板3的条形孔一一对齐,并装配有调节螺栓2。
18.所述l形板3的中部设有呈直角三角形结构的加强板7,所述卡接装置1的顶板上设有与加强板7相对应的条形口。所述弧形板4的两端底部分别固定有支撑板8,两个支撑板8左、右对称。
19.如图3所示,储氢瓶10装配前,将车载氢系统集成工装沿储氢瓶10的实际装配方向均匀布置,并将其固定到车载氢系统框架9上。固定车载氢系统集成工装时,l形板3搭在外侧的横杆91上,并用卡接装置1将l形板3和外侧的横杆91卡紧,再用调节螺栓2紧固,再用一根方管92贯穿各个车载氢系统集成工装的套管6,并将方管92的两端搭接在车载氢系统框架9上,再通过调节螺栓2将套管6与方管92紧固。
20.装配储氢瓶10时,先将储氢瓶10的一端吊装进车载氢系统框架9,将该端部搁置在预先固定好的工装的万向球组5上,然后,通过在另一端推运储氢瓶10,将储氢瓶10整体推入车载氢系统框架9内,并根据安装尺寸及角度要求,在不抬起储氢瓶10的情况下,将储氢瓶10推拉、旋转至合适位置,图4所示。万向球组5与储氢瓶10直接接触,承载储氢瓶10的重量,实现在不抬起的情况下移动、旋转储氢瓶10,保护储氢瓶10外层的玻璃纤维不被划伤。
21.储氢瓶10就位后,拧松调节螺栓2,拆下卡接装置1,将车载氢系统集成工装分别从储氢瓶10两端取下。
22.本实用新型中未详述的相关技术内容为本技术领域的常规技术手段或者公知常识。
23.以上仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构,直接或间接运用在其他相关的技术领域,均同理在本实用新型的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1