汽车车门用玻璃导槽的制作方法
1.本实用新型涉及一种汽车车门用玻璃导槽,在汽车上设置有车门,所述汽车车门用玻璃导槽被安装在该车门上。
背景技术:
2.有这样一种设置在汽车侧部的车门:该车门具有保持车窗玻璃的周缘部的车窗框。在这种具有车窗框的车门上,设置有用来对车窗框与车窗玻璃之间的间隙进行密封的玻璃导槽。
3.专利文献1的图3所公开的玻璃导槽从车室外侧被安装到车窗框上。出于例如车辆外观设计上的需要,有时会采用像专利文献1所公开的玻璃导槽那样的从车室外侧安装到车窗框上的玻璃导槽。
4.专利文献1的玻璃导槽的装饰部由硬质树脂制成,该装饰部由位于车室外侧且沿上下方向延伸的底壁、从底壁的下端部朝车室内侧延伸的玻璃导槽侧侧壁、以及从底壁的上端部朝车室内侧延伸的车身侧侧壁构成。在底壁的车室外表面上安装有在前后方向上较长的带状装饰部件。装饰部件由合成树脂叠层膜、不锈钢薄膜、在表面形成有装饰图案的膜等构成。
5.专利文献1:日本公开专利公报特开2014-196051号公报
技术实现要素:
6.-实用新型要解决的技术问题-
7.专利文献1所公开的装饰部一般是挤压成型出来的,因而将挤压成型出来的直线状部件切成所希望的长度来用作玻璃导槽的一部分。另一方面,由于车窗框通常为按照车身的车顶形状弯曲的形状,因此需要使直线状的装饰部与车窗框的弯曲形状相应地弯曲并将该装饰部安装到该车窗框上。
8.此时,考虑到:由于专利文献1的装饰部整体由硬质树脂制成,且是底壁、玻璃导槽侧侧壁以及车身侧侧壁一体化而成的高刚性部件,因此在安装到车窗框上时难以弯曲,安装作业性差。
9.因此,可以想到:通过在装饰部的内部埋入芯部件,并用弯曲弹性模量低的材料制成该芯部件以外的部分,从而在安装到车窗框上时易于使装饰部弯曲。
10.但是,已经清楚的是:如果像专利文献1那样考虑安装带状装饰部件的话,则可能出现以下问题。也就是说,如果采用在装饰部的内部埋入芯部件的结构,则装饰部的车室外侧部分由刚性比芯部件低很多的材料制成,装饰部件被安装在该刚性低的部分上。其结果是,由于刚性低的材料位于装饰部件的背面侧,因此,例如在物品等碰到装饰部件时,无法用装饰部抑制装饰部件变形,装饰部件的变形量增大,由于其变形所产生的痕迹(以下称为压痕)容易残留在装饰部件上。装饰部件是车辆的外部部件,容易引人注目,因此存在下述问题:如果残留压痕的话,则容易造成外观不良。
11.本实用新型正是为解决上述技术问题而完成的,其目的在于:当将装饰部件安装在玻璃导槽的车室外侧时,在不使安装到车窗框上的安装作业性恶化的情况下,抑制在装饰部件上产生压痕。
12.-用于解决技术问题的技术方案-
13.为了达到上述目的,在本实用新型中,在装饰部的车室外侧设置弯曲弹性模量高的基础部件,将装饰部件固定在该基础部件上。
14.第一方面的实用新型涉及一种汽车车门用玻璃导槽,其被从车室外侧安装到玻璃导槽安装板部上,所述玻璃导槽安装板部形成在车窗框的上边部并朝车室外侧延伸,所述车窗框以形成汽车车门上的车窗开口的方式延伸,该汽车车门用玻璃导槽对该车窗框与车窗玻璃之间的间隙进行密封,其特征在于:所述汽车车门用玻璃导槽包括:装饰部,其具有上壁部、下壁部以及车室外侧壁部,且由弹性体制成,所述上壁部沿着所述玻璃导槽安装板部的上表面延伸,所述下壁部沿着所述玻璃导槽安装板部的下表面延伸,所述车室外侧壁部从所述上壁部的车室外侧朝下方延伸并与所述下壁部的车室外侧相连;芯部件,其被埋入所述装饰部;基础部件,其设置在所述车室外侧壁部的车室外侧,并且由弯曲弹性模量比制成所述装饰部的材料高的材料制成;以及装饰部件,其被固定在所述基础部件的车室外侧。
15.根据该构成方式,由于装饰部由弹性体制成,并且在该装饰部埋入有芯部件,因此装饰部整体的弯曲刚性不会过高并能适当地确保该弯曲刚性。这样一来,在将玻璃导槽安装到车窗框的上边部时,玻璃导槽容易沿着该车窗框的形状弯曲,从而能够避免安装作业性恶化。
16.由于装饰部件被固定在由具有高弯曲弹性模量的材料制成的基础部件上,因此例如在物品等碰到装饰部件时,位于装饰部件的背面侧的基础部件不易变形,因而能够抑制装饰部件产生变形。因此,装饰部件的变形量变小,难以形成压痕。
17.第二方面的实用新型的特征在于:所述基础部件的材料的弯曲弹性模量在850mpa以上。
18.也就是说,如果基础部件的材料的弯曲弹性模量不足850mpa,则在对安装到车窗框上之前的玻璃导槽进行处理时、或者在安装到车窗框上后正常使用该玻璃导槽时,容易产生压痕,但通过使弯曲弹性模量在850mpa以上,则除了故意留下痕迹那样的行为之外,在上述那样的情况下几乎不会形成压痕。即使形成压痕,也为肉眼难以分辨的极小的压痕。
19.从抑制压痕产生的观点出发,基础部件的材料的弯曲弹性模量优选在900mpa以上,更优选在950mpa以上。基础部件的材料的弯曲弹性模量优选设在4500mpa以下。原因在于:如果基础部件的材料的弯曲弹性模量超过4500mpa,则在将基础部件安装到车窗框上时,装饰部难以弯曲。
20.第三方面的实用新型的特征在于:所述基础部件沿车辆前后方向连续延伸,并且从所述车室外侧壁部的上端部连续设置到下端部。
21.根据该构成方式,由于基础部件被设置成覆盖车室外侧壁部的大部分,因此在将装饰部件从车室外侧壁部的前端部一直设置到后端部的情况下,能够在大范围内抑制该装饰部件产生压痕。
22.第四方面的实用新型的特征在于:所述基础部件的厚度被设定在2mm以下。
23.也就是说,如果基础部件的厚度超过2mm,则装饰部的弯曲刚性变得过高,在将装饰部安装到车窗框的上边部时,有时难以使该装饰部沿着该车窗框的形状弯曲,但通过将基础部件的厚度设定在2mm以下,则能够防止装饰部的弯曲刚性因基础部件变得过高,从而能够避免安装到车窗框的上边部的安装作业性恶化。
24.第五方面的实用新型的特征在于:所述装饰部件以从所述基础部件的上端部连续固定到下端部的方式设置在该基础部件上。
25.也就是说,如果使固定有装饰部件的直线状装饰部沿着车窗框的形状弯曲,则与位于弯曲外侧的部分相比,位于弯曲内侧的部分的长度变短,由此,就有可能在装饰部件的位于弯曲内侧的部分产生褶皱。在本构成方式中,由于将装饰部件以从弯曲刚性高的基础部件的上端部连续固定到下端部的方式设置在该基础部件上,因此在装饰部件上难以产生褶皱。
26.第六方面的实用新型的特征在于:所述基础部件的上端部和下端部朝车室内侧弯折。
27.根据该构成方式,由于基础部件的上端部和下端部埋入装饰部的车室外侧壁部,因此固定在基础部件上的装饰部件的上端部和下端部难以剥离。
28.-实用新型的效果-
29.根据第一方面的实用新型,在由弹性体制成的装饰部中埋入芯部件,在装饰部的车室外侧壁部设置高弯曲弹性模量的基础部件,并将装饰部件固定在该基础部件上,因此能够在不使安装到车窗框的安装作业性恶化的情况下抑制压痕产生。
30.根据第二方面的实用新型,通过将基础部件的材料的弯曲弹性模量设定在850mpa以上,从而能够抑制在通常情况下产生压痕。
31.根据第三方面的实用新型,由于基础部件沿车辆前后方向连续延伸且从车室外侧壁部的上端部连续设置到下端部,因此能够在大范围内抑制装饰部件产生压痕。
32.根据第四方面的实用新型,通过将基础部件的厚度设定在2mm以下,从而能够抑制在装饰部件上产生压痕,并且能够防止装饰部的弯曲刚性过高,确保安装到车窗框的上边部的安装作业性良好。
33.根据第五方面的实用新型,由于装饰部件以从基础部件的上端部连续固定到下端部的方式设置在该基础部件上,因此在使固定有装饰部件的直线状装饰部沿着车窗框的形状弯曲时,在装饰部件上难以产生褶皱,从而能够使车辆的外观美观性良好。
34.根据第六方面的实用新型,由于基础部件的上端部和下端部朝车室内侧弯折,因此能够抑制装饰部件剥离。
附图说明
35.图1是从车室外侧观察到的包括实施方式所涉及的汽车车门用玻璃导槽的汽车车门的图。
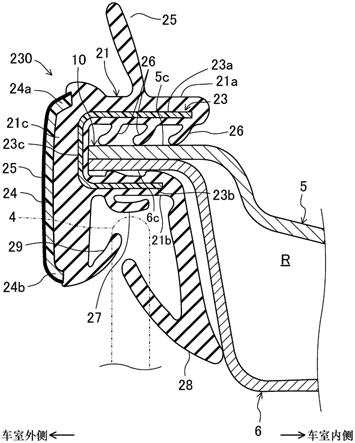
36.图2是沿图1中的ii-ii线剖开的剖视图。
37.图3是安装到车窗框上之前的汽车车门用玻璃导槽的剖视图。
38.符号说明
39.1-汽车车门;3-车窗框;3c-框上边部;7-车窗开口;10-玻璃导槽安装板部;
21-玻璃导槽主体(装饰部);21a-上壁部;21b-下壁部;21c-车室外侧壁部;23-芯部件;24-基础部件;25-装饰部件。
具体实施方式
40.下面,参照附图对本实用新型的实施方式进行详细的说明。需要说明的是,以下对优选实施方式的说明在本质上仅为举例说明而已,并没有限制本实用新型、其应用对象或其用途的意图。
41.(车门的结构)
42.图1是从车室外侧观察到的包括本实用新型的实施方式所涉及的汽车车门用玻璃导槽20的汽车车门1的侧视图。该汽车车门1是设置在汽车(未图示)侧部的前侧的前车门,该汽车车门1将形成在汽车侧部的前侧的开口部(未图示)打开、关闭。当在汽车侧部设置有后车门的情况下,也可以将本实用新型应用于设置在后车门处的玻璃导槽,但未图示。
43.需要说明的是,在该实施方式的说明中,将车辆前侧简称为“前”,将车辆后侧简称为“后”。
44.汽车车门1具有构成该汽车车门1的大致下半部分的车门主体2和构成大致上半部分的车窗框3。车门主体2的前端部经由具有沿上下方向延伸的转轴的铰链安装在车身的柱子上,但未图示。车门主体2由内板(未图示)和外板2a构成,并且内板和外板2a是由钢板等构成的。在车门主体2的内部能够收纳进行升降动作的车窗玻璃4和用来让车窗玻璃4进行升降动作的升降装置(未图示)等。
45.车窗框3发挥保持车窗玻璃4的周缘部的框架的作用,并且以形成车窗开口7的方式延伸。由车窗框3形成的车窗开口7通过车窗玻璃4打开、关闭。如图2所示,该实施方式中的车窗框3是通过将对钢板等进行冲压成型加工而形成的第一面板部件5和第二面板部件6组合起来而构成的。
46.如图1所示,车窗框3由前侧框部3a、后侧框部3b和框上边部3c构成。前侧框部3a从车门主体2的上缘的前部朝上方突出。后侧框部3b从车门主体2的上缘的后部朝上方延伸。后侧框部3b延伸到比前侧框部3a更靠上方的位置。框上边部3c沿着车身的车顶侧缘部(未图示)在前后方向上从前侧框部3a的上端延伸到后侧框部3b的上端。需要说明的是,框上边部3c通常是弯曲的,但框上边部3c的形状并不限于图示的形状,还可以呈整体朝上方弯曲的形状。而且,还能够根据车身的车顶形状,任意地设定弯曲部的位置、框上边部3c的倾斜角度。
47.在车窗框3的前侧框部3a的前方设置有供车门后视镜(未图示)安装的车门后视镜安装部3d。车门后视镜安装部3d的上缘部与车窗框3的框上边部3c的前端部相连。车门后视镜安装部3d并不是必须的。
48.如图2所示,在车窗框3上形成有朝车室外侧延伸的玻璃导槽安装板部10。构成车窗框3的第一面板部件5和第二面板部件6分别是也能被称为内板及外板的部件,并且构成为在该车窗框3的内部隔出空心部r。在第一面板部件5的位于车窗开口7外侧的部分,形成有朝车室外侧延伸的外侧板部5c。在第二面板部件6的位于车窗开口7外侧的部分,形成有朝车室外侧延伸的外侧板部6c。并且,通过使第一面板部件5的外侧板部5c和第二面板部件6的外侧板部6c在上下方向上重叠接合,由此构成沿前后方向连续延伸的玻璃导槽安装板
部10。
49.(玻璃导槽的结构)
50.玻璃导槽20从车室外侧组装到车窗框3上,并作为用于对车窗框3与车窗玻璃4之间的间隙进行密封的密封件发挥作用。
51.玻璃导槽20由通过挤压成型得到的挤压成型部和通过模具成型得到的模具成型部组合而成。如图1所示,在玻璃导槽20的玻璃导槽上边部230与前侧玻璃导槽纵边部210的交界部分,被交界线l1、l2(用点划线示出)夹起来的部分是模具成型部。进而,在玻璃导槽20的玻璃导槽上边部230与后侧玻璃导槽纵边部220的交界部分,被交界线l3、l4(用点划线示出)夹起来的部分是模具成型部。上述部分以外的部分为挤压成型部。
52.玻璃导槽上边部230包括:组装在车窗框3的玻璃导槽安装板部10上的玻璃导槽主体(装饰部)21、芯部件23、基础部件24以及装饰部件25。玻璃导槽主体21具有:沿着玻璃导槽安装板部10的上表面延伸的上壁部21a、沿着玻璃导槽安装板部10的下表面延伸的下壁部21b、以及从上壁部21a的车室外侧朝下方延伸并与下壁部21b的车室外侧相连的车室外侧壁部21c。车室外侧壁部21c形成为从下壁部21b朝下方突出,车室外侧壁部21c的下端部成为与车窗玻璃4的车室外表面相向的位置关系。
53.玻璃导槽主体21由弹性体等橡胶状弹性材料制成,容易产生弹性变形。玻璃导槽主体21是不含后述芯部件23的部分,作为该玻璃导槽主体21的材料,能够例举出例如:epdm(三元乙丙橡胶)等橡胶、tpo(烯烃类)及tps(苯乙烯类)等tpe(热塑性弹性体),上述橡胶或tpe可以是海绵材料,也可以是实心材料。
54.在上壁部21a的上表面一体成形有上侧密封唇部25。上侧密封唇部25从上壁部21a的上表面朝上方突出,其是用于在汽车车门1处于关闭状态时与车身板件(未图示)接触而发生弹性变形,从而来对汽车车门1与车身板件之间的间隙进行密封的部分。在上壁部21a的下表面形成有朝下方突出的多个突出部26。这些突出部26与玻璃导槽安装板部10的上表面接触而发生弹性变形。
55.在下壁部21b的下表面一体成形有下侧密封唇部27。下侧密封唇部27与处于关闭状态的车窗玻璃4的上端部接触。在下壁部21b的位于车室内侧的端部一体成形有车内侧密封唇部28。车内侧密封唇部28与处于关闭状态的车窗玻璃4的车室内表面接触而发生弹性变形。
56.在车室外侧壁部21c的下端部一体成形有车外侧密封唇部29。车外侧密封唇部29与处于关闭状态的车窗玻璃4的车室外表面接触而发生弹性变形。
57.(芯部件23的结构)
58.芯部件23埋入到玻璃导槽主体21中。作为芯部件23的材料例如能够使用硬质树脂(例如混合有滑石、玻璃纤维的树脂)、铝合金、钢材、不锈钢等,且其是比玻璃导槽主体21的材料硬的高刚性材料。芯部件23具有埋入到玻璃导槽主体21的上壁部21a中的上板部23a、埋入到下壁部21b中的下板部23b、以及埋入到车室外侧壁部21c中的侧板部23c,上板部23a、下板部23b以及侧板部23c成形为一体。
59.玻璃导槽20的玻璃导槽上边部230为挤压成型部,因此成型后的形状为直线状。另一方面,由于车窗框3的框上边部3c如上所述的那样产生了弯曲,因此在将玻璃导槽上边部230安装到车窗框3的框上边部3c上时,需要使玻璃导槽上边部230弯曲,以保证玻璃导槽上
边部230的形状与框上边部3c的形状相对应。此时,由于并不是整个玻璃导槽主体21都为硬质部件,而是仅芯部件23为硬质部件,因此玻璃导槽上边部230的刚性不会提高到必要刚性以上,而能够使玻璃导槽上边部230具有适当的刚性。这样一来,使玻璃导槽上边部230弯曲所需的力较小。
60.(基础部件24的结构)
61.基础部件24设置在玻璃导槽主体21的车室外侧壁部21c的车室外侧,其沿前后方向从车室外侧壁部21c的前端部连续延伸到后端部,并且从车室外侧壁部21c的上端部连续设置到下端部。
62.基础部件24的材料的弯曲弹性模量被设定为比制成玻璃导槽主体21的材料的弯曲弹性模量高。具体而言,基础部件24的材料的弯曲弹性模量在850mpa以上。需要说明的是,本文所记载的弯曲弹性模量是根据iso178求出的值。作为能够得到上述弯曲弹性模量的材料,可例举出例如在聚丙烯中混入了滑石或玻璃纤维而得到的材料等。能够通过改变所混入的滑石或玻璃纤维的量,得到所期望的弯曲弹性模量。基础部件24的材料并不限于上述材料,只要能够得到所期望的弯曲弹性模量,则也可以是上述材料以外的材料。通过将基础部件24的材料的弯曲弹性模量设定在850mpa以上,从而如下文所述的那样在装饰部件25上难以产生压痕。
63.基础部件24的材料的弯曲弹性模量优选在900mpa以上,更优选在950mpa以上。通过提高基础部件24的材料的弯曲弹性模量,从而在装饰部件25上更难以产生压痕。
64.基础部件24的材料的弯曲弹性模量优选在4500mpa以下。也就是说,如果基础部件24的材料的弯曲弹性模量超过4500mpa,则玻璃导槽主体21的弯曲刚性变得过高,在要将玻璃导槽上边部230安装到车窗框3的框上边部3c上时,该玻璃导槽上边部230有时难以沿着该框上边部3c的形状弯曲,但通过将基础部件24的材料的弯曲弹性模量设定在4500mpa以下,则能够防止玻璃导槽主体21的弯曲刚性因基础部件24变得过高,从而能够避免安装到框上边部3c的安装作业性恶化。基础部件24的材料的弯曲弹性模量更优选在3500mpa以下,进一步优选在3000mpa以下。这样一来,安装到框上边部3c的安装作业性变得更好。
65.基础部件24的厚度被设定在2mm以下。也就是说,如果基础部件24的厚度超过2mm,则玻璃导槽主体21的弯曲刚性变得过高,在要安装到车窗框3的框上边部3c上时,有时难以沿着该框上边部3c的形状弯曲,但通过将基础部件24的厚度设定在2mm以下,则能够防止玻璃导槽主体21的弯曲刚性因基础部件24变得过高,从而能够避免安装到框上边部3c的安装作业性恶化。
66.基础部件24的厚度更优选在1.5mm以下。通过将基础部件24的厚度设定在1.5mm以下,使玻璃导槽主体21的弯曲刚性适当,从而安装到框上边部3c时的作业性提高。基础部件24的厚度最优选在1.0mm以下。这样一来,将玻璃导槽主体21安装到框上边部3c时的作业性进一步提高。
67.基础部件24的上端部由朝车室内侧弯折的上侧弯曲部24a构成。基础部件24的下端部由朝车室内侧弯折的下侧弯曲部24b构成。通过将基础部件24的上端部和下端部朝车室内侧弯折,而使得基础部件24的上端部和下端部埋入到车室外侧壁部21c中。
68.基础部件24通过与玻璃导槽主体21一起挤压成型而与玻璃导槽主体21一体化。需要说明的是,也可以不将基础部件24与玻璃导槽主体21一起挤压成型,而是在将玻璃导槽
主体21挤压成型后,将基础部件24固定在车室外侧壁部21c的车室外表面上。
69.(装饰部件25的结构)
70.装饰部件25被固定在基础部件24的车室外侧,其是构成车辆的外观设计部的部件。装饰部件25例如能够由在外观设计层的背面侧设置有粘接层或黏合层的多层结构的片材或薄膜材料制成。外观设计层例如由合成树脂叠层膜、不锈钢薄膜、金属蒸镀薄膜、在表面形成有装饰图案的膜等构成。外观设计层也可以由被着色为所期望的颜色的薄膜构成。粘接层或黏合层只要是对于基础部件24而言具有粘接性、黏合性的层即可,也可以具有介于其与基础部件24之间的底漆层。需要说明的是,粘接层、黏合层或底漆层也可以设置在基础部件24上。
71.在该实施方式中,装饰部件25从基础部件24的上端部连续固定到下端部。装饰部件25还从基础部件24的前端部连续固定到后端部。在将基础部件24与玻璃导槽主体21一起挤压成型时,装饰部件25能够被连续设置并贴附到基础部件24的车室外表面。需要说明的是,也可以将基础部件24与玻璃导槽主体21一体化后,再将装饰部件25贴附到基础部件24的车室外表面上。
72.(玻璃导槽的安装要领)
73.在要将玻璃导槽20的玻璃导槽上边部230安装到车窗框3的框上边部3c上时,将玻璃导槽安装板部10插入玻璃导槽上边部230的上壁部21a和下壁部21b之间。此时,通过使玻璃导槽上边部230弯曲,以保证玻璃导槽上边部230的形状与框上边部3c的形状相对应,从而能够将玻璃导槽安装板部10从玻璃导槽上边部230的前端部一直插入到后端部,这样一来,就能够将玻璃导槽上边部230安装到框上边部3c上。
74.如上所述,在欲使玻璃导槽上边部230弯曲时,因为芯部件23的刚性及基础部件24的刚性已被进行了适当的设定,所以弯曲所需的力较小,安装作业性良好。
75.在安装时,使固定有装饰部件25的直线状玻璃导槽上边部230沿着框上边部3c的形状弯曲,但与位于弯曲外侧的部分(上侧部分)相比,位于弯曲内侧的部分(下侧部分)的长度变短。由于该长度不同,有可能在装饰部件25的位于弯曲内侧的部分(下侧部分)产生褶皱,但在本实施方式中,由于将装饰部件25以从弯曲刚性高的基础部件24的上端部连续固定到下端部的方式设置在该基础部件24上,因此在装饰部件25上难以产生褶皱。
76.(抑制压痕产生的效果)
77.由于在安装到车窗框3上以后,装饰部件25面向车室外侧,因此例如物品等容易碰到装饰部件25。由于在安装到车窗框3上之前,装饰部件25也位于表面,因此物品等也容易碰到装饰部件25。由于装饰部件25被固定在由具有高弯曲弹性模量的材料制成的基础部件24上,因此例如在物品等碰到装饰部件25时,位于装饰部件25的背面侧的基础部件难以变形,因而能够抑制装饰部件25变形。因此,装饰部件25的变形量变小,难以形成压痕。
78.压痕的抑制效果在基础部件24的材料的弯曲弹性模量在850mpa以上的情况下尤为显著,在小于850mpa的情况下,容易留有压痕。这是基于假设在一般情况下使用时进行测试而得到的结果。作为试验方法,例如有在以规定的速度使硬质试验体碰到装饰部件25时,获得残留在装饰部件25上的压痕的大小、深度与基础部件24的材料的弯曲弹性模量之间的关系的方法。如果将基础部件24的材料的弯曲弹性模量设定在900mpa以上,则压痕进一步变小;如果将基础部件24的材料的弯曲弹性模量设定在950mpa以上,则压痕变得极小。
79.(实施方式的作用和效果)
80.如上所述,根据该实施方式,在由弹性体等弹性材料制成的玻璃导槽主体21中埋入芯部件23,在玻璃导槽主体21的车室外侧壁部21c设置弯曲弹性模量高的基础部件24,在该基础部件24上固定有装饰部件25,因此能够在不使安装到车窗框3的安装作业性恶化的情况下抑制压痕产生。
81.通过将基础部件24的材料的弯曲弹性模量设定在850mpa以上,从而能够抑制在通常情况下产生压痕。而且,由于基础部件24沿前后方向连续延伸且从车室外侧壁部21c的上端部连续设置到下端部,因此能够在大范围内抑制装饰部件25产生压痕。
82.由于基础部件24的上端部和下端部朝车室内侧弯折,因此物体难以碰到装饰部件25的上端部、下端部,从而能够抑制装饰部件25剥离。
83.上述实施方式在各方面都仅为示例而已,不得做出限定性解释。而且,属于权利要求书的等同范围的变形和变更都包含在本实用新型的范围内。
84.-产业实用性-
85.综上所述,本实用新型所涉及的汽车车门用玻璃导槽能够安装在汽车的车门上加以使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1