燃料箱的制作方法
1.本发明涉及一种燃料箱。
背景技术:
2.已知有在机动车辆的燃料箱等吹塑成型件安装阀门等构成部件作为内置构件的方法。例如,在专利文献1中记载了内置有内置构件的燃料箱的制造方法,该内置构件包括头部、颈部以及肩部。该燃料箱的制造方法中,通过在箱主体成型时从型坯的外侧送入空气来将型坯沿颈部赋形,由此将内置构件固定于箱主体。这时,使用在呈圆筒状的颈部以及围绕于颈部的肩部所形成的孔,将颈部周边的空气向躯干部侧排出来进行排气。现有技术文献专利文献
3.专利文献1:国际公开第2018/225413号。
技术实现要素:
发明要解决的问题
4.在这里,从制造的观点考虑,希望内置构件的构造简单,但是,若形成排气用的孔,则存在内置构件的构造变得复杂,制造工序也变得繁琐的问题。另外,若形成排气用的孔,则存在在排气完成之前该孔被型坯填充而排气的路径被堵塞的问题。若不能够将颈部周边的空气充分地排出,则可靠地在颈部周围将型坯赋形是困难的,有可能导致固定强度的降低。
5.本发明是根据这样的观点而完成的,其课题在于,提供构造简单且能够可靠地在颈部周围将型坯赋形的燃料箱。解决问题的方案
6.为了解决上述课题,本发明的燃料箱具有内置构件,该内置构件具有头部、颈部和肩部,在箱主体成型时通过自型坯外侧的吹塑将型坯环绕于所述颈部,从而将所述内置构件固定于箱主体,该燃料箱的特征在于,在所述肩部的表面设置只沿一个方向延伸的作为排气路径的狭缝。
7.根据本发明,不需要设置复杂的排气路径,而能够使内置构件的构造简单。因此,将内置构件成型的成型模具的制造也变得容易,能够将制造成本抑制为较低。另外,在成型时能够通过狭缝将颈部周边的空气排出,因此,能够可靠地在颈部周围将型坯赋形。
8.另外,优选所述狭缝的剖面形状形成为向深度方向变成窄幅。若这样构成,则由于型坯难以进入狭缝,因此,能够抑制在颈部周边的空气排出完成之前被型坯堵塞狭缝的情况。因此,能够更可靠地在颈部周围将型坯赋形。
9.另外,所述狭缝相对于所述颈部设置于两侧为好。若这样构成,则能够将颈部周边的空气均衡且高效地排出。发明效果
10.根据本发明的燃料箱,构造简单,能够可靠地在颈部周围将型坯赋形。
附图说明
11.图1是本发明的实施方式涉及的燃料箱的概略剖面图。图2是内置构件的外观立体图。图3是内置构件的主视图。图4是内置构件的俯视图。图5是内置构件的放大主视图。图6是狭缝的剖面图。图7是燃料箱制造装置的概略纵剖视图。图8是用于说明在成型时内置构件的端部周围的型坯的转移状况的图。图9是用于说明在成型时内置构件的端部周围的型坯的转移状况的图。图10是用于说明燃料箱制造装置中的燃料箱的制造方法的图,其中,(a)表示型坯的射出工序,(b)表示内置构件的投入工序,(c)表示内置构件的临时设置工序。图11是用于说明燃料箱制造装置中的燃料箱的制造方法的图,其中,(a)表示成型模具的关闭工序,(b)表示吹塑成型工序,(c)表示型坯的冷却工序,(d)表示成型模具的开放工序。图12是变形例涉及的狭缝的剖面图,其中,(a)是第一变形例涉及的狭缝的剖面图,(b)是第二变形例涉及的狭缝的剖面图,(c)是第三变形例涉及的狭缝的剖面图。
具体实施方式
12.《实施方式涉及的燃料箱》图1所示的燃料箱t搭载于机动车辆、摩托车以及船舶等移动工具,主要由箱主体ta和内置构件6构成。如图1所示,本实施方式中,作为内置构件6,示例了用于保持燃料箱t的强度的柱状的加强部件,但是,内置构件6也可以是阀门或波动消除板等。以下的说明中的“上下”、“左右”按照图1的箭头。该方向是为了方便说明而定义的,不对本发明进行限定。此外,图1的左右方向与制造燃料箱t的一对的成型模具的开闭方向对应。
13.箱主体ta是储蓄汽油等燃料的树脂制的中空容器,例如,为包含隔离层的多层构造。箱主体ta例如以聚乙烯、高密度聚乙烯等热塑性树脂为主要的材料。箱主体ta例如通过吹塑成型等来成型。
14.参照图2至图6,对内置构件6的结构进行说明。作为箱主体ta的前体的型坯s(参照图7)由hdpe(高密度聚乙烯)、evoh(乙烯乙烯醇共聚物)以及粘接层等而成为多层剖面构造。
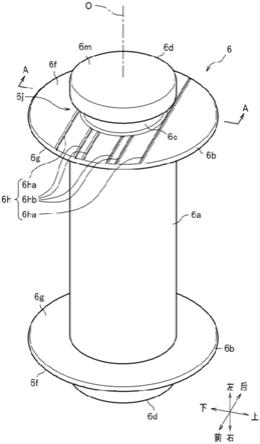
15.如图2所示,内置构件6构成为,具备:圆柱状的躯干部6a;形成于躯干部6a的左右两端的肩部6b、6b;形成于肩部6b、6b的左右外侧的颈部6c、6c;和头部6d、6d。内置构件6的构造是左右(纸面上下)呈镜面对称。因此,在这里,除非明确说明,只说明单侧。另外,在内置构件6的说明中,将面对躯干部6a侧的面称为“里面”,将“里面”相反侧的面称为“表面”。
16.图2所示的躯干部6a是成为内置构件6的主体的部位。也可以在躯干部6a形成有多个减重孔。该减重孔(未图示)是为了实现重量减轻以及成型性的提高并且使燃料箱t(参照
图1)的容量增大而形成的。
17.图2所示的肩部6b是覆盖图7所示的第一成型模具3的凹部3d或第二成型模具4的凹部4d的部位。对于肩部6b的形状和尺寸,只要能够覆盖凹部3d、4d即可,不特别进行限定。此处的肩部6b呈薄板的圆板状,如图3所示,肩部6b的外径rb比躯干部6a的外径ra大。
18.图2所示的颈部6c是将肩部6b和头部6d连结的部位,且如图3所示直径比肩部6b和头部6d小。此处的颈部6c从肩部6b的表面6f竖立设置,呈圆柱状。在由肩部6b和颈部6c构成的角部以及由头部6d和颈部6c构成的角部形成有圆度(曲率半径)。
19.图2所示的头部6d呈厚度比肩部6b厚的厚板的圆板状。此外,此处的肩部6b和头部6d的厚度关系只是示例,也可以相对于头部6d而肩部6b形成为较厚。如图3所示,头部6d的外径rd比颈部6c的外径rc大,且比肩部6b的外径rb小。由于这样的形状,在肩部6b与头部6d之间形成了以颈部6c为底部的间隙6j。间隙6j是在成型时供型坯s进入的部位。
20.对于头部6d的形状和尺寸,只要通过型坯s进入到头部6d和颈部6c的周围,能够将内置构件6固定于箱主体ta(参照图1)即可,不特别进行限定。将与环绕于颈部6c的型坯s相当的部分称为“型坯相当部w”(参照图9)。此外,也可以在头部6d的表面6m(参照图2)形成有例如竖立设置为环状的多个肋条(未图示)。头部6d的肋条例如沿着以轴心o为中心的圆而形成。
21.如图2所示,在肩部6b的表面6f(面对颈部6c侧的面)形成有至少一个(此处为多个)狭缝6h。狭缝6h在成型时型坯s进入到间隙6j之际起到作为将间隙6j内的空气排出的排气路径的作用。狭缝6h只要能够在成型时将间隙6j内的空气排出即可,不特别对其形状、尺寸、个数、位置等进行限定。为了在将内置构件6注塑成型时容易进行脱模,狭缝6h呈沿一个方向延伸的直线状为好。也就是说,狭缝6h延伸的方向与制造内置构件6的一对成型模具的开闭方向对应。此处的狭缝6h沿前后方向形成。如图4所示,当在肩部6b的表面6f形成多个狭缝6h的情况下,多个狭缝6h是平行的。
22.本实施方式中,如图4所示,包括:以在颈部6c的侧面通过的方式而形成的第一狭缝6ha;以及跨越颈部6c而在颈部6c的两侧分开形成的第二狭缝6hb。此外,也可以只是形成第一狭缝6ha和第二狭缝6hb中任意一种狭缝。
23.如图4所示,第一狭缝6ha的两端部到达肩部6b的周边部。第一狭缝6ha配置为,至少一部分通过头部6d的下方。如图5所示,第一狭缝6ha形成于离颈部6c最近的位置(即,颈部6c的根部)为好。
24.如图4所示,第二狭缝6hb的一个端部到达肩部6b的周边部,另一个端部到达颈部6c周边。
25.狭缝6h成为在成型时型坯s不易进入的形状为好。换言之,以在成型阶段在排气完成之前型坯s不会堵塞狭缝6h的程度,深度方向的前端侧变成窄幅为好。也可以,即使在成型后,在狭缝6h的深度方向的前端侧也留有细微的空腔。
26.如图6所示,此处的狭缝6h由第一壁部6hc和第二壁部6hd构成,与延伸的方向正交的剖面形状呈三角形。狭缝6h随着趋向深度方向而宽度逐渐变窄,在狭缝6h的前端6he附近型坯s特别难以进入。由第一壁部6hc和第二壁部6hd所成的角度θ是锐角为好。此外,此处的狭缝6h的上方开放,但是,也可以将狭缝6h的一部分覆盖。
27.《实施方式涉及的燃料箱制造方法》
图7所示的燃料箱制造装置1是通过将圆筒状的型坯s吹塑成型来制造具有内置构件6的燃料箱t(参照图1)的装置。此外,也可以将片状的型坯(未图示)成型来制造燃料箱t。
28.如图7所示,燃料箱制造装置1主要具备:模头2;成为一对的第一成型模具3和第二成型模具4;以及在第一成型模具3和第二成型模具4之间升降的升降机5。
29.模头2是配置于第一成型模具3和第二成型模具4的上部的、向第一成型模具3和第二成型模具4供给型坯s的供给单元。型坯s由hdpe(高密度聚乙烯)、evoh(乙烯乙烯醇共聚物)以及粘接层等而成为多层剖面构造,是构成燃料箱t(参照图1)的箱主体ta的前体。
30.图7所示的第一成型模具3和第二成型模具4是闭模成型燃料箱t(参照图1)的成型单元。第一成型模具3和第二成型模具4面对面而配置,在相对面形成有凹状的成型部3a、4a。第一成型模具3和第二成型模具4能够通过向左右方向移动而开闭,在将第一成型模具3和第二成型模具4打开的状态(图7所示的状态)下,供给型坯s。另外,第一成型模具3和第二成型模具4具有用于向第一成型模具3和第二成型模具4内送入空气的未图示的吹杆,利用未图示的第一正压赋予单元适当地调整第一成型模具3和第二成型模具4内的空气压力(吹塑压力)。利用第一正压赋予单元向成型部3a、4a转移型坯s。
31.第一成型模具3以分离的方式而构成,具备:主体部3b;和能够与主体部3b分离的分离部3c。同样地,第二成型模具4以分离的方式而构成,具备:主体部4b;和能够与主体部4b分离的分离部4c。在分离部3c、4c形成有与内置构件6的两端部分的形状对应的凹部3d、4d,凹部3d、4d收纳内置构件6的一部分。此处的凹部3d、4d呈圆柱状。另外,在凹部3d、4d的底部3f、4f分别形成有用于向凹部3d、4d内送入空气的多个空气孔3g、4g,利用未图示的第二正压赋予单元适当地调整凹部3d、4d内的空气压力(吹塑压力)。
32.升降机5是使内置构件6移动到安装位置的移动单元。此处的安装位置是圆筒状的型坯s的内侧且是分离部3c和分离部4c之间。
33.接着,对燃料箱制造装置1的动作进行说明。在对基于燃料箱制造装置1的燃料箱t(参照图1)的制造方法的全部工序进行说明之前,对内置构件6的端部周围的转移状况进行说明。
34.《内置构件的端部周围的转移状况》参照图8和图9(适当地参照图1至图7),对在成型时内置构件6的端部周围的型坯s的转移状况进行说明。此外,在这里,对第一成型模具3进行说明,但是,第二成型模具4也是同样。图8和图9所示的内置构件6表示在图2的a-a位置切断后的状态。在燃料箱制造工序中,如图8所示,通过使第一成型模具3向箭头方向移动进行闭模,从而,内置构件6的颈部6c和头部6d与型坯s一起被按入凹部3d内。
35.如图9所示,肩部6b与型坯s接触而覆盖凹部3d的开口部,若颈部6c和头部6d被完全地按入(被收纳于)凹部3d,则向第一成型模具3内送入空气,从而,使型坯s内产生正压p1(第一正压),将型坯s转移到第一成型模具3。另外,通过从形成于凹部3d的空气孔3g向凹部3d内送入空气,从而,在凹部3d内产生正压p2(第二正压),使型坯s进入到肩部6b与头部6d之间的间隙6j而转移。间隙6j内的空气通过形成于肩部6b的表面6f的狭缝6h被向从颈部6c离开的方向排出。
36.另外,这时,型坯s被按压在肩部6b与第一成型模具3之间,型坯s与肩部6b被熔接。另外,通过正压p2,型坯s被按压在头部6d,从而,型坯s与头部6d被熔接。此外,也可以通过
将内置构件6向凹部3d按入,从而将型坯s夹持在头部6d与底部3f之间,由此,使型坯s与头部6d熔接。
37.接着,对燃料箱制造装置1的整个工序进行说明。《型坯的射出工序》如图10中(a)所示,模头2向打开状态的第一成型模具3和第二成型模具4之间射出圆筒状的型坯s。
38.《内置构件的投入工序》接着,如图10中(b)所示,升降机5在保持着内置构件6的状态下上升,使内置构件6移动到安装位置。在这里,安装位置是型坯s的内侧,且是分离部3c和分离部4c之间。
39.《内置构件的临时设置工序》接着,如图10中(c)所示,第一成型模具3和第二成型模具4的分离部3c和分离部4c向相对方向移动,将内置构件6以从两端侧夹入的方式保持。然后,升降机5以放开了内置构件6的状态下降,退避到初始位置。升降机5的初始位置是在将第一成型模具3和第二成型模具4的主体部3b、4b关闭的情况下不干扰的位置即可。
40.《成型模具的关闭工序》接着,如图11中(a)所示,第一成型模具3和第二成型模具4的主体部3b和主体部4b向相对方向移动,第一成型模具3和第二成型模具4闭模。
41.《吹塑成型工序》接着,如图11中(b)所示,未图示的第一正压赋予单元从第一成型模具3和第二成型模具4内的型坯s的内侧赋予正压p1(第一正压)。由此,型坯s被向第一成型模具3和第二成型模具4的成型部3a、4a按压而被转移。另外,未图示的第二正压赋予单元从第一成型模具3和第二成型模具4的凹部3d、4d(参照图7)内的型坯s的外侧赋予正压p2(第二正压)。由此,型坯s沿内置构件6的颈部6c而赋形(参照图9)。此外,不特别限定赋予正压p1、正压p2的方法和顺序。优选正压p2设定得比正压p1高。
42.《型坯的冷却工序》接着,如图11中(c)所示,使用未图示的冷却单元使冷却空气c在第一成型模具3和第二成型模具4内循环。由此,型坯s受冷而固化。
43.《成型模具的开放工序》接着,如图11中(d)所示,打开第一成型模具3和第二成型模具4取出成型件u。然后,切断形成于两端的不需要的毛边,从而燃料箱t(参照图1)完成。
44.根据以上说明过的实施方式,由于在成型时能够通过狭缝6h将间隙6j内的空气排出,因此,能够可靠地在颈部6c周围将型坯赋形。因此,能够抑制固定强度的降低。
45.另外,由于在肩部6b的表面6f且是颈部6c的周围形成了只沿一个方向延伸的狭缝6h,因此,能够使内置构件6的构造简单。也就是说,通过使狭缝6h的延伸设置方向与制造内置构件6的一对的成型模具的脱模方向平行,从而能够容易地形成多个狭缝6h。
46.另外,狭缝6h的剖面形状形成为,向深度方向变成窄幅,因此,能够防止在成型阶段排气完成之前狭缝6h堵塞的情况。由此,能够更可靠地进行排气。
47.另外,相对于颈部6c,狭缝6h在两侧均等地配置。因此,能够将颈部6c周边的空气均衡且高效地排出,因此,能够将型坯s均衡地在颈部6c赋形。
48.以上对发明的实施方式进行了说明,但是,在不脱离本发明的精神的范围内能够适当地进行设计变更。
49.如图6所示,实施方式的狭缝6h中,与延伸的方向正交的剖面形状呈直角三角形。但是,狭缝6h的形状不限定于此。例如,也可以如图12中(a)所示,是剖面形状呈等腰三角形的狭缝106h。另外,也可以如图12中(b)所示,是剖面形状呈矩形的狭缝206h。另外,也可以如图12中(c)所示,是剖面形状具有曲线的狭缝306h。附图符号说明
[0050]6ꢀꢀ
内置构件6a 躯干部6b 肩部6c 颈部6d 头部6h、106h、206h、306h 狭缝6ha 第一狭缝6hb 第二狭缝s
ꢀꢀ
型坯t
ꢀꢀ
燃料箱ta 箱主体
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1