一种快换动力电池用快换锁紧模块的制作方法
1.本发明涉及电动汽车领域,尤其涉及一种快换动力电池用快换锁紧模块。
背景技术:
2.里程焦虑导致电动汽车动力电池快换技术得到快速的发展,目前市面上快换结构具有两种实现方案:卡接式快换和螺栓式快换。
3.卡接式快换通过动力电池箱体上的销与快换支架上面的槽配合实现快换更换动力电池包的功能;螺栓式快换通过螺栓的重新设计,解决快换设备对螺栓的抓取、拧紧、扭力保持等问题,实现电池包的快速更换。
4.卡接式快换在应用过程中,由于公差的存在,电池箱体的销与快换支架的槽之间的连接必然会存在间隙,电池包振动过程中,该处间隙导致电池包连接不稳定,电池包不停的收到高频冲击,具有较差的力学性能。
5.此外,卡接式快换电池箱体销与快换支架的槽之间的不稳定连接,导致电池包在使用过程中磨损大。
6.螺栓式快换原理是通过螺栓将电池包与底盘连接,电池包更换会导致螺栓及底盘螺母磨损严重,无法有效连接及扭矩保持,一般汽车厂要求动力电池快换结构需要满足10000次电池包更换,螺接式快换目前仅能满足1500
‑
3000次电池包更换,螺栓及底盘螺母磨损已无法接受,且换电平台需要同时拧紧数十颗螺栓,换电时间长。
技术实现要素:
7.本发明的目的是提供一种快换动力电池用快换锁紧模块。
8.为了实现上述目的,本发明的技术方案是:一种快换动力电池用快换锁紧模块,其特征在于,所述锁紧模块包括锁轴总成和锁槽,所述锁轴总成包括上下依次连接的外壳体和支撑底座,所述外壳体内设有涡轮和驱动蜗杆,所述驱动蜗杆沿前后方向固定在支撑底座的上端,所述驱动蜗杆的螺纹与涡轮侧面的齿条啮合,所述驱动蜗杆在竖直方向旋转带动涡轮在水平方向旋转,所述外壳体的上方设有吊挂座,所述锁槽套接于吊挂座的外侧,所述吊挂座的中央贯穿设有锁轴,所述锁轴的下端与涡轮配合旋转,所述锁轴的外侧套接锁紧螺母,所述盖板上下贯穿设有锁孔,所述锁紧螺母插入锁孔设置。
9.进一步地,所述锁槽的一侧开口设有导向角,所述锁轴的上端套接防松螺母,所述锁轴沿导向角嵌入锁槽的中央。
10.进一步地,所述涡轮的下方设有止推轴承,所述止推轴承套接于锁轴的外侧。
11.进一步地,所述驱动蜗杆的前后两端通过固定座固定在支撑底座的上端面。
12.进一步地,所述固定座上下贯穿设有紧固螺栓,所述固定座通过紧固螺栓固定在支撑底座的上端面。
13.进一步地,所述外壳体的上端设有盖板,所述锁轴穿过盖板与涡轮配合旋转。
14.本发明的快换锁紧模块通过挂接后锁紧可以使动力快换动力电池与车身连接完全约束,更稳定,更可靠,具有更高的力学性能;通过涡轮蜗杆自锁的特性,实现快换动力电池连接的扭矩保持,避免螺纹等其它连接方式多次反复连接产生的磨损;通过双丝杆可以控制系统多次快换后导致的异常磨损,通过丝杆跨距的调节可以实现快速的动力电池更换动作。
附图说明
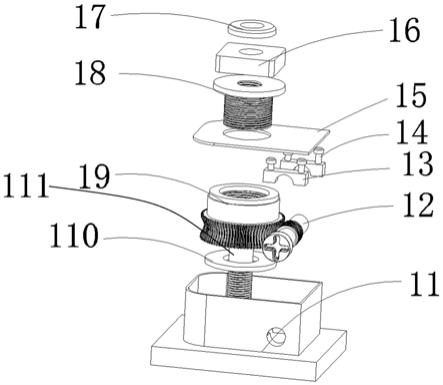
15.图1为本发明快换锁紧模块的爆炸图;图2~图4为为本发明具体实施时快换锁紧模块的装配图;图5为本发明快换锁紧模块的组装图;图6为快换动力电池对配底盘示意图;图7为快换动力电池系统示意图;图8为快换动力电池装配总成图。
16.附图标记:1锁轴总成;2动力电池;3锁槽;4整车底盘;11支撑底座;12驱动蜗杆;13固定座;14紧固螺栓;15盖板;16吊挂座;17防松螺母;18锁紧螺母;19涡轮;110止推轴承;111锁轴。
具体实施方式
17.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.本发明公开了一种快换动力电池用快换锁紧模块,如图1和图5所示,所述锁紧模块包括锁轴总成1和锁槽3,所述锁轴总成1包括上下依次连接的外壳体和支撑底座11,所述外壳体内设有涡轮19和驱动蜗杆12,所述驱动蜗杆12沿前后方向固定在支撑底座11的上端,所述驱动蜗杆12的螺纹与涡轮19侧面的齿条啮合,所述驱动蜗杆12在竖直方向旋转带动涡轮19在水平方向旋转,所述外壳体的上方设有吊挂座16,所述锁槽3套接于吊挂座16的外侧,所述吊挂座16的中央贯穿设有锁轴111,所述锁轴111的下端与涡轮19配合旋转,所述锁轴111的外侧套接锁紧螺母18,所述盖板15上下贯穿设有锁孔,所述锁紧螺母18插入锁孔设置。
19.所述驱动蜗杆12的前后两端通过固定座13固定在支撑底座11的上端面,所述固定座13上下贯穿设有紧固螺栓14,所述固定座13通过紧固螺栓14固定在支撑底座11的上端面。
20.所述锁槽3的一侧开口设有导向角,所述锁轴111的上端套接防松螺母17,所述锁轴沿导向角嵌入锁槽3的中央,所述锁槽3的槽宽大于锁轴的轴径,所述锁轴111进入锁槽3的过程中,水平方向没有约束。
21.所述涡轮19的下方设有止推轴承110,所述止推轴承110套接于锁轴111的外侧。
22.所述快换锁紧模块在具体实施时,电池包快换包括以下步骤:步骤1)参见图2,通过举升设备先将锁轴111向前推进,使锁轴111卡入锁槽3中,此时吊挂座16锁紧螺母18在下位,轴进入槽内过程,在高度方向无约束。
23.步骤2)举升停止,由于吊挂座16尺寸远大于槽尺寸,吊挂座16挂接在锁槽3内,此时锁轴111没有被完全约束,受力情况下会产生失稳破坏。
24.步骤3)参见图3,通过驱动蜗杆12、涡轮19和锁轴111的旋转配合,使吊挂座16紧固螺母向上位移,在力的作用下,将锁槽3、吊挂座16和锁紧螺母18锁紧在一起,最终形成图4所示的快换锁紧模块总成。
25.如图4所示,所述锁轴111已经形成全约束,在力的作用下,具有稳定和优异的力学性能。
26.如图6、图7、图8所示,将若干锁轴总成1安装于动力电池包的吊耳或箱体上,对应位置将锁槽3安装于整车底盘4上,形成快换动力电池装配总成,通过举升机、蜗杆驱动源即可完成电池包的快速更换。
27.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1