塑料燃料箱与其绑带的总成及塑料燃料箱的模具的制作方法
1.本实用新型涉及汽车的燃料箱装配领域,更具体地涉及塑料燃料箱与其绑带的总成。
背景技术:
2.绑带是一种用于将一部件固定到另一部件上的固定装置。例如,目前在机动车领域,常使用金属绑带将燃料箱固定到机动车底盘上。一般地,绑带呈u形的整体形状,u形的底部托起燃料箱的底面。u形两端设有定位孔,螺栓穿过定位孔,与底盘上对应位置的螺纹孔相配合,从而将绑带固定在底盘上,以实现燃料箱的固定。整车厂商经常会要求将绑带与燃料箱预固定在一起,以方便运输和后续安装在整车上。
3.现有技术中绑带与燃料箱的预固定通常采用塑料卡子,要么是在燃料箱外表面直接成型出一个凹坑,要么是额外焊接一个附接件,将塑料卡子穿过绑带与凹坑或附接件卡住。然而,这样的固定强度往往不够,在运输中绑带有脱落的可能,会造成质量问题。在燃料箱安装到车上、即绑带锁紧在车身上之后,塑料卡子自身也可能掉在隔热板或者其他底盘零件上,形成异响。
技术实现要素:
4.本实用新型旨在提供一种连接牢固且生产成本低廉的塑料燃料箱与其绑带的总成。
5.为此,本实用新型的第一方面提供了一种塑料燃料箱与其绑带的总成,所述绑带包括用于将燃料箱固定在车身上的固定装置,其特征在于,所述绑带包括通孔并通过穿过该通孔的螺栓被固定在所述燃料箱上,与所述螺栓配合的螺母不借助其它装置地被嵌入固定在所述燃料箱的壁中,且所述螺母的螺纹面从燃料箱外部可达。
6.已知螺栓螺母是一种廉价且牢固的固定方式,它可以保证绑带与燃料箱之间的良好固定。该固定具有足够的拉拔力,可以在运输过程中及安装到车辆上之后都保持绑带被固定在燃料箱上,不会产生脱落的现象。所谓“螺母不借助其它装置地嵌入固定在所述燃料箱的壁中”,是指螺母被直接嵌入塑料燃料箱的壁,而无需其它固定方式(例如粘接或被焊接在燃料箱壁的其它元件承载)辅助。这样所需的部件和工序都比较少,因而节省工序,方便快捷。所谓“螺母的螺纹面从燃料箱外部可达”,是指螺母被嵌入在燃料箱壁之内的同时保证其螺纹面不被塑料壁遮盖,即无需去除材料的步骤就可以直接与螺栓配合固定,从而进一步了节省工序和生产成本。
7.根据一种实施方式,所述螺母是在所述燃料箱成型期间被嵌入在所述壁中的。在本领域中,塑料燃料箱通常通过挤出
‑
吹塑工艺被成型。按照本实用新型,螺母例如在燃料箱吹塑过程中被包覆成型于燃料箱的壁中。
8.根据一种实施方式,所述总成包括至少两条绑带。两条绑带能够将燃料箱稳固地固定在车身部件上。
9.优选地,每条绑带通过至少两组螺栓螺母连接被固定在所述燃料箱上。
10.根据本实用新型的另一方面,提供一种用于吹塑前述总成中的塑料燃料箱的模具,其包括用于成型所述燃料箱外部形状的模具内表面,其特征在于,所述模具还包括螺母支撑件,所述支撑件包括底部和与该底部相连的杆部,所述底部被固定于或附着于所述模具内表面的预定位置,所述杆部设置为插入所述螺母,以在燃料箱成型期间将所述螺母保持在所述预定位置。
11.为了制造前述总成中包括被嵌入的螺母的塑料燃料箱,设计了一种用于吹塑模具的螺母支撑件,其作用是在燃料箱成型期间将所述螺母保持在所述预定位置,并且其杆部可以使螺母的螺纹面不被塑料覆盖,从而使得脱模后该螺纹面从燃料箱外部直接可达,而无需进一步加工。
12.根据一种实施方式,所述底部面对所述螺母的那个面有磁性以进一步将螺母保持在所述预定位置。金属制成的螺母可以被底部的面吸引,从而可以更加稳定地被保持在螺母支撑件上。
13.根据一种实施方式,所述底部可拆卸地被固定于所述模具内表面。这样,就可以更加自由地选择绑带与燃料箱固定点的位置,螺母支撑件也可以作为一个独立元件被加工并应用于多种型号的模具。
附图说明
14.下面将参照附图对本实用新型作进一步的详细说明。本领域技术人员容易理解的是,这些附图仅仅用于说明的目的,而并非意在对本实用新型的保护范围构成限制。图中相同的附图标记表示相同或相似的部件。为了说明的目的,这些图并非完全按比例绘制。
15.图1示出了按本实用新型的塑料燃料箱与其绑带的总成的仰视图;
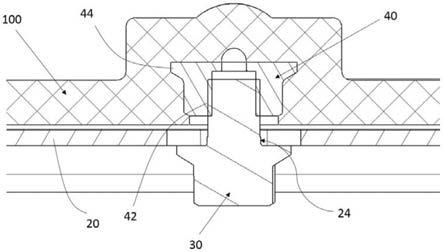
16.图2是图1所示总成中燃料箱与绑带固定点处的局部剖视图;
17.图3是用于制造如图1所示总成的模具在对应于图2所示位置的局部剖视图,其中模具处于模制期间,因而也示出了燃料箱壁100和螺母40。
具体实施方式
18.本领域的技术人员可以理解,下述各实施例仅仅是为了更加清楚地描述本实用新型的技术方案,而不对本实用新型的保护范围构成任何限制性。
19.如图1所示,根据本实用新型的总成1包括塑料燃料箱10和与其固定的两条绑带20。图1对应于将该总成1安装到车身上之后的仰视图,即图中可见的是燃料箱10的底面。绑带20整体形状为u形,图1中可见的是u形的底部。绑带20包括用于将燃料箱10固定在车身上的固定装置22,例如至少两个通孔,分别位于u形绑带20的两个端部。在本实施例中,如图1所示,每条绑带20还包括两个通孔24。在预固定绑带20与燃料箱10时,将螺栓30穿过该通孔24并与嵌入燃料箱10的壁100中的螺母40配合,从而将燃料箱10与绑带20预固定在一起。通孔24的数量和位置可以根据需要设置。
20.在本实施例中,螺母40通过包覆模制而与燃料箱10的壁100一体成型。由此,能够节省工序步骤,节约成本。如图2所示,螺母40选择为包括凸部44,以更牢固地与燃料箱10的壁100相接合。也可以采用其他本领域技术人员所熟知的增大接合力的方式,例如增加螺母
的表面粗糙度等。
21.如图2所示,螺母40的螺纹面42从燃料箱10外部可达,也就是螺栓30能够直接与螺纹面42相配合拧紧,而无需在模制完成之后进行后续处理。为此,专门设计了用于模制燃料箱10的模具200的螺母支撑件300,可见于图3。螺母支撑件300突出于模具200的内壁,并包括底部302和与该底部302相连的杆部304。底部302被固定于或附着于所述模具内表面的预定位置。在燃料箱10吹塑成型期间,将螺母40挂在杆部304上,或者说将杆部304插入螺母40中间,以将螺母40保持在预定位置。由此,螺母支撑件300不仅保证了螺母40的定位,还通过杆部304保证了塑料型坯不会在燃料箱吹塑模制期间进入螺母40之内,即螺纹面42不与或几乎不与塑料接触。如此,模制完成之后,螺母40的螺纹面42就从燃料箱10外部可达。
22.优选地,在一些实施例中,可以设置螺母支撑件300的底部302面对螺母40的那个面具有磁性,以进一步将螺母40保持在它的预定位置。
23.此外,还可以设置螺母支撑件300的底部302可拆卸地被固定于模具内表面。这样,就可以更加自由地选择绑带与燃料箱固定点的位置,螺母支撑件300也可以作为一个独立元件被加工并应用于多种型号的模具。
24.附图和以上说明描述了本实用新型的非限制性特定实施例。为了教导发明原理,已简化或省略了一些常规方面。本领域技术人员应该理解源自这些实施例的变型落在本实用新型的范围内。本领域技术人员应该理解上述特征能够以各种方式结合以形成本实用新型的多个变型。由此,本实用新型并不局限于上述特定实施例,而仅由权利要求和它们的等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1