一种用于汽车密封条的钢带骨架的制作方法
1.本技术涉及汽车密封条的技术领域,尤其是涉及一种用于汽车密封条的钢带骨架。
背景技术:
2.目前,随着人们对汽车的品质要求不断提高,对于汽车的一些配件在设计和生产过程中会充分考虑到配件的品质要求,其中,汽车密封条作为一种重要的汽车配件,其具有避水防尘、隔音降噪等功能,生产汽车密封条时,往往会用到橡胶和钢带骨架。
3.相关技术中,钢带骨架的结构设计不合理容易影响汽车密封条的生产质量,如钢带骨架弯折成型后受到的应力过大容易导致汽车密封条的橡胶部分断裂或损坏,影响汽车密封条的使用寿命。
4.因此,需要一种用于汽车密封条的钢带骨架以改善上述问题。
技术实现要素:
5.为了使钢带骨架弯折成型后不易产生较大的应力,使汽车密封条的橡胶部分不易损坏,进而提高汽车密封条的使用寿命,本技术提供一种用于汽车密封条的钢带骨架。
6.本技术提供的一种用于汽车密封条的钢带骨架采用如下的技术方案:
7.一种用于汽车密封条的钢带骨架,包括骨身、多个设在骨身一侧的第一翅片和多个设在骨身相对的另一侧的第二翅片;
8.所述骨身上居中设有多个长孔,所述骨身上关于长孔对称设有折痕槽。
9.通过采用上述技术方案,骨身上设有长孔,用于减小骨身被弯折后的内应力,且折痕槽能使骨身能快速弯折成型并与橡胶材料固定连接,使弯折后的骨身产生的应力减小,从而使汽车密封条的橡胶部分不易损坏,进而提高汽车密封条的使用寿命。
10.可选的,所述骨身的长孔的两端为圆弧形。
11.通过采用上述技术方案,圆弧形的设置能使骨身在弯折时,长孔的内壁受挤压变形时,内应力能均匀分布,相比于传统的直角结构,长孔呈圆弧形的两端内壁更不容易被损坏。
12.可选的,所述长孔两端的宽度小于中间的宽度。
13.通过采用上述技术方案,由于钢带骨架在弯折成型时,骨身的长孔受力最大的部位在两端,因此,可长孔的中间宽度可适当增大,以减小骨架钢带的重量,进而提升汽车密封条的品质。
14.可选的,所述骨身的表面上位于两个折痕槽之间的表面设有用于增加表面粗糙度的花纹。
15.通过采用上述技术方案,花纹的设置能增加骨身与橡胶材料的连接面积,提高钢带骨架与橡胶材料的连接强度。
16.可选的,两个相邻的第一翅片之间的间隙与两个相邻的第二翅片之间的间隙相
等,且间隙为0.4毫米至0.7毫米。
17.通过采用上述技术方案,将每两个相邻的第一翅片和每两个第一翅片之间的间隙从常规的1.5毫米缩短,使橡胶材料变形时下沉区域变小,减小钢带骨架的痕迹。
18.可选的,所述第一翅片和第二翅片的宽度为2.8至3.2毫米。
19.通过采用上述技术方案,第一翅片和第二翅片的宽度设置为3毫米左右,使钢带骨架的结构强度达到设计要求。
20.可选的,所述第一翅片和第二翅片以骨身的中轴线呈中心对称分布。
21.通过采用上述技术方案,第一翅片和第二翅片中心对称,是钢带骨架的加工更方便,并使钢带骨架的加工难度降低,节省加工成本。
22.可选的,所述第一翅片上设有多个第一通孔,所述第二翅片上设有多个第二通孔。
23.通过采用上述技术方案,第一通孔和第二通孔的设置能使汽车密封条在被使用时,第一翅片和第二翅片的内应力有卸力处,还能减轻整个钢带骨架的重量。
24.可选的,所述第一通孔和第二通孔均为腰型孔,且该第一通孔和第二通孔的长度方向与骨身的宽度方向相同。
25.通过采用上述技术方案,腰形孔能使第一翅片和第二翅片上的腰形孔卸力更均匀。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.本技术中的骨身上设有长孔,用于减小骨身被弯折后的内应力,且折痕槽能使骨身能快速弯折成型并与橡胶材料固定连接,使弯折后的骨身产生的应力减小,从而使汽车密封条的橡胶部分不易损坏,进而提高汽车密封条的使用寿命;
28.2.本技术中每两个相邻的第一翅片和每两个第一翅片之间的间隙从常规的1.5毫米缩短,使橡胶材料变形时下沉区域变小,减小钢带骨架的痕迹。
附图说明
29.图1是汽车密封条的横截面示意图。
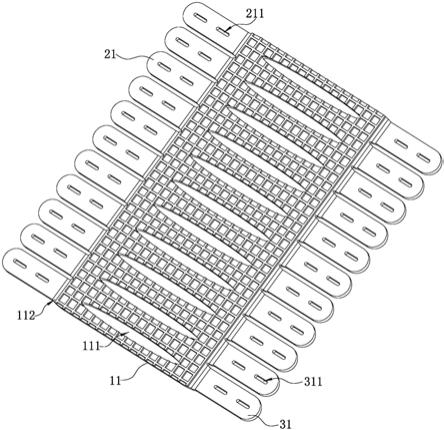
30.图2是本技术实施例公开的一种用于汽车钢带骨架的整体结构示意图。
31.附图标记说明:100、橡胶部分;200、钢带;300、u型槽;11、骨身;111、长孔;112、折痕槽;21、第一翅片;211、第一通孔;31、第二翅片;311、第二通孔。
具体实施方式
32.以下结合附图1
‑
2对本技术作进一步详细说明。
33.参照图1,可以理解的是,汽车密封条主要由橡胶部分100和钢带200组成。其中,u型槽300内的齿状结构起到让汽车密封条易插难拔的作用,而钢带200支撑着整个u型槽300,起到保持一定的插拔力的作用。钢带200弯折部分由于是外力作用使钢带200产生的形变段,此处钢带200的应力较大,再加之汽车密封条的使用过程中,橡胶部分100的热胀冷缩程度大于钢带200的热胀冷缩的程度,从而容易使橡胶部分100变形后在钢带200的齿间间隙下沉,导致汽车密封条的外表面产生钢带200的印痕。为此,上述问题是汽车密封条的生产过程中需要解决的问题。
34.针对上述问题,本技术实施例公开了一种用于汽车密封条的钢带骨架。参照图2,
该汽车密封条钢带骨架包括骨身11、第一翅片21和第二翅片31。其中,多个第一翅片21和多个第二翅片31对称设置分别设置在骨身11上两个相对的侧面上,骨身11、第一翅片21和第二翅片31可采用同一块钢板辊压成型。
35.具体的,骨身11为矩形板结构,骨身11上居中沿长度方向开设有多个长孔111,长孔111的两端呈圆弧形,且长孔111两端的宽度小于中间的宽度,在满足骨身11结构强度要求的同时还能减小整个钢带骨架的重量,进而提高汽车密封条的质量。
36.另外,参照图2,为使骨身11在被弯折成型时不易发生裂纹,同时使骨身11弯折成型后产生的应力变小,在骨身11的表面上关于长孔111对称设有折痕槽112,折痕槽112的长度方向与骨身11的长度方向平行。在本技术可能的实施方式中,可采用压痕设备在骨身11上压出折痕槽112。
37.进一步的,为增加骨身11的表面与汽车密封条中的橡胶材料的接触面积,以提高骨身11与橡胶材料的连接强度。在骨身11的表面上位于两个折痕槽112之间的表面上设置有用于增加表面粗糙度的花纹,该花纹可采用压花机制出。
38.参照图2,第一翅片21的一端与骨身11的一侧固定连接,第二翅片31的一端与骨身11的另一侧固定连接,且第一翅片21和第二翅片31的宽度均为2.7至3.2毫米,一般情况下第一翅片21和第二翅片31的宽度为3毫米即可。另外,第一翅片21和第二翅片31以骨身11的中轴线呈中心对称分布,减小加工难度和加工成本。
39.应当理解,由于橡胶材料的热胀冷缩比钢带骨架的热胀冷缩更厉害,因此,在汽车密封条的使用过程中,橡胶材料会在钢带的每两个相邻的第一翅片21或每两个相邻的第二翅片31的间隙位置下沉凹陷,从而使钢带骨架因部分凸出而产生外露驱使,并在汽车密封条的外表面上显露出钢带骨架的痕迹。因此,为了使钢带骨架的痕迹更淡化,将每两个相邻的第一翅片21之间的间隙缩小为0.4至0.7毫米,以减小橡胶因收缩而下沉的区域。在本技术实施例中,两个相邻的第一翅片21之间的间隙为0.5毫米。
40.为使第一翅片21和第二翅片31的内应力更小,在第一翅片21上设有多个第一通孔211,在第二翅片31上设有多个第二通孔311,这样不仅能减小钢带骨架在使用时产生的内应力,还能减轻整个钢带骨架的重量,进而提升汽车密封条的品质。
41.进一步的,为使第一通孔211和第二通孔311的分散内应力更均匀,将第一通孔211和第二通孔311设置为腰型孔,且第一通孔211和第二通孔311的长度方向与骨身11的宽度方向相同。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1