便于加工的汽车遮阳板的制作方法
1.本实用新型涉及一种遮阳板的技术领域,特别是一种便于加工的汽车遮阳板。
背景技术:
2.汽车在行驶的时候,如果驾驶员脸朝太阳光照射的地方,因为阳光的照射会引起眼睛不适应,影响驾驶安全,因此汽车在驾驶和副驾驶座前的挡风玻璃上安置了遮阳板。但是目前的汽车遮阳板结构中的骨架是通过pu材料发泡制成的,但是由于pu材料发泡后很难从模具中取下,导致遮阳板骨架表面不够光滑,最终后期骨架表面复合面料时,容易导致面料复合不平整,且加工操作相对困难,最终导致遮阳板报废率严重,因此需要改进。
技术实现要素:
3.本实用新型的目的是为了解决上述现有技术的不足而提供一种加工操作简单、遮阳板表面复合平整,且报废率低的便于加工的汽车遮阳板。
4.为了实现上述目的,本实用新型所设计的一种便于加工的汽车遮阳板,包括钢丝骨架和两个转轴,在每一个转轴上均设有一个转轴底座,在钢丝骨架外设有一层pu发泡本体,在pu发泡本体的上表面及周边整体包覆有第一牛皮纸层,在pu发泡本体的下表面及周边整体包覆有第二牛皮纸层,在第一牛皮纸层的上表面及周边整体包覆有第一ixpe海绵层,在第二牛皮纸层的下表面及周边整体包覆有第二ixpe海绵层,在第一ixpe海绵层的上表面及周边整体包覆有第一pvc层,在第二ixpe海绵层的下表面及周边整体包覆有第二pvc层,在每一个转轴外套有一个弹性夹座,所述弹性夹座包括定位孔和u型槽,每一个转轴贯穿对应的定位孔,且在定位孔内还设有一个c型结构的压簧,所述压簧的腰部顶住转轴的侧平面,所述压簧的两端顶住定位孔的内下壁,定位孔的内上壁顶住转轴的上表面,所述钢丝骨架两侧卡于对应两侧的u型槽内。
5.为了方便定位,在压簧上设有用于限位转轴下表面的限位孔。
6.为了保证转轴刚度,所述转轴包括塑封外壳和铁芯,所述转轴的侧平面为位于转轴侧面的平面,所述塑封外壳采用pa66+gf30材料注塑成型。
7.为了实现较好的贴顶保持能力和耐久性,所述转轴直径为φ10.2
±
0.1mm,所述铁芯直径为4mm,转轴上侧平面处的配合尺寸a为8.8
±
0.1mm,所述压簧腰部高度为7.6~7.8mm,对应的,所述定位孔内下壁至内上壁的最大高度为15.7~15.8mm。
8.为了实现较好的贴顶保持能力和耐久性,所述压簧材料为65mn或60si2mn,硬度范围为hrc45~hrc51。
9.为了实现较好的贴顶保持能力和耐久性,弹性夹座材料为st12冷轧钢。
10.本实用新型得到的一种便于加工的汽车遮阳板,将遮阳板内部主体构造用钢丝骨架和pu发泡本体进行组合的方式,这样能够降低成本,同时在pu发泡本体外均包覆一层上下层分部的牛皮纸结构,这样能够解决由于遮阳板尺寸较大,当生产时pu发泡本体发泡后很难从模具上拆卸下来,导致pu发泡本体表面不光滑的问题,而且增加牛皮纸结构,使得加
工更加方便,且遮阳板整体定型效果更好,且各个层面复合时更加平整,更加方便,最终产品平整度更好,操作也相对简单。
附图说明
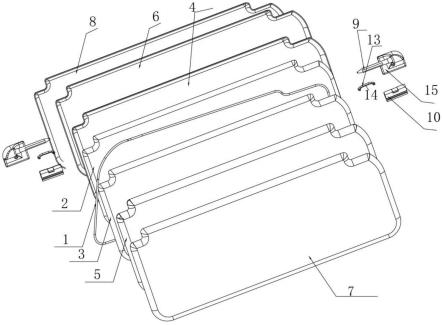
11.图1是本实施例1中的整体结构爆炸图;
12.图2是本实施例1中的弹性夹座的结构示意图;
13.图3是本实施例1中转轴与弹性夹座的装配示意图;
14.图4是本实施例1中压簧的自然状态示意图;
15.图5是本实施例1中转轴与压簧的配合示意图。
16.图中:钢丝骨架1、pu发泡本体2、第一牛皮纸层3、第二牛皮纸层4、第一ixpe海绵层5、第二ixpe海绵层6、第一pvc层7、第二pvc层8、转轴9、弹性夹座10、定位孔11、u型槽12、压簧13、限位孔14、转轴底座15、塑封外壳16、铁芯17。
具体实施方式
17.下面结合附图和实施例对本实用新型进一步说明。
18.实施例:
19.如图1、图2及图5所示,本实施例提供的一种便于加工的汽车遮阳板,包括钢丝骨架1和两个转轴9,在每一个转轴9上均设有一个转轴底座15,在钢丝骨架1外设有一层pu发泡本体2,在pu发泡本体2的上表面及周边整体包覆有第一牛皮纸层3,在pu发泡本体2的下表面及周边整体包覆有第二牛皮纸层4,在第一牛皮纸层3的上表面及周边整体包覆有第一ixpe海绵层5,在第二牛皮纸层4的下表面及周边整体包覆有第二ixpe海绵层6,在第一ixpe海绵层5的上表面及周边整体包覆有第一pvc层7,在第二ixpe海绵层6的下表面及周边整体包覆有第二pvc层8,在每一个转轴9外套有一个弹性夹座10,所述弹性夹座10包括定位孔11和u型槽12,每一个转轴9贯穿对应的定位孔11,且在定位孔11内还设有一个c型结构的压簧13,所述压簧13的腰部顶住转轴9的侧平面,所述压簧13的两端顶住定位孔11的内下壁,定位孔11的内上壁顶住转轴9的上表面,所述钢丝骨架1两侧卡于对应两侧的u型槽12内。
20.进一步,为了方便定位,在压簧13上设有用于限位转轴9下表面的限位孔14。
21.为了保证转轴9刚度,如图3所示,所述转轴9包括塑封外壳16和铁芯17,所述转轴9的侧平面为位于转轴9侧面的平面,所述塑封外壳16采用pa66+gf30材料注塑成型。
22.为了实现较好的贴顶保持能力和耐久性,如图3及图4所示,所述转轴9直径为φ10.2
±
0.1mm,所述铁芯17直径为4mm,转轴9上侧平面处的配合尺寸a为8.8
±
0.1mm,所述压簧13腰部高度为7.6~7.8mm,对应的,所述定位孔11内下壁至内上壁的最大高度为15.7~15.8mm。
23.为了实现较好的贴顶保持能力和耐久性,所述压簧13材料为65mn或60si2mn,本实施例优选60si2mn,硬度范围为hrc45~hrc51。
24.为了实现较好的贴顶保持能力和耐久性,弹性夹座10材料为st12冷轧钢。
25.上述结构中将遮阳板内部主体构造用钢丝骨架和pu发泡本体进行组合的方式,这样能够降低成本,同时在pu发泡本体外均包覆一层上下层分部的牛皮纸结构,这样能够解决由于遮阳板尺寸较大,当生产时pu发泡本体发泡后很难从模具上拆卸下来,导致pu发泡
本体表面不光滑的问题,而且增加牛皮纸结构,使得加工更加方便,且遮阳板整体定型效果更好,且各个层面复合时更加平整,更加方便,最终产品平整度更好,操作也相对简单,本结构中两侧的转轴9分别通过一个弹性夹座10置于pu发泡本体内,且为了提高固定效果,将钢丝骨架1两侧分别套于对应的弹性夹座10的u型槽12上,这样能实现当汽车遮阳板绕着转轴9旋转时,整体遮阳板能够快速的进行旋转,同时设置压簧13能够起到缓冲作用。
26.具体步骤是:将冲裁好的牛皮纸放入到上下模中,并有模具上的定位点固定好后注入pu发泡料再合模倾斜,经保压成型后打开模具取出发泡好的成品,然后在牛皮纸包覆其他材料即可,使得各个层面复合时更加平整,更加方便,最终产品平整度更好,操作也相对简单,且成本相对简单,报废率低。
27.工作时,将两侧的转轴底座15固定在汽车上,然后通过旋转汽车遮阳板,此时汽车遮阳板会绕着转轴9旋转,在旋转的同时,转轴9会挤压压簧13,这样将转轴9牢牢的卡位在压簧13与弹性夹座10上端,在压簧13的弹性作用下,防止转轴9与弹性夹座10硬性接触产生噪音。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1