扬声器和/或自动紧急呼叫系统在机动车仪表板中的安装的制作方法
1.本发明要求于2020年5月25日提交的法国申请2005523的优先权,该申请的内容(文本、附图和权利要求)通过引用并入本文。
2.本发明涉及机动车辆的领域,所述机动车辆可装备有经布置于所述仪表板位置处的扬声器和/或自动紧急呼叫系统。本发明特别是涉及用于装配这种扬声器和/或这种自动紧急呼叫系统的装配系统。
背景技术:
3.自动紧急呼叫系统(或“e-call”)使事故汽车能够通过移动电话网络即时呼叫紧急服务并且传递自身的精确位置,不管车辆乘员是否具有意识。自动紧急呼叫系统安装在用于欧洲市场的车辆中和一些用于其它市场的车辆中。因此,自动紧急呼叫系统并没有安装在所有经生产的车辆中。
4.文件de102016208977描述了“e-call”类型的模块在机动车辆的仪表板上的装配。所述装配由专用的装配支撑件实施,所述装配支撑件包括(用于维持控制单元的)维持部分和与该维持部分连接的装配部分,以便使得所述装配部分从所述维持部分朝向顶部或朝向底部弯曲。
5.还已知地,用于支撑中央扬声器和/或自动紧急呼叫系统的支撑件由经装配于除霜管道上的支撑件承载,所述除霜管道与仪表板相关联或一体成型。
6.除霜管道是本领域技术人员所已知的,例如,文件wo2011/010053描述了一种仪表板架构,所述仪表板架构用于安置在机动车辆的挡风玻璃下方。所述仪表板包括面板和与该面板间隔开的下横梁。组件布置在所述面板与所述下横梁之间,所述组件尤其包括用于与空调装置连结的连结开口和在所述挡风玻璃下方延伸的且与所述开口联接的除霜管道。
7.现在参考图1至图3。图1示出了除霜管道1,该除霜管道包括用于支撑装备(例如扬声器7(在图3中可见)和/或自动紧急呼叫系统(未示出))的支撑件3。支撑件3与除霜管道1的主体一体成型。所述组件例如由复合材料或热塑性材料通过注塑模制成单个零件。
8.因此,支撑件3承载扬声器7以及经插入有该扬声器7的扬声器碗5。扬声器7和相关联的扬声器碗5并非在所有车辆上都存在,而是仅安装在其中一部分具有与给定轮廓相关联的品级的车辆上。根据扬声器7是否存在,仪表板面板9具有或不具有用于接收扬声器格栅11的开口。
9.通常在用于使除霜管道1固定在仪表板面板9上的固定操作之后实施扬声器7和相关联的扬声器碗5的装配。该固定操作例如是超声波焊接操作或振动焊接操作。由此,在除霜管道1的制备期间,不可能知晓所述除霜管道1是否与具有或不具有开口的仪表板面板9相关联。由此,用于固定和/或卡扣扬声器碗和扬声器的固定和/或卡扣部件(13,15)默认地装配在除霜管道1上。图2是组件的剖视图,该组件包括仪表板面板9,该面板与用于无中央通道扬声器的车辆的除霜管道1焊接。可观察到,用于固定扬声器碗和扬声器的固定部件(例如锁止螺母13和卡扣部件15)存在但未被使用。
10.出于规模经济的原因,有利地能够在不需要时省去固定和/或卡扣部件(13,15)的装配,而不必根据接收所述固定和/或卡扣部件的车辆的品级实施多个型号的除霜管道1,这尤其是由于所述固定和/或卡扣部件的笨重特征。
技术实现要素:
11.本发明提供了对于现有技术中所遇到的缺点和/或问题的至少其中之一的答复。本发明旨在提供一种解决方案,以使仪表板适配于中央扬声器和/或自动紧急呼叫系统的装配,该解决方案简单且经济;并且,该解决方案优选地比已知的解决方案更耐用。
12.为此,根据第一方面,本发明的目的在于提供一种用于机动车辆的除霜管道,所述除霜管道包括具有槽的主体并且用于与仪表板面板固定,其特征在于,所述除霜管道包括至少一个扬声器碗,并且,至少一个扬声器碗与所述主体一体成型。
13.如通过阅读刚刚给出的限定所理解的那样,本发明用于用除霜管道代替扬声器支撑件来承载扬声器碗。由于用于固定所述扬声器和所述扬声器格栅的固定部件由所述扬声器支撑件而非由所述扬声器碗承载,当所述仪表板未装备有扬声器时,这些固定不再默认地存在。在所述仪表板面板固定在所述除霜管道上的时刻上但仅在需要时(也就是说,当所述仪表板面板具有用于所述扬声器或用于自动紧急呼叫系统的开口时),所述扬声器支撑件经添加在所述除霜管道上。本发明的特征在于,本发明对于所提出的问题提供了简单且经济的答复。
14.根据实施例,至少一个扬声器碗包括至少一个内分隔板,所述至少一个内分隔板配置用于把所述至少一个扬声器碗分成至少两个隔间。该构造使所述扬声器碗能够接收至少两个从至少一个扬声器和/或自动紧急呼叫系统之中选择的声学装置。
15.根据实施例,一个或多个扬声器碗具有开口,其特征在于,所述除霜管道由热塑性塑料或由具有热塑性基体(matrice)的复合材料制成,并且,至少一个扬声器碗包括边沿,所述边沿形成所述扬声器碗的开口的外廓;所述边沿具有一系列肋,所述一系列肋用于通过超声波焊接或振动焊接使所述扬声器碗固定在仪表板面板上。该构造的有利之处在于,所述扬声器碗本身通过焊接固定在所述仪表板面板上,这使得所述组件更耐用。
16.根据实施例,至少一个扬声器碗包括至少一个用于固定扬声器支撑件的固定接合部。
17.优选地,至少一个固定接合部包括卡扣部件,所述卡扣部件用于与由所述扬声器支撑件承载的互补的卡扣部件配合。
18.有利地,至少一个固定接合部布置在经配置于所述扬声器碗中的周边台肩上。优选地,所述周边台肩经包含在所述扬声器碗中,也就是说,所述周边台肩布置成低于所述扬声器碗的用于与所述仪表板面板固定的边沿。
19.根据第二方面,本发明旨在提供一种扬声器支撑件,所述扬声器支撑件用于固定在根据第一方面的除霜管道上,其特征在于,所述扬声器支撑件呈现具有至少一个开口的板件的形式,并且,所述扬声器支撑件包括至少一个固定接合部或用于与由所述除霜管道承载的扬声器碗固定的固定部件。
20.优选地,所述板件具有至少两个开口,并且/或者,所述用于与所述扬声器碗固定的固定部件是卡扣部件
21.优选地,所述板件具有上表面和下表面,并且,所述卡扣部件呈现至少一个从所述板件的下表面突出地升高的公元件的形式。
22.根据实施例;所述扬声器支撑件还包括用于固定扬声器格栅的卡扣部件。优选地,所述用于固定扬声器格栅的卡扣部件包括至少一个卡扣插座,所述至少一个卡扣插座用于接收由所述扬声器格栅承载的卡扣腿。
23.根据实施例;所述扬声器支撑件还包括用于固定扬声器和/或自动紧急呼叫系统的固定部件。优选地,所述用于固定扬声器和/或自动紧急呼叫系统的固定部件包括至少一个锁止螺母。
24.根据实施例;所述板件具有上表面和下表面,所述扬声器支撑件的特征在于,所述扬声器支撑件包括从所述板件的上表面升高的周边台肩。优选地,所述扬声器支撑件由热塑性塑料或由具有热塑性基体的复合材料制成,并且,所述周边台肩具有一系列肋,所述一系列肋用于通过超声波焊接或振动焊接使所述扬声器支撑件固定在仪表板面板上。
25.根据第三方面,本发明涉及一种组件,其特征在于,所述组件包括根据第一方面的除霜管道和根据第二方面的扬声器支撑件。
26.根据第四方面,本发明涉及一种具有仪表板面板的仪表板,其特征在于,所述仪表板面板与根据第一方面的除霜管道固定或者与根据第三方面的组件固定。
27.根据第五方面,本发明涉及一种机动车辆,其特征在于,所述机动车辆包括具有仪表板面板的仪表板,并且,所述仪表板面板与根据第一方面的除霜管道固定或者与根据第三方面的组件固定。
28.例如,本发明涉及一种机动车辆,其特征在于,所述机动车辆包括根据第四方面的仪表板。
29.根据第六方面,本发明涉及一种用于装配根据第四方面的仪表板或根据第五方面的机动车辆的仪表板的装配方法,所述方法包括用于使除霜管道固定在仪表板面板上的固定步骤;所述方法的特征在于,所述除霜管道是根据第一方面的除霜管道,并且,当所述仪表板面板具有与由所述除霜管承载的扬声器碗相面对的开口时,所述方法包括在所述用于使除霜管固定在仪表板面板上的固定步骤之前实施的用于使扬声器支撑件固定在所述扬声器碗上的固定步骤。
30.根据本发明的实施例,所述用于使除霜管道固定在仪表板面板上的固定步骤通过超声波焊接或振动焊接来实施。
31.根据本发明的实施例,至少一个扬声器支撑件是根据第二方面的扬声器支撑件。
32.根据本发明的实施例,所述用于使扬声器支撑件固定在所述扬声器碗上的固定步骤通过卡扣来实施。
33.根据本发明的实施例,所述方法还包括在所述用于使除霜管道固定在仪表板面板上的固定步骤之后实施的用于使自动紧急呼叫系统和/或扬声器固定在所述扬声器支撑件上的固定步骤。
34.优选地,所述方法还包括在所述用于使自动紧急呼叫系统和/或扬声器固定在所述扬声器支撑件上的固定步骤之后实施的用于使扬声器格栅固定在所述扬声器支撑件上的固定步骤。
35.根据第七方面,本发明涉及根据第一方面的除霜管道和/或根据第三方面的组件
的用途,该用途用于自动紧急呼叫系统和/或扬声器在机动车辆中(优选地在根据第五方面的机动车辆中)的装配。
36.例如,本发明涉及根据第一方面的除霜管道和/或根据第三方面的组件的用途,该用途用于自动紧急呼叫系统和/或扬声器在根据第四方面的仪表板中的装配。
附图说明
37.通过阅读本发明下文中作为示例给出的详细说明和附图,将更好地理解本发明,本发明的其它方面和优点将更加清楚,在所述附图中:
38.图1是根据现有技术的除霜管道及其相关联的扬声器碗的透视图。
39.图2是未配备有扬声器的根据现有技术的仪表板的经简化横向剖视图。
40.图3是具有扬声器的根据现有技术的仪表板的经简化横向剖视图。
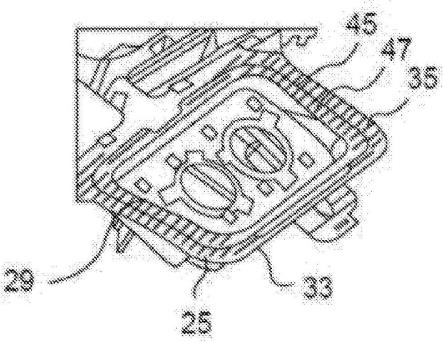
41.图4是根据本发明的除霜管道及其相关联的扬声器支撑件的透视图。
42.图5是经装配于根据本发明的除霜管道的扬声器碗中的扬声器支撑件的透视图。
43.图6是未配备有扬声器的根据本发明的仪表板的经简化横向剖视图。
44.图7是具有扬声器的根据本发明的仪表板的经简化横向剖视图。
具体实施方式
45.在下文中的描述中,术语“包括”是“包含”的同义词并且是非限制性的,该术语允许在除霜管道、扬声器支撑件、车辆仪表板中存在其它元件,或者允许在涉及本发明的方法中存在其它步骤。当然,术语“包括”涵盖术语“由
……
组成”。术语“顶部”和“底部”按其一般含义理解,术语“底部”表示更接近于地面。在不同的附图中,相同的附图标记表示相同或相似的元件。
46.图1至图3已在技术背景部分中描述,现在参考图4,该附图示出了根据本发明的除霜管道17,该除霜管道用于安装在机动车辆的前挡风玻璃下方。除霜管道17包括具有大体上呈u形的主体,该主体具有中央部分19和两个侧向部分21,所述呈u形的主体构造用于在除霜管道17装配在机动车辆中时朝所述机动车辆的后方方向开口。除霜管道17的主体用于与仪表板面板9(在图6和图7中可见)固定并且具有槽23,该槽沿着所述主体的整个长度延伸并且用于与空调装置(未示出)联接。槽23朝顶部方向开口并且用于与仪表板面板9配合,以形成用于给车辆的挡风玻璃除霜的空气分配道。
47.根据本发明的除霜管道17的特征在于,所述除霜管道包括至少一个扬声器碗25,并且,至少一个扬声器碗25与所述主体一体成型。一个或多个扬声器碗25具有开口,该开口朝顶部方向开口。优选地,如图4上所示,至少一个扬声器碗25配置在所述主体的中央部分19位置处,以便安置在两个侧向部分21之间(也就是说,在所述u形内部)。由此,至少一个扬声器碗25与所述主体的中央部分19一体成型。一个或多个扬声器碗25从除霜管道17的主体突出地延伸。
48.根据优选实施例,至少一个扬声器碗25包括至少一个内分隔板27,所述至少一个内分隔板配置用于把所述至少一个扬声器碗分成至少两个隔间。由此,扬声器碗25可经使用用于相邻地装配的至少两个声学装置(例如扬声器和自动紧急呼叫系统(在图4和图5中未示出))。相关联的扬声器支撑件29包括至少一个开口31,所述至少一个开口用于与所述
隔间中的一个相面对;例如,如果所述隔间中的仅一个用于被使用,则相关联的扬声器支撑件包括单个开口。优选地,相关联的扬声器支撑件29包括至少两个开口31,所述至少两个开口中的每个用于与所述隔间中的一个相面对。
49.除霜管道17优选地由热塑性塑料或由具有热塑性基体的复合材料制成。例如,本领域技术人员受益于从聚丙烯(pp)、聚乙烯(pe)、聚邻苯二甲酰胺(ppa)、聚醚醚酮(peek)、聚苯硫醚(pps)、聚酰胺酰亚胺(pai)、聚醚酰亚胺(pei)、聚芳酰胺(paa)或聚酰胺(pa)(例如聚酰胺6(pa6或聚己内酰胺)或例如聚酰胺6.6(pa 6.6或聚六亚甲基己二酰胺))或其混合物之中选择所述热塑性塑料或所述复合材料的热塑性基体。优选地,所述热塑性塑料或所述复合材料的热塑性基体是聚丙烯或聚酰胺。
50.根据实施例,除霜管道17通过超声波焊接或振动焊接与仪表板面板9组装。所述超声波焊接或振动焊接是本领域技术人员所已知的技术,因此不在本说明书中详细描述。可明确,这涉及用于通过焊接组装由热塑性材料制成的具有给定熔点的零件的组装技术。有利地,待组装的零件中的每个在各自的固定接合部位置处具有一系列肋。高频振动借助于振动工具传递到待组装的零件。在由所述振动引起的热量的作用下,所述肋熔化并且不同零件的材料在所述固定接合部位置处融合。由此实施了所述焊接。
51.由此,有利地,一个或多个扬声器碗25朝顶部方向开口并因此与仪表板面板9相面对,至少一个扬声器碗25包括边沿33,所述边沿形成扬声器碗25的开口的外廓。该边沿33形成扬声器碗25的与仪表板面板9固定的固定接合部。为此,本领域技术人员受益于使得所述扬声器碗的周边边沿33具有一系列肋35,所述一系列肋用于通过超声波焊接或振动焊接使所述扬声器碗25固定在仪表板面板9上。
52.根据实施例,至少一个扬声器碗25包括至少一个用于固定扬声器支撑件29的固定接合部。优选地,至少一个固定接合部包括卡扣部件37,所述卡扣部件用于与由扬声器支撑件29承载的互补的卡扣部件39配合。例如,至少一个固定接合部包括孔口37,该孔口用于使固定卡扣通过,所述固定卡扣用于形成由扬声器支撑件29承载的卡扣部件39。
53.根据本发明的优选实施例,至少一个用于固定扬声器支撑件29的固定接合部布置在经配置于扬声器碗25中的周边台肩41上。优选地,所述周边台肩经包含在所述扬声器碗中,也就是说,所述周边台肩布置成低于所述扬声器碗的用于与所述仪表板面板固定的边沿。由此,有利地,扬声器支撑件29至少部分地且优选地整体地经包含在扬声器碗25中。通过卡扣固定的优点在于,不需要工具,并因此可在所述不同零件的组装的时刻上容易地实施,以实现这些零件的焊接。然而,本领域技术人员可通过其它部件执行该固定。
54.由此,用于固定在除霜管道17上的扬声器支撑件29优选地呈现具有至少一个开口31的板件的形式,并且包括至少一个固定接合部或用于固定和/或卡扣由所述除霜管道17承载的扬声器碗25的固定和/或卡扣部件39。优选地,所述板件具有至少两个开口31。有利地,用于固定和/或卡扣所述扬声器碗的固定和/或卡扣部件39是卡扣部件39。所述板件具有上表面和下表面,卡扣部件39有利地呈现至少一个从所述板件的下表面突出地升高的公元件的形式。
55.理解到,用于固定一个或多个声学装置和扬声器格栅11的固定部件由扬声器支撑件29承载。因此,固定部件不会默认地出现在所有车型上,而只在需要时出现。
56.由此,有利地,根据本发明的扬声器支撑件29包括用于通过卡扣固定扬声器格栅
11的卡扣部件15。优选地,所述卡扣部件15包括至少一个卡扣插座,所述至少一个卡扣插座用于接收由扬声器格栅11承载的卡扣腿43。所述卡扣插座经定向成朝向顶部开口,所述卡扣通过使一个或多个用于卡扣扬声器格栅11的卡扣腿43压入在所述扬声器支撑件的一个或多个卡扣插座中来实施。
57.同样地,根据本发明的扬声器支撑件29有利地包括用于固定扬声器和/或自动紧急呼叫系统的固定部件13。优选地,用于固定扬声器和/或自动紧急呼叫系统的固定部件13包括至少一个锁止螺母。一个或多个锁止螺母配置用于朝向顶部开口,以便穿过由仪表板面板9具有的开口可访问。
58.优选地,扬声器支撑件29的通过卡扣的固定是所谓的临时“维持”固定。最终的固定通过超声波焊接或振动焊接来实施。该构造在所述组件的耐用性方面是有利的,且有利于在车辆的行驶期间避免由振动产生的干扰噪音。
59.由此,根据优选实施例,所述板件具有上表面和下表面,扬声器支撑件29包括从所述板件的上表面升高的周边台肩45。该周边台肩45形成用于使扬声器支撑件29与仪表板面板9固定的固定接合部。为此,本领域技术人员受益于使得扬声器支撑件29的周边台肩45具有一系列肋47,所述一系列肋用于通过超声波焊接或振动焊接使所述扬声器支撑件29固定在仪表板面板9上。
60.注意到,在本发明的优选实施例中,本发明的特征在于,所述超声波焊接或振动焊接使至少三个零件(即仪表板面板9、(包含一个或多个扬声器碗25的)除霜管道17和一个或多个扬声器支撑件29)之间焊接。如此形成的仪表板比现有技术的仪表板更耐用,在现有技术的扬声器中,扬声器碗通过螺接而非通过焊接组装。消除相关联的螺接操作会进一步增加由本发明引起的节省。
61.由此,根据优选实施例,扬声器支撑件29由热塑性塑料或由具有热塑性基体的复合材料制成。例如,扬声器支撑件29由与除霜管道17相同的材料制成。优选地,周边台肩45具有一系列肋47,所述一系列肋用于通过超声波焊接或振动焊接使所述扬声器支撑件29固定在仪表板面板9上。
62.本发明还涉及一种用于装配根据本发明的车辆仪表板的装配方法,所述装配方法意味着使用根据本发明的除霜管道17,也就是说,该除霜管道包括具有槽23的主体以及与所述主体一体成型的至少一个扬声器碗25。所述方法包括按时间顺序给出的以下步骤:提供仪表板面板9和提供根据本发明的除霜管道17。确定在仪表板面板9上是否存在开口(该开口用于定位成与由所述除霜管道17承载的扬声器碗25相面对)。当仪表板面板9不具有开口时,用于使除霜管道17固定在仪表板面板9上的固定步骤直接地实施。当仪表板面板9具有至少一个开口时,所述方法包括在用于使除霜管道17固定在仪表板面板9上的固定步骤之前实施的附加的固定步骤,该附加的固定步骤用于使扬声器支撑件29固定在一个或多个用于定位成与一个或多个开口相面对的扬声器碗25上。经固定的扬声器支撑件29优选地定尺寸用于经包含在扬声器碗25中。优选地,用于使扬声器支撑件29固定在扬声器碗25上的固定步骤通过卡扣来实施。
63.无论扬声器支撑件29与或不与扬声器碗25固定,本领域技术人员受益于使得用于使除霜管道17固定在仪表板面板9上固定步骤通过超声波焊接或振动焊接来实施。
64.当仪表板面板9与除霜管道17和一个或多个扬声器支撑件29焊接时,所述装配方
法后面接有用于使自动紧急呼叫系统和/或扬声器7固定在所述扬声器支撑件上的固定步骤的实施。该固定有利地通过螺接来实施。然后,所述方法实施了用于使扬声器格栅11固定在所述扬声器支撑件上的固定步骤。对于扬声器格栅11的固定有利地通过卡扣来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1