具有风导流弓形件的风导流装置的制作方法
本发明涉及一种车顶的风导流装置,其具有风导流弓形件以及固定在风导流弓形件上的风导流网,所述风导流弓形件借助于流体注射技术被注射成型为空心型材。此外,本发明涉及一种模具,其用于借助于塑料注射成型制造车顶上的风导流装置的风导流弓形件,其中,模具的至少两个模板限定模腔的边界,风导流弓形件在所述模腔中借助于流体注射技术被注射成型为空心型材。
背景技术:
1、由wo 2020/069834 a1公知了这种类型的风导流装置具有风导流弓形件。此外给出一种模具,风导流弓形件可以借助所述模具以气体辅助注塑方法注射成型为塑料型材。风导流弓形件构造有槽,所述槽被准备好用于可以借助于固定装置将风导流网安置在风导流弓形件上。
技术实现思路
1、本发明的任务在于,提供一种开头所述的风导流装置,所述风导流装置在安置风导流网上被改善,以及提供一种用于制造风导流弓形件的模具。
2、该任务在开头所述的风导流装置中根据本发明通过如下方式来解决,即风导流网借助于在注射成型过程中建立的注射成型连接部与构成风导流弓形件的注射成型材料固定地连接。
3、此外,该任务在开头所述的模具中根据本发明通过如下方式来解决,即闭合的模具将在注射成型时与风导流弓形件要连接的风导流网保持在固定位态中,在所述固定位态中,风导流网的固定边缘区段相对于构成风导流弓形件的注射成型材料位置精确地被保持在模腔中。
4、本发明的有利的构型分别在从属权利要求中给出。
5、根据本发明的风导流装置的风导流弓形件的特征由此在于,直接在模具中通过使用流体注射技术将风导流弓形件注射成型为空心型材时,风导流网借助于注射成型连接部与风导流弓形件固定地连接。不需要在风导流网和风导流弓形件之间的附加的接合介质。此外在制造时不需要附加的装配过程或中间步骤。借助流体注射技术制造的风导流弓形件具有高的刚性和抗扭强度。不需要附加地要成型的或要安置的加固部。
6、流体注射技术(fit)或使用流体注射技术的方法特别是包括气体辅助注塑方法或气体辅助注射方法(git或gid)、水辅助注塑方法(wid)或弹丸注射技术(pit)。即使下面涉及气体辅助注塑方法或气体辅助注射方法,任何所述技术或方法也是可应用的。
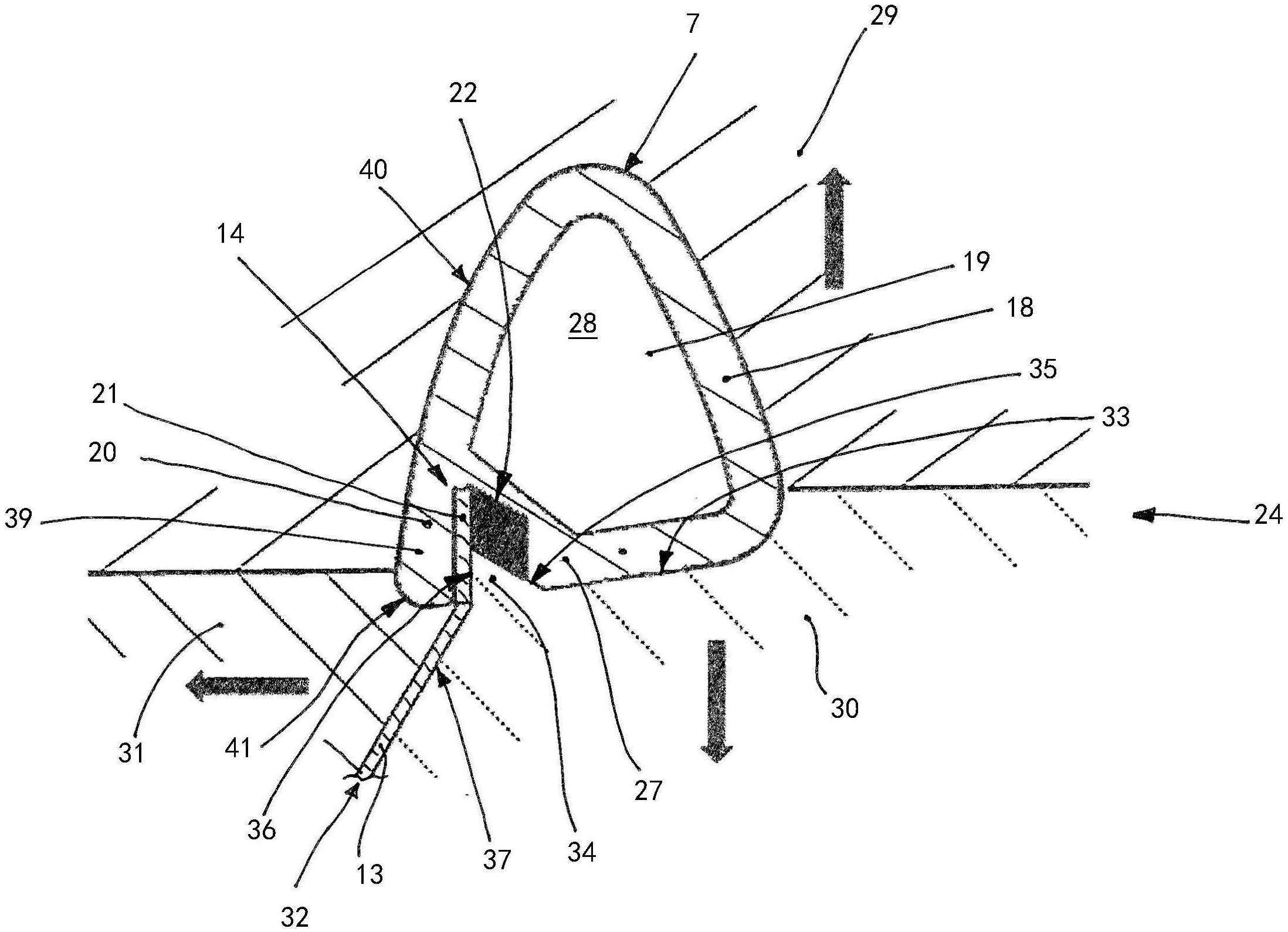
7、优选地,风导流网被安置在风导流弓形件的空心型材壁上和/或被安置在从空心型材或空心型材壁突出的型材翼缘上。空心型材壁符合目的地这样被成型,以使得风导流网在风导流弓形件上的固定部位不位于直接的空气流入的区域中。型材翼缘符合目的地这样构造或者被成型到空心型材上,以使得风导流网在风导流弓形件上的固定部位优选地布置在风导流弓形件下侧上并且特别是布置在风导流弓形件的流入侧外部。风导流网可以例如被安置在风导流弓形件的空心型材壁和从空心型材或空心型材壁突出的型材翼缘之间的槽。符合目的地,风导流网在其上边缘处具有固定边缘区段,风导流网通过所述固定边缘区段固定在风导流弓形件上。
8、根据一个优选的实施方式设置,风导流网的固定边缘区段具有定位单元,所述定位单元和风导流网的固定边缘区段一起借助于注射成型连接部与风导流弓形件连接。风导流网的固定边缘区段借助于定位单元在确定的位态中定位在风导流弓形件上。风导流网的固定边缘区段借助于定位单元特别是在空心型材壁中或上和/或在型材翼缘中或上这样固定地被保持,以至于注射成型时的气体内部压力不能使固定边缘区段从其确定的位态在风导流弓形件上移位。
9、符合目的地,定位单元在风导流网上被安置在风导流网的与风流入方向相反的背侧上。空心型材壁的或型材翼缘的在风导流件的固定边缘区段的前侧处的区段则不必接收下述定位单元,该定位单元会消极地影响特别是处于观察者的视野中的区域中的空心型材壁或型材翼缘的形状、大小或结构。因此,注射成型材料可以在该区段中以始终不变的厚度构造。然而在注射成型材料和相应的构型的足够的厚度下也可以设置定位单元在风导流网上与这里不同的安置。
10、优选地,定位单元以条的形式构造。符合目的地,定位单元或条在安置在风导流弓形件上的固定边缘区段的整个长度上延伸。符合目的地,定位单元或所述条能够以如此程度弯曲,以使得所述定位单元或所述条被接收在呈与风导流弓形件的形状相匹配的构型的模具上并且能够以注射成型连接部与风导流弓形件连接,特别是被接收在至侧向伸开臂的过渡部上。定位单元的或所述条的横截面可以例如构造为矩形、菱形或者弯曲的弧形区段。定位单元或所述条可以单独地或者结合风导流网提供风导流网在模具中相对于风导流弓形件的固定。
11、优选地,定位单元被注射成型到风导流弓形件的空心型材壁的下壁区段上和/或至少部分地嵌入所述下壁区段中。然而空心型材的或空心型材壁的另外的区域也可以设置用于安置风导流网。
12、定位单元可以例如作为焊接构件被安置在风导流网上。优选地构造为长形的型材或塑料型材的定位单元例如被热焊接在风导流网上。定位单元也可以作为挤出成型构件、作为3d打印构件或者作为注射成型构件被安置在风导流网上。
13、优选地,风导流弓形件相对于车顶能伸开地被支承。
14、符合目的地,风导流网在其下边缘处设置有连接装置或嵌条,所述连接装置或嵌条能够例如借助于插接元件固定在车顶的构件上。优选地,在将风导流网注射成型到风导流弓形件上时,所述连接装置或嵌条被安置或注射成型在风导流网上。
15、符合目的地,型材翼缘在风导流型材上布置前侧或空气导入侧。然而型材翼缘也可以关于流动方向布置在风导流型材背侧或者布置在风导流型材下侧。
16、借助流体注射技术并且特别是以气体辅助注塑方法制造的空心型材在其一体的构型中具有高的强度。不需要另外的附加地装配在风导流型材或风导流弓形件上的加固件。因此可以实现风导流型材的很大程度上闭合的并且流线型的表面。
17、根据本发明的模具在其闭合位态中将在注射成型时与风导流弓形件要连接的风导流网保持在固定位态中。由此确保,即使在气体内部压力下使注射成型材料成为其最终形状并且在此可能使固定边缘区段移位到不期望的位态中,也将风导流网的固定边缘区段相对于构成风导流弓形件的注射成型材料位置精确地保持在模腔中。然而通过所述固定防止所述移位。
18、根据一个优选的实施方式设置,所述模板的至少一个模板具有贴靠区段,所述贴靠区段抵抗被注射的介质的内部压力或被注射的气体内部压力地支撑风导流网的固定边缘区段。贴靠区段这样构造,以使得所述贴靠区段可以提供需要的固定。贴靠区段也这样构造,以使得所述贴靠区段实现以简单的模具运动来打开模具并且将风导流弓形件及固定在其上的风导流网容易地脱模。
19、符合目的地,定位单元安置在风导流网的固定边缘区段上。所述定位单元在模具闭合时贴靠在贴靠区段上。贴靠区段抵抗由于被注射的并且由气体内部压力施加的塑料注射成型材料导致的移位地支撑定位单元。定位单元可以与固定边缘区段一起具有能固定在贴靠区段上的配置。因此,定位单元可以例如与固定边缘区段一起形成例如楔形的槽,同样楔形地突出的贴靠区段与该槽配合。另外的固定的配合形状和支撑形状也可以由定位单元单独地形成或者由定位单元与固定边缘区段的组合形成。
20、优选地,所述模具形成为用于注射成型根据前述实施方案所述的或者根据权利要求1至9中任一项所述的风导流弓形件。
- 还没有人留言评论。精彩留言会获得点赞!