车窗包边结构件、车窗及车窗包边结构件的制造方法与流程
1.本发明涉及车辆领域,进一步的,涉及一种车窗包边结构件、车窗及车窗包边结构件的制造方法,尤其涉及一种内部含有记忆合金的车窗包边结构件、车窗及车窗包边结构件的制造方法。
背景技术:
2.随着汽车制造行业的不断发展,消费者以及生产厂家对汽车造型的精致感知程度要求越来越高。其中,如图1、图2所示,车窗包边结构100的舌头与车辆环境件200之间实现良好的适配效果(贴合或满足适配要求的间隙或渐变间隙等),即为提升汽车造型的精致感知的构成之一。
3.从制造产品的公差、安装公差、钣金公差等角度考虑,为实现车窗包边结构100的舌头与车辆环境件200之间实现良好的贴合或满足适配要求的间隙,在制造车窗包边结构100时需考虑其预变形作用,用来吸收上述公差。通常预留0-15mm的预变形量。
4.但现阶段,由于车辆造型的差异,车辆环境件200无法标准化,致使依据车辆环境件200的配合条件所设计的包边结构类型多样、差异大,亦无法实现保准化;包边结构的差异(如:包边或嵌件的尺寸波动范围在0-5mm)会导致产品(如:玻璃的尺寸波动范围在0.5mm-3.0mm)的尺寸存在较大范围的波动,而各结构件的预变形量仅能通过经验以及评审决定;另外,由于各生产厂家钣金材料以及制造能力的不同,其钣金等车辆环境件200的尺寸可控范围在0mm-2mm之间。由上述原因导致,初始的车窗包边结构100在装车后很难与车辆环境件200一次性就达到理想的适配状态,而需要通过多轮相互调整匹配才能达到良好的适配效果。
5.因此,在设计车窗包边结构100的初始方案中通常需要分为装车理论效果数据以及车窗包边结构100的预变形量的开发数据,数据繁多,工作量大,且需要根据产品装车后的实际效果(是否实现良好的贴合或满足适配要求的间隙)来重新评审和设计预变形量以及开发数据。由于大多数情况无法一次设计成型,只能通过前期的多次“试错”和修改来实现对应位置上(如:车窗包边结构100的舌头与车辆环境件200之间)实现贴合或满足适配要求的间隙,因此,需要对模具进行多次修改(如:对模具进行铣削焊补或者降面,甚至换模仁等处理),不仅需要消耗大量的人力物力,而且在修改过程中所需要的时间无法确定,对产品的交付时间也无法掌控。另外,现有车窗包边结构100在长期使用过程中由于环境温度的变化易发生老化,失去弹性、变形产生间隙,无法达到预设的装车效果。
6.鉴于上述内容,提出一种车窗包边结构件、车窗及车窗包边结构件的制造方法,以克服现有技术的缺陷。
技术实现要素:
7.本发明的目的在于提供一种车窗包边结构件、车窗及车窗包边结构件的制造方法,在车窗包边结构内增设记忆合金件,通过记忆合金件在不同温度下的相变特性,预设记
忆合金件的预变形范围,缩短试错以及修改时间,保证车窗包边结构能够满足与车体环境件之间的适配,提高生产效率和产品质量。
8.本发明的目的可采用下列方案来实现:
9.本发明提供了一种车窗包边结构件,所述车窗包边结构件包括包边件和设置于所述包边件内的记忆合金件,预设所述记忆合金件的变形量,所述记忆合金件能在高温相形状与低温相形状之间按预设的所述变形量发生变形,以使所述包边件安装状态下与车体环境件相适配。
10.在本发明的一较佳实施方式中,所述记忆合金件为双程记忆合金,所述双程记忆合金在加热后能变形为高温相形状,所述双程记忆合金在冷却后恢复至低温相形状,所述双程记忆合金为低温相形状时,其与所述车体环境件相适配。
11.在本发明的一较佳实施方式中,所述记忆合金件包括变形段和支撑段,所述变形段与所述包边件仿形设计,所述变形段的一端与所述支撑段连接,所述变形段的另一端向与所述车体环境件相适配方向延伸。
12.在本发明的一较佳实施方式中,所述支撑段所对应的所述包边件与车窗玻璃连接,所述变形段所对应的所述包边件向与所述车体环境件相适配方向倾斜,以使所述包边件与所述车体环境件相贴合,或者在所述包边件与所述车体环境件之间具有满足适配要求的间隙。
13.在本发明的一较佳实施方式中,所述支撑段所对应的所述包边件与所述车窗玻璃连接。
14.在本发明的一较佳实施方式中,所述变形段预设有与所述车体环境件相适配的变形量。
15.在本发明的一较佳实施方式中,所述变形段背向所述车体环境件的一侧沿所述变形段的延伸方向设置有发泡缓冲层。
16.在本发明的一较佳实施方式中,所述变形段面向车体环境件的一侧的表面与所述包边件的内部接触面之间无粘接力或具有弱粘接力。
17.在本发明的一较佳实施方式中,所述包边件上且与其预变形方向同向的一侧设置有至少一个变形槽。
18.在本发明的一较佳实施方式中,所述包边件上设置有装饰件。
19.本发明提供了一种车窗,所述车窗包括玻璃和上述的车窗包边结构件,所述车窗包边结构件与所述玻璃的边缘连接,且所述车窗包边结构件与车体环境件相贴合或者具有满足适配要求的间隙。
20.在本发明的一较佳实施方式中,所述玻璃与所述车体环境件之间通过粘接层粘接。
21.本发明提供了一种车窗包边结构件的制造方法,所述车窗包边结构件的制造方法包括如下步骤:
22.步骤s1:预设记忆合金件的变形量;
23.步骤s2:加热所述记忆合金件使其处于高温相形状,使所述记忆合金件变形至理论形状;
24.步骤s3:理论形状下的所述记忆合金件与包边件注塑成型,得到理论形状下的车
窗包边结构件;
25.步骤s4:冷却所述车窗包边结构件至所述记忆合金件处于低温相形状,使所述记忆合金件恢复预设的变形量,得到装车形状下的车窗包边结构件。
26.在本发明的一较佳实施方式中,所述步骤s1之前,获取所述车窗包边结构件的理论数据,并根据所述理论数据开发模具;其中,所述车窗包边结构件的理论数据至少包括所述记忆合金件的理论数据和所述包边件的理论数据。
27.在本发明的一较佳实施方式中,所述步骤s3中,将理论形状下的所述记忆合金件与所述包边件放入模具中注塑成型。
28.在本发明的一较佳实施方式中,所述步骤s4之后,还包括:
29.步骤s5:将所述车窗包边结构件与车体环境件配合安装;
30.步骤s6:若所述车窗包边结构件与所述车体环境件之间未达到适配状态,则重新调整所述记忆合金件的变形量;
31.步骤s7:重复所述步骤s2至所述步骤s5的操作,直至所述车窗包边结构件与所述车体环境件之间达到适配状态。
32.由上所述,本发明的车窗包边结构件、车窗及其制造方法的特点及优点是:在包边件内增设记忆合金件,预设记忆合金件的变形量,通过记忆合金件在不同温度下的相变特性,使记忆合金件能在高温相形状与低温相形状之间按预设的变形量发生变形,达到包边件安装状态下与车体环境件相适配的目的,从而缩短包边件制造过程中的试错以及修改时间,保证包边件能够满足与车体环境件之间的适配,提高生产效率和产品质量。
附图说明
33.以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。
34.其中:
35.图1:为现有技术中车窗位置的结构示意图。
36.图2:为现有技术中车窗包边结构与车辆环境件装配状态下的结构示意图。
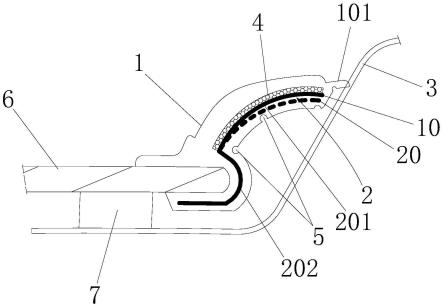
37.图3:为本发明车窗包边结构件的结构示意图之一。
38.图4:为本发明车窗包边结构件的结构示意图之二。
39.图5:为图2中的局部位置示意图。
40.图6:为本发明车窗包边结构件中记忆合金件为高温相形状时包边件与车体环境件的位置示意图。
41.图7:为图6中a位置的局部放大图。
42.图8:为本发明车窗包边结构件中记忆合金件为低温相形状时包边件与车体环境件的位置示意图。
43.图9:为图8中b位置的局部放大图。
44.图10:为本发明车窗包边结构件的结构示意图之三
45.图11:为本发明车窗包边结构件的结构示意图之四。
46.图12:为本发明车窗包边结构件的制造方法的工艺流程图之一。
47.图13:为本发明车窗包边结构件的制造方法的工艺流程图之二。
48.背景技术中的如图标号为:
49.100、车窗包边结构;
ꢀꢀꢀꢀꢀꢀꢀꢀ
200、车辆环境件。
50.本发明中的附图标号为:
51.1、包边件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101、舌头;
52.2、记忆合金件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
201、变形段;
53.202、支撑段;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、车体环境件;
54.4、发泡缓冲层;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、变形槽;
55.6、玻璃;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7、粘接层;
56.8、装饰件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10、理论位置;
57.20、预变形位置。
具体实施方式
58.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
59.实施方式一
60.如图3至图11所示,本发明提供了一种车窗包边结构件,该车窗包边结构件包括包边件1和记忆合金件2,记忆合金件2设置于包边件1的内部,通过预设记忆合金件2的变形量,可使记忆合金件2在高温相形状与低温相形状之间按预设的变形量发生变形,进而使得包边件1在与车体环境件3配合安装的状态下,包边件1能与车体环境件3相适配。
61.本发明中的图3至图5意在表明记忆合金件2分别在高温相形状与低温相形状时所产生的变形,实际情况下,由于记忆合金件2的变形,也会使包边件1发生变形(即:包边件1与车体环境件3之间的位置关系发生变化),而包边件1的变形可由图6至图9显示,在图3至图5中并未对包边件1的变形进行显示。
62.其中,包边件1与车体环境件3相适配,即为包边件1与车体环境件3达到装车要求。其中至少包括包边件1的舌头101与车体环境件3相贴合,以及包边件1与车体环境件3之间具有满足适配要求的间隙(该间隙可为均匀间隙,也可为宽度渐变的间隙,根据实际装配要求确定)。
63.进一步的,车体环境件3可为但不限于车体上需要与包边件1配合安装的钣金结构、密封结构或者塑料结构等部件。
64.本发明在包边件1内增设记忆合金件2,预设记忆合金件2的变形量,通过记忆合金件2在不同温度下的相变特性,使记忆合金件2能在高温相形状与低温相形状之间按预设的变形量发生变形,达到包边件1安装状态下与车体环境件3相适配的目的,从而缩短包边件1制造过程中的试错以及修改时间,保证包边件1能够满足与车体环境件3之间的适配,提高生产效率和产品质量。
65.在本发明的一个可选实施例中,记忆合金件2优选双程记忆合金,双程记忆合金在加热后能变形为高温相形状,双程记忆合金在冷却后恢复至低温相形状。记忆合金件2的低温相形状位与车体环境件3相适配的状态。
66.具体的,记忆合金件2采用形状记忆合金(sma)制成,其可为不限于铁基记忆合金制成。形状记忆合金具有形状记忆效应、超弹性、高阻尼性等特性,其可感知温度变化并能将热能转换成机械能,对外输出力、位移或储存并释放能量。由于本发明中的记忆合金件2
应用于车窗包边结构件中,而汽车的常规生产环境温度低于130℃,因此可选用高温相变温度为100℃至130℃之间、低温相变温度为30℃至70℃之间的铁基记忆合金,使得记忆合金件2能够按预设变形量在高温相变温度和低温相变温度的对应条件下产生变形。
67.在本发明的一个可选实施例中,如图3、图4、图6、图8所示,记忆合金件2包括变形段201和支撑段202,变形段201与包边件1仿形设计(即:二者具有相同的弯转趋势、具有相近或相同的弯转弧度),变形段201的一端与支撑段202连接,变形段201的另一端向与车体环境件3相适配方向延伸(在本实施例中变形段201向靠近车体环境件3方向延伸)。支撑段202所对应的包边件1与车窗玻璃连接,变形段201预设有与车体环境件3相适配的变形量,且变形段201所对应的包边件1向与车体环境件3相适配方向倾斜(在本实施例中变形段201所对应的包边件1为向靠近车体环境件3的方向倾斜),以使包边件1与车体环境件3相贴合,或者在包边件1与车体环境件3之间具有满足适配要求的间隙。在相变过程中仅变形段201发生弯转变形,而支撑段202的设置为变形段201在包边件1内的位置起到支撑、固定的作用。
68.在本实施例中,如图3、图4、图6、图8所示,变形段201的横截面呈向靠近车体环境件3方向弯转的弧形,变形段201预设有向靠近车体环境件3方向弯转的变形量(即:记忆合金件2为低温相形状时,变形段201更靠近车体环境件3)。当然,根据不同的装配要求,也可对变形段201预设有向远离车体环境件3方向弯转的变形量(即:记忆合金件2为高温相形状时,变形段201更靠近车体环境件3),变形段201的形状、变形量以及变形方向可根据理论造型确定。
69.进一步的,如图3、图4、图6、图8所示,支撑段202所对应的包边件1与车窗玻璃6连接。其中,支撑段202所对应的包边件1可固定包覆于车窗玻璃6的边缘位置,且至少部分支撑段202沿包边件1包覆于车窗玻璃6的边缘位置。当然,支撑段202所对应的包边件1还以其他形式固定于车窗玻璃6的表面,保证车窗包边结构件的稳固安装要求即可。
70.在本发明的一个可选实施例中,如图3至图9所示,变形段201背向车体环境件3的一侧的表面沿变形段201的延伸方向设置有发泡缓冲层4,且变形段201面向车体环境件3的一侧的表面与包边件1的内部接触面a之间无粘接力或具有弱粘接力(可通过在变形段201与包边件1的内部接触面之间设置防粘层来实现)。
71.在安装完成后,记忆合金件2在由高温相形状至低温相形状过程中,包边件1与车体环境件3相适配,即使后续记忆合金件2恢复至高温相形状,由于变形段201与包边件1的内部接触面a之间无粘接力或仅具有弱粘接力,包边件1的内表面不会跟随记忆合金件2发生形变,而是与车体环境件3之间依然保持适配状态;另外,由于发泡缓冲层4设置于包边件1的表面与记忆合金件2的变形段201之间,发泡缓冲层4自身具有弹性,在记忆合金件2由高温相形状到低温相形状变形过程中,包边件1的内表面会发生变形以调节车体环境件3之间的间隙,而发泡缓冲层4的设置能够减小包边件1的外表面随记忆合金件2朝向车体环境件3方向的受拉形变,从而有助于减小包边件1的外表面的形变量,避免包边件1的变形对其外观产生较大影响,保证产品的美观。
72.进一步的,发泡缓冲层4可通过但不限于注塑或者粘接的方式连接于变形段201的表面。其中,发泡缓冲层4可采用但不限于低密度、软质的发泡材料制成。
73.在本发明的一个可选实施例中,如图3、图4、图6、图8所示,包边件1上且与其预变
形方向同向的一侧设置有至少一个变形槽5。其中,可在包边件1的舌头101与变形段201之间设置变形槽5,也可在变形段201的中间位置设置变形槽5,也可在变形段201与支撑段202的连接位置设置变形槽5,变形槽5的数量、具体位置和形状可根据包边件1的弯转形状和弯转幅度设定,能够保证包边件1装车状态下能够满足与车体环境件3之间的位置关系即可,在此不做限定。
74.在本发明的一个可选实施例中,如图11所示,包边件1的表面设置有装饰件8,以达到装饰、美观的效果,还能够对包边件1起到一定的防护作用。
75.进一步的,装饰件8可为但不限于亮条。
76.本发明的车窗保边结构件的特点及优点是:
77.该车窗保边结构件中增设记忆合金件2,通过记忆合金件2在不同温度下的相变特性,使记忆合金件2能在高温相形状与低温相形状之间按预设的变形量发生变形,达到包边件1安装状态下与车体环境件3相适配的目的,从而缩短包边件1制造过程中的试错以及修改时间,保证包边件1能够满足与车体环境件3之间的适配,提高生产效率和产品质量。
78.实施方式二
79.如图3至图11所示,本发明提供了一种车窗,该车窗包括玻璃6和上述的车窗包边结构件,车窗包边结构件与玻璃6的边缘连接,且车窗包边结构件与车体环境件3相贴合或者具有满足适配要求的间隙,以达到装车要求。
80.进一步的,如图3、图4、图6、图8、图10所示,玻璃6与车体环境件3相之间通过粘接层7粘接固定。其中,粘接层7可为但不限于由pu胶形成的胶层。
81.实施方式三
82.如图12所示,本发明提供了一种车窗包边结构件的制造方法,该车窗包边结构件的制造方法包括如下步骤:
83.步骤s1:预设记忆合金件2的变形量,通过预设记忆合金件2的预变形数据,可以用于成型记忆合金件2的低温相形状;
84.步骤s2:在注塑前,加热记忆合金件2使其处于高温相形状,使记忆合金件2变形至理论形状;
85.步骤s3:将理论形状下(即:处于理论位置10)的记忆合金件2与包边件1注塑成型,得到理论形状下的车窗包边结构件;
86.进一步的,步骤s3中,将理论形状下(即:处于理论位置10)的记忆合金件2与包边件1放入模具中一体注塑成型。
87.步骤s4:冷却车窗包边结构件至记忆合金件2处于低温相形状,使记忆合金件2恢复预设的变形量,通过记忆合金件2的变形将包边件1的形状调整回预变形位置20,得到装车形状下的车窗包边结构件。
88.在本发明的一个可选实施例中,在步骤s1之前,需要获取车窗包边结构件的理论数据,并根据理论数据开发模具。
89.进一步的,车窗包边结构件的理论数据至少包括记忆合金件2的理论数据、包边件1的理论数据和玻璃6的理论数据。
90.在本发明的一个可选实施例中,如图13所示,步骤s4之后,车窗包边结构件的制造方法还包括:
91.步骤s5:将车窗包边结构件与车体环境件3配合安装;
92.具体的,将车窗包边结构件放入检具,从而检测车窗包边结构件与环境件(车体环境件3)的装配效果。
93.步骤s6:若车窗包边结构件与车体环境件3之间达到适配状态,则产品合格;若车窗包边结构件与车体环境件3之间未达到适配状态,则只需重新调整记忆合金件2的变形量,重新成型记忆合金件2的低温相形状;
94.步骤s7:重复步骤s2至步骤s5的操作,直至车窗包边结构件与车体环境件3之间达到适配状态。
95.其中,步骤s6和步骤s7中的适配状态可根据实际装车要求进行设定。
96.本发明的车窗包边结构件的制造方法的特点及优点是:
97.一、该车窗包边结构件的制造方法,通过在包边件1内增设记忆合金件2,通过记忆合金件2在不同温度下的相变特性,可预设包边件1的变形量,达到包边件1安装状态下与车体环境件3相适配的目的,从而缩短包边件1制造过程中的修改时间、减小试错损耗。
98.二、该车窗包边结构件的制造方法,通过在包边件1内增设记忆合金件2,通过记忆合金件2在不同温度下的相变特性,可预设包边件1的变形量,从而能够减少对包边件1的预变形的设计工作量,提高生产效率,保产品质量。
99.三、该车窗包边结构件的制造方法,通过在包边件1内增设记忆合金件2,可替代包边件1内加强件的设置,对包边件1起到提升强度的作用。
100.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1