车载曲面玻璃盖板及其印刷工艺的制作方法
1.本发明属于车载曲面玻璃盖板技术领域,具体涉及一种车载曲面玻璃盖板及其印刷工艺。
背景技术:
2.随着生产技术的不断进步,汽车内部设备的玻璃盖板在表现产品外观、手感、质感等方面起着重要的作用。传统上是在玻璃盖板表面直接整体印刷黑色涂层,然后再通过腐蚀或者打磨等工艺清楚多余的黑色涂层,从而在玻璃盖板上形成视窗,但是由于玻璃盖板表面可能出现弯曲,这样就不利于打磨等工艺的操作,视窗制作效率低,且视窗尺寸很难保证精确,为此,我们提出一种车载曲面玻璃盖板及其印刷工艺,以解决上述背景技术中提到的问题。
技术实现要素:
3.本发明的目的在于提供一种车载曲面玻璃盖板及其印刷工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种车载曲面玻璃盖板,包括玻璃盖板本体,所述玻璃盖板本体表面印刷有黑色涂层,黑色涂层上通过激光清洗出视窗,所述视窗为矩形或者圆形。所述激光采用脉冲激光器发出,且脉冲激光器固定在移动座上,移动座采用伺服电机进行驱动,从而实现脉冲激光器的移动。所述移动座上还安装有吸尘器,且移动座的移动包括水平方向的移动和竖直方向的移动,实现移动座上的脉冲激光器在距离玻璃盖板本体预设高度的情况下进行移动。所述激光功率为7w-10w,激光速度为2000mm/s-3000mm/s,激光频率为12khz-25khz。
5.本发明提供了一种车载曲面玻璃盖板的印刷工艺,具体包括以下步骤:
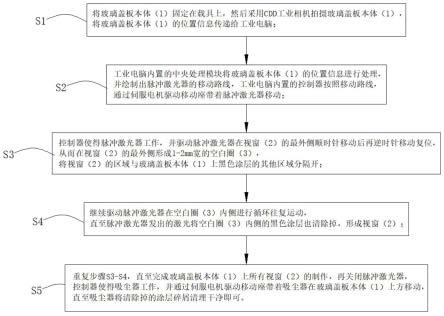
6.s1、将玻璃盖板本体固定在载具上,然后采用cdd工业相机拍摄玻璃盖板本体,将玻璃盖板本体的位置信息传递给工业电脑;
7.s2、工业电脑内置的中央处理模块将玻璃盖板本体的位置信息进行处理,并绘制出脉冲激光器的移动路线,工业电脑内置的控制器按照移动路线,通过伺服电机驱动移动座带着脉冲激光器移动;
8.s3、控制器使得脉冲激光器工作,并驱动脉冲激光器在视窗的最外侧顺时针移动后再逆时针移动复位,从而在视窗的最外侧形成1-2mm宽的空白圈,将视窗的区域与玻璃盖板本体上黑色涂层的其他区域分隔开;
9.s4、继续驱动脉冲激光器在空白圈内侧进行循环往复运动,直至脉冲激光器发出的激光将空白圈内侧的黑色涂层也清除掉,形成视窗;
10.s5、重复步骤s3-s4,直至完成玻璃盖板本体上所有视窗的制作,再关闭脉冲激光器,控制器使得吸尘器工作,并通过伺服电机驱动移动座带着吸尘器在玻璃盖板本体上方移动,直至吸尘器将清除掉的涂层碎屑清理干净即可。
11.与现有技术相比,本发明的有益效果是:本发明提供的一种车载曲面玻璃盖板及其印刷工艺,本发明脉冲激光器在视窗的最外侧顺时针移动后再逆时针移动复位,从而在视窗的最外侧形成1-2mm宽的空白圈,将视窗的区域与玻璃盖板本体上黑色涂层的其他区域分隔开,这样可实现视窗最外侧与其他涂层的分隔,有利于后续对空白圈内部的涂层进行彻底清除,防止脉冲激光器的移动超出空白圈外,避免由于对空白圈外侧的黑色涂层进行清除,造成视窗区域的尺寸外扩;
12.由于移动座采用伺服电机进行驱动,从而实现脉冲激光器的移动,移动座的移动包括水平方向的移动和竖直方向的移动,实现移动座上的脉冲激光器在距离玻璃盖板本体预设高度的情况下进行移动,这样使得脉冲激光器通过其发出的激光将视窗区域的涂层清除时,可使得脉冲激光器始终与玻璃盖板本体表面的距离一致,防止由于玻璃盖板本体表面弯曲,造成脉冲激光器在移动时,与玻璃盖板本体表面距离产生变化,避免对视窗区域不同弯曲处的涂层清除效果不同;
13.通过伺服电机驱动移动座带着吸尘器在玻璃盖板本体上方移动,直至吸尘器将清除掉的涂层碎屑清理干净,吸尘器的吸尘处理,可提高对黑色涂层碎屑的清理效率,避免碎屑残留。
附图说明
14.图1为本发明的矩形视窗的黑色涂层清除出空白圈的结构示意图;
15.图2为本发明的矩形视窗的黑色涂层清除后的结构示意图;
16.图3为本发明的圆形视窗的黑色涂层清除出空白圈的结构示意图;
17.图4为本发明的圆形视窗的黑色涂层清除后的结构示意图;
18.图5为本发明的视窗的黑色涂层清除后的整体结构示意图;
19.图6为本发明的脉冲激光器在玻璃盖板本体弯曲处移动并清除视窗黑色涂层的结构示意图;
20.图7为本发明车载曲面玻璃盖板的印刷工艺的流程示意图。
21.图中:1、玻璃盖板本体;2、视窗;3、空白圈。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本发明提供了如图1-6的一种车载曲面玻璃盖板,包括玻璃盖板本体1,所述玻璃盖板本体1表面印刷有黑色涂层,黑色涂层上通过激光清洗出视窗2,所述视窗2为矩形、圆形或则其他形状。
24.所述激光采用脉冲激光器发出,且脉冲激光器固定在移动座上,移动座采用伺服电机进行驱动,从而实现脉冲激光器的移动。伺服电机由控制器控制工作,通过调节伺服电机的转速,从而实现对脉冲激光器移动速度的控制;
25.所述移动座上还安装有吸尘器,且移动座的移动包括水平方向的移动和竖直方向
的移动,实现移动座上的脉冲激光器在距离玻璃盖板本体1预设高度的情况下进行移动。
26.控制器可调节激光功率,激光功率为7w-10w,激光速度为2000mm/s-3000mm/s,激光频率为12khz-25khz。
27.本发明提供了如图7的一种车载曲面玻璃盖板的印刷工艺,具体包括以下步骤:
28.s1、将玻璃盖板本体1固定在载具上,然后采用cdd工业相机拍摄玻璃盖板本体1,将玻璃盖板本体1的位置信息传递给工业电脑;
29.s2、工业电脑内置的中央处理模块将玻璃盖板本体1的位置信息进行处理,并绘制出脉冲激光器的移动路线,工业电脑内置的控制器按照移动路线,通过伺服电机驱动移动座带着脉冲激光器移动;
30.s3、控制器使得脉冲激光器工作,并驱动脉冲激光器在视窗2的最外侧顺时针移动后再逆时针移动复位,从而在视窗2的最外侧形成1-2mm宽的空白圈3,将视窗2的区域与玻璃盖板本体1上黑色涂层的其他区域分隔开;
31.s4、继续驱动脉冲激光器在空白圈3内侧进行循环往复运动,直至脉冲激光器发出的激光将空白圈3内侧的黑色涂层也清除掉,形成视窗2;
32.s5、重复步骤s3-s4,直至完成玻璃盖板本体1上所有视窗2的制作,再关闭脉冲激光器,控制器使得吸尘器工作,并通过伺服电机驱动移动座带着吸尘器在玻璃盖板本体1上方移动,直至吸尘器将清除掉的涂层碎屑清理干净即可。
33.在玻璃盖板本体1固定在载具上之前,需要在玻璃盖板本体1表面整体印刷黑色涂层,然后待黑色涂层干燥后将玻璃盖板本体1固定在载具上。
34.综上所述,与现有技术相比,本发明脉冲激光器在视窗2的最外侧顺时针移动后再逆时针移动复位,从而在视窗2的最外侧形成1-2mm宽的空白圈3,将视窗2的区域与玻璃盖板本体1上黑色涂层的其他区域分隔开,这样可实现视窗2最外侧与其他涂层的分隔,有利于后续对空白圈3内部的涂层进行彻底清除,防止脉冲激光器的移动超出空白圈3外,避免由于对空白圈3外侧的黑色涂层进行清除,造成视窗2区域的尺寸外扩;
35.由于移动座采用伺服电机进行驱动,从而实现脉冲激光器的移动,移动座的移动包括水平方向的移动和竖直方向的移动,实现移动座上的脉冲激光器在距离玻璃盖板本体1预设高度的情况下进行移动,这样使得脉冲激光器通过其发出的激光将视窗2区域的涂层清除时,可使得脉冲激光器始终与玻璃盖板本体1表面的距离一致,防止由于玻璃盖板本体1表面弯曲,造成脉冲激光器在移动时,与玻璃盖板本体1表面距离产生变化,避免对视窗2区域不同弯曲处的涂层清除效果不同;
36.通过伺服电机驱动移动座带着吸尘器在玻璃盖板本体1上方移动,直至吸尘器将清除掉的涂层碎屑清理干净,吸尘器的吸尘处理,可提高对黑色涂层碎屑的清理效率,避免碎屑残留。
37.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1