滚塑油箱嵌件的制作方法
1.本实用新型属于油箱配件,特别是指一种滚塑油箱嵌件。
背景技术:
2.滚塑成型又称旋塑、旋转成型、旋转模塑、旋转铸塑、回转成型等,英文表达为rotational moulding。滚塑成型工艺是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。
3.特别是近年来汽车工业对轻量化的要求越来越高,用滚塑成型制作的零部件在汽车上不断增多,如应用聚乙烯树脂各种管件、罐体件,如空调弯管、靠背、扶手、尿素箱、液压油箱等。在汽车上,这些滚塑部件都需要固定在车上并在其表面安装零部件。汽车行驶过程中,会产生剧烈的振动和颠簸,大型部件需要更强的紧固。以汽车液压油箱为例,液压油箱容积在100l-200l不等,其表面安装由空气过滤器、回油过滤器、液位计、出油口组件等,而且液压油箱上还要安装换向阀。这时零部件的紧固强度就转移到箱体和内埋嵌件的结合强度上。现有的已有嵌件应用在滚塑箱体上,但是需要高强度紧固扭力时,效果都不尽人意,主要的缺陷在于:嵌件的制作工艺复杂、加工不良率高和成本较高,另外抗扭性能不强,以m8螺纹嵌件为例,当紧固扭力达到10n
·
m以上时嵌件就会失效,而且容易被拉出箱体。以上缺陷导致在滚塑零件上不能安装需要大扭力安装的零部件,限制了滚塑零部件的应用。因此,需要一种结合强度高、抗扭性能佳的适合滚塑成型的嵌件来克服上述缺陷。
4.专利号为202120365588.6的实用新型专利说明书中公开了一种滚塑预埋螺母嵌件,其主要结构包括若干成对布置的相互扣合的第一金属帽和第二金属帽,所述第一金属帽与第二金属帽之间形成的空腔内均固定有螺母,第一金属帽的左端面上均设有与螺母的内螺纹孔相对应的圆孔,第一金属帽的右端口外壁上均设有第一支撑板,第二金属帽的左端口外壁上均设有第二支撑板,相邻两个第一支撑板之间均通过第一连接杆连接,相邻两个第二支撑板之间均通过第二连接杆连接。上述现有技术存在的问题一是第一金属帽与第二金属帽需要制作出和螺母外形一致的内槽,防止螺母转动,金属帽制作需要钣金模具压制,制作工艺较为复杂;二是螺母采用通孔设计,在滚塑过程中为防止塑料进入螺母内部需在模具上制作聚四氟抽芯,滚塑模具较为复杂;三是第一金属帽和第二金属与螺母之间没有有效连接,安装过程较为繁琐。
5.申请人在国内专利数据库中未发现与本实用新型相同的文献报道。
技术实现要素:
6.本实用新型的目的在于提供一种滚塑油箱嵌件,能够有效实现便于制作,安装简单的目的。
7.本实用新型的整体技术构思是:
8.滚塑油箱嵌件,包括螺母,表面开设有安装孔的支撑板,安装孔与螺母的外缘适
配;螺母穿设于安装孔内,螺母的外缘与支撑板的安装孔凹凸配合,延伸出安装孔外的螺母外缘与安装孔外侧的支撑板固定装配。
9.本实用新型的具体技术构思包括:
10.螺母外缘与安装孔外侧的支撑板固定装配可以采用多种便于实现的机械连接方式,包括但不局限于采用焊接、铆接、止口定位、螺纹紧固、定位凸起卡装中的一种或其结合等,均不脱离本实用新型的技术实质,优选的技术实现手段是,所述的延伸出安装孔外的螺母外缘与安装孔外侧的支撑板采用铆接固定,在使用时可以采用手动或气动拉铆枪一次铆固。
11.为防止在受到扭力作用时嵌件转动,优选的技术实现手段是,所述的螺母的外缘以及安装孔采用彼此适配的正多边形结构,更为优选的是正多边形优选采用正六边形。
12.为增大嵌件与箱体之间的间隙,提高塑料流动的通过性,增强嵌件与箱体的结合强度,有效防止嵌件受到螺栓紧固力或其他外力时导致嵌件转动,使内部液压油泄露,同时提高螺母与安装孔配合后在应力状态下的结构强度。优选的技术实现手段是,所述的支撑板侧边缘分布有凸起部和/或凹陷部。更为优选的是上述凸起部和/或凹陷部在支撑板外缘等角度均布。
13.申请人需要说明的是:
14.在本实用新型的描述中,术语“外侧”、“外缘”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于简化描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
15.为验证本实用新型的技术效果,申请人进行了如下实验:
16.以m8嵌件为例,使用传统结构嵌件在安装扭力达到10n
·
m时嵌件松动,被拔出1mm左右;在嵌件上安装7kg负重零件,在震动频率70hz,振幅30mm的震动实验机上进行实验3小时后嵌件被拔出2mm,箱体有渗漏现象出现。
17.使用本实用新型结构嵌件,安装扭力在25n
·
m(8.8级m8螺栓标准安装扭力)时嵌件没有松动和被拔出现象;在嵌件上安装7kg负重零件,在震动频率70hz,振幅30mm的震动实验机上进行实验48小时实验,嵌件没有出现松动及被拔出箱体的现象。
18.本实用新型所取得的技术进步在于:
19.1、结构简单且安装方便,一是支撑板外形可有激光切割机一次切割完成,装配螺母后进行简单的紧固(例如铆接、焊接等等)即可完成,加工效率高,加工成本低。
20.2、结合强度高、抗扭力性能好,设置支撑板目的是提高嵌件与箱体的接触面积,减少箱体局部受到的压强,提高嵌件与箱体的结合强度。
21.3、在支撑板上设置有凹陷部和/或凸起部,一是增大嵌件与箱体之间的间隙,提高塑料流动的通过性,增强嵌件与箱体的结合强度;二是能有效防止嵌件受到螺栓紧固力或其他外力时导致嵌件转动,使内部液压油泄露。
22.4、生产成本降低,以m8嵌件为例,传统嵌件生产成本在1.8元,而本实用新型中支撑板为1.1元,拉铆螺母为0.15元,按照一个油箱配四个m8嵌件为例,可节省成本5.5元。每年生产2万套油箱可节省成本约11万。
附图说明
23.本实用新型的附图有:
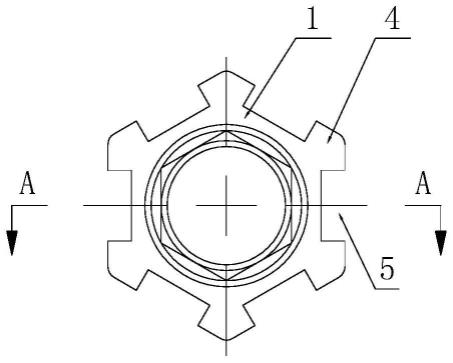
24.图1在支撑板上安装有一个螺母的结构示意图。
25.图2是图1的a-a向视图。
26.图3是支撑板上安装有一个螺母的装配示意图。
27.图4是圆环状支撑板上安装有多个螺母的结构示意图。
28.图5是图4的仰视图。
29.图6是圆环状支撑板上安装有多个螺母的装配示意图。
30.附图中的附图标记如下:
31.1、支撑板;2、螺母;3、安装孔;4、凸起部;5、凹陷部。
具体实施方式
32.以下结合附图对本实用新型的实施例作进一步描述,但不作为对本实用新型的限定。任何依据说明书做出的等效技术手段替换,均不脱离本实用新型的保护范畴。
33.实施例1
34.本实施例的整体结构如图1、2、3所示,包括螺母2,表面开设有安装孔3的支撑板1,支撑板1为正六边形,安装孔3与螺母2的外缘适配;螺母2穿设于安装孔内,螺母2的外缘与支撑板1的安装孔3凹凸配合,延伸出安装孔3外的螺母2外缘与安装孔3外侧的支撑板1采用铆接固定装配,在使用时可以采用手动或气动拉铆枪一次铆固。
35.所述的螺母2的外缘以及安装孔3采用彼此适配的正六边形结构。
36.所述的支撑板1侧边缘分布有凸起部4和/或凹陷部5。更为优选的是上述凸起部4和/或凹陷部5在支撑板1外缘等角度均布。
37.实施例2
38.本实施例的整体结构如图4、5、6所示,其中支撑板1为圆环形,螺母2在支撑板1上等角度均布,在安装有螺母2的安装孔3外侧的支撑板1设有膨出的凸起部4。其余结构如前述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1