带有硬层压部段的装饰性复合材料的制作方法
本发明涉及一种用于车辆内饰件的装饰性复合材料、配备了该装饰性复合材料的车辆内饰件以及一种制造用于车辆内饰件的这种装饰性复合材料的方法。
背景技术:
1、车辆内饰件在机动车、卡车、车厢或类似车辆中使用,例如,作为仪表板或驾驶舱、中央控制台、门饰、侧饰,作为车辆顶棚或类似物。这样的车辆内饰件通常具有带有支撑件和装饰性材料的装饰性复合材料,其中后者面向车辆内部,并以一侧形成车辆内饰件在该处的可见面。
2、根据例如车辆、车辆设备、客户要求等,这种常规的装饰性复合材料可以在装饰性材料下面,即在支撑件和装饰性材料之间有一种触觉材料,例如间隔织物、泡沫等,以便为车内人员创造例如有质感的触觉效果,例如可以按压入的柔软表面。为了产生这样的装饰性复合材料,可以将触觉材料在一侧通过粘合剂粘合到支撑件上,另一侧通过粘合剂粘合到装饰性材料上。支撑件也可以是与支撑件压合的纺织品,或者支撑件可以包括支撑件纺织品层,如无纺布、编织品、针织品等。这可以通过例如层压工艺完成。
3、常规的装饰性复合材料通常有一条或多条接缝,对于这些接缝,人们也可能希望它们在视觉上突显于车辆内饰件的可视面。在这种情况下,装饰性材料、触觉材料和支撑件被缝在一起,其中由触觉材料形成三维结构。然后将以这种方式形成的三明治结构粘合起来。实践证明,用这种常规的装饰性复合材料,只能形成很差和/或不均匀的粘接。
技术实现思路
1、因此,本发明所要解决的技术问题是利用在结构上尽可能简单的手段,使装饰性材料和/或触觉材料的粘合更加均匀。
2、该技术问题通过独立权利要求的主题得到了解决。本发明的有利的进一步实施方案在从属权利要求、说明书和附图中给出。
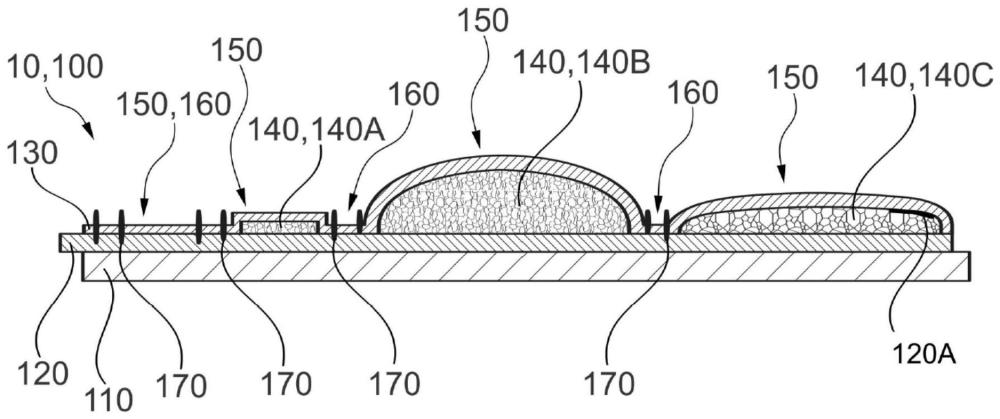
3、本发明提出了一种用于车辆内饰件的装饰性复合材料。该装饰性复合材料具有形成了装饰性复合材料的可见面的装饰性材料,被布置在装饰性材料背对可见面的一侧的支撑件,以及至少一个至少部分地布置在支撑件和装饰性材料之间的软质部件或薄膜。在此,装饰性复合材料在可见面有至少一个成型元件,该成型元件至少部分地被至少一个硬层压部段所包围,并且通过该硬层压部段例如基本上与包围或邻接成型元件的区域分隔开或者与一个或多个其它的成型元件等分隔开。在硬层压部段中,装饰性材料在至少一个软质部件或薄膜形成凹缺或变薄的情况下通过例如借助粘合剂的层压工艺、热压印或类似的方式与支撑件连接,优选直接地连接。
4、本发明的装饰性复合材料允许在其可见面形成不同的成型元件,这些成型元件也可以是或包括绗缝部(absteppungen),并且仍然可以实现良好或均匀的粘合。这是通过硬层压实现的,其中在装饰性材料和支撑件之间不存在软质部件或仅存在明显缩减的软质部件的层或者薄膜,由此,装饰性材料至少可以更完全地靠在支撑件上并与之粘合。相应地,硬层压可以允许在装饰性材料上有彼此间隔开的成型元件,如绗缝部或类似结构,而不妨碍均匀的粘合。在这种情况下,如果在其中布置了软质部件,那么这些成型元件就具有三维(3d)结构,从而使装饰性复合材料具有高质量的外观。硬层压也可用于实现接缝区轮廓精确的整面层压和软质部件的精确界定。如果用不同的软质部件填充不同的成型元件,还可以实现装饰性复合材料中的成型元件的不同图案、触觉、照明、操作功能等。通过对软质部件的智能剪裁,材料的残留物,如桥接部或残余桥接部也可以留在硬层压区域内。
5、支撑件优选是形状稳定的,其中,装饰性材料和/或软质部件可以层压在该支撑件上。所谓“形状稳定”是指支撑件的形状是自支撑的或自稳定的;也就是说,只要没有足够强的变形力作用于支撑件,装饰性支撑件就不会变形。例如,装饰性支撑件可以由木材、玻璃、金属或任何其他刚性或形状稳定的材料制成。特别是,支撑件可以包括或由塑料形成,如abs(丙烯腈-丁二烯-苯乙烯)、pmma(聚甲基丙烯酸甲酯)、pp(聚丙烯)、pc(聚碳酸酯)、pu(聚氨酯)、abs-pc(共混物)等。可以想象,塑料被用作增强纤维,如天然纤维、金属纤维或碳纤维的基质,因此,pp-gf、pu-gf、nf-pp、nff碳纤维等材料也是可以考虑的支撑件。此外,支撑件可以是半透明或透明的,也可以是不透明的。
6、装饰性复合材料的可见面是指装饰性材料在装饰性复合材料处于预定安装位置时(即当装饰性复合材料被安装在车辆,特别是机动车上时)面向车辆内部的那一侧。另一方面,装饰性材料具有在预定的安装位置背对内部的背面。该装饰性材料可以作为装饰性剪裁件提供。任选的是,它还可以具有涂层面,该涂层面与装饰面之间通过装饰剪裁件的厚度间隔。涂层面可以通过平滑处理进行加工。装饰性剪裁件以主要是二维的方式在装饰面和涂层面之间延伸。因此,各装饰性剪裁件尤其是由纺织品、类似纺织品的织物、皮革和/或人造皮革制成的平面织物。此外,由这些材料或其它材料制成的薄膜结构也是可以想象的,如tpo(热塑性聚烯烃)等。天然的、可再生的和/或合成的皮革替代品(如苹果皮革、蘑菇皮革、桉树皮革、菠萝皮革等)、热压花或非热压花的纺织品、软皮材料,如直接涂层的间隔织物,或类似材料,也是各种装饰性剪裁件的可能材料。其他的可能性是或此外,由混合材料制成的材料结构是可以想象的,例如,它包括一种或多种上述材料。此外,装饰性剪裁件可以由多层组成,例如,皮革或人造革层和纺织品或无纺布层。如果使用两个或多个装饰性剪裁件,它们可以是相同或不同的材料。相应的材料可以是透明的或不透明的和/或对声波具有穿透性或非穿透性。装饰性剪裁件可以在其涂层一侧完全或部分地预涂上聚合物,其中聚合物尤其是透明的。预涂层的作用是,例如,用于结合纤维,并可能包含添加剂,如蜡、油、彩色颜料等。此外,通过预涂层,装饰性剪裁件被赋予了更好的修剪性能。此外,装饰性剪裁件或装饰性材料的穿孔,例如连续的穿孔,可以用一种例如透明或透光的材料填充。一个应用示例是将合成皮革的纺织品底层进行部分嵌入。装饰性复合材料可以由多层组成,其中装饰性材料可以形成一层,特别是面向可见面的最上一层。装饰性材料可以是穿孔的,以便例如是透光的,或者是没有穿孔的。穿孔可以用透明或透光的材料来填充也可以不填充。它也可以具有透光或不透光的特性。此外,装饰性材料可以是印刷的、刺绣的和/或染色的,特别是在成型元件的区域。在装饰性复合材料中,装饰性材料(也可称为装饰元件)和软质部件可以形成并称为层。
7、另一种可能性是,一个或多个软质部件例如通过材料分配器定位在定位板/固定板上。涂有粘合剂/聚合物的装饰物被放置在该软质部件上,粘合剂朝向软质部件。随后的层压过程会激活该粘合剂层,并将装饰物和软质部件连接在一起。然后,这个三明治结构预先被位置精确地固定在支撑件上,然后例如进行压合。通过压力的成型,在支撑件上形成了装饰物的三维结构,从而使装饰物与支撑件被层压,并形成若干凹缺。
8、本文所用的术语“成型元件”可被广义地理解为,例如,任何二维(当它几乎没有或完全没有软质部件或者是薄膜时)或三维元件(如果它有软质部件),其在装饰性复合材料和/或材料的可见面上视觉明显。在这方面,二维成型元件可以是基本平坦的、平面的或非凸起的,并可以至少部分地与硬层压部段接壤。二维成型元件可以具有几何形状,例如菱形、圆形、椭圆形、矩形、水滴形、符号等。在二维成型元件的情况下,至少一个软质部件优选是挖出凹缺的,这样装饰性材料就可以直接或间接地用平坦的中间层平放在支撑件上,而且还优选是以其整个表面与支撑件连接,特别是粘合。此外,三维的成型元件可以在一定程度上填充有或包括至少一种软质部件。与二维成型元件一样,它可以具有几何形状,如菱形、圆形、椭圆形、长方形、水滴、符号等。它的形状也可以是口袋、垫子、绗缝或类似的东西。在装饰性复合材料中,多个二维的成型元件和多个三维的成型元件可以相互结合,例如在一个图案中,这样形成的各个成型元件可以是不连续的元件,即通过多个硬层压相互分离。根据使用哪种软质部件,成型元件可以更平坦或更厚。
9、术语“软质部件”可作广义理解,例如,可理解为任何硬度低于支撑件的材料,即不是形状稳定的。优选的是,软质部件是可压缩的、有弹性的或类似的,具有弹性恢复能力。例如,软质部件可以选自:垫片织物、硅胶、泡沫或发泡塑料、纺织品、无纺布、毛毡、塑料,例如塑料片、pur热熔胶、生物支撑件料、再生材料、织物、薄膜或类似材料。不同的软质部件可以有不同的厚度。例如,软质部件的厚度可以从大约0.5毫米到35毫米不等。软质部件可以是透光的,例如,半透明的或可透视的,或不透光的。软质部件也可以具有层,其中层的数量是可变的。此外,软质部件的上述材料也可以结合起来。软质部件也可以有触觉特性,因此被称为触觉元件或触觉层。在层压之前,即在硬和/或软层压之前,或在其定位之前,软质部件可以被施加,例如粘在支撑件或装饰性材料的背面。
10、通过“硬层压”或“硬层压部段”可以理解为,装饰性材料和支撑件之间的软质部件少得可以忽略不计或根本没有,因此装饰性材料原则上是通过层压工艺直接粘合到支撑件上的。在装饰性材料和支撑件之间可以形成粘合剂层,以将装饰性材料附着或粘合到支撑件上。
11、因此,“软层压”可以理解为在装饰性材料和支撑件之间具有特别是几乎没有被削弱或根本没有被削弱的软质部件,它用粘合剂层粘合到装饰性材料上,并用另一个粘合剂层粘合到支撑件上,即采用三明治结构,从而用层压工艺层压。
12、应该注意的是,装饰性复合材料可以通过硬层压和软层压的组合来生产。在这种情况下,软层压的部段可以通过在硬层压部段内提供具有软质部件的,例如,用软质部件填充的各成型元件形成。如本文所述,硬层压发生在成型元件的边缘部分,即没有软质部件或只布置有非常薄的一层软质部件或薄膜、纺织品或类似物的地方。
13、此外,应该注意的是,当使用粘合剂时,该粘合剂优选是中性或透明到不透明的和/或透光的,以避免不需要的颜色变化。
14、此外,应该注意的是,在装饰性材料和软质部件之间布置有粘合剂、粘合层或类似物。
15、根据进一步的扩展,装饰性材料可以至少在形成装饰性复合材料的可见面的一侧具有至少一个接缝,该接缝被布置在至少一个硬层压部段中。与常规的软层压的装饰性复合材料中的接缝相比,这里引入的接缝可以是平的,特别是从光学角度来看,因为优选在装饰性材料和支撑件之间的硬层压部段没有布置软质部件。因此,至少一个接缝也可以被称为平接缝。这使得接缝不是扭曲的,而是在光学上是直的,即没有接缝翘曲。这是通过以下事实实现的:在硬层压部段处,装饰性材料例如通过层压和/或通过布置在装饰性材料和支撑件之间的粘合剂层直接粘合在支撑件上。通过至少一个接缝,相应的成型元件可以被设计成并且被称为绗缝部。在制造方面,至少一个接缝可以首先被引入装饰性材料中。例如,该接缝可以是锁缝、链缝,也可以是不同针脚长度和设计的接缝,或任何其他适合于车辆内饰件的接缝。此外,有可能该至少一个接缝被设计成透光的或防光的,在后一种情况下,即它不允许光线通过针孔透射。也有可能使用具有不同特性的不同纱线和/或线,如不同的厚度、图案和/或颜色、不同的光学外观等,不同的线质。在一些实施例中,至少一个接缝可以形成为装饰性接缝,从而模仿完整的接缝,即实际缝合的接缝,其中这种装饰性接缝仅在装饰性材料中形成。此外,至少一个接缝可以位于装饰性材料内,或位于由此形成的装饰性复合材料的平面或层内,与成型元件相邻,特别是与提供有软质部件的成型元件相邻。此外,或者替换地,至少一个接缝可以形成在成型元件上。
16、在另一个实施方案中,至少一个软质部件可以是与相关成型元件、例如也可以是来自多个成型元件的尺寸和/或形状相适应的剪裁件。例如,至少一个软质部件可以被剪裁,使其几何形状至少基本上与相关成型元件的几何形状相一致,并且其尺寸至少基本上与相关成型元件的尺寸相一致。由此,可以以简单的方式在硬层压部段的区域中剪裁出软质部件,这样就可以在硬层压部段中尽可能少地布置软质部件,并且装饰性材料可以尽可能地直接粘合在支撑件上。此外,对软质部件的剪裁允许不同的成型元件具有不同的软质部件,或者一些成型元件根本就没有软质部件。
17、根据另一个实施方案,多个成型元件中的第一成型元件可以具有带有第一特性的第一软质部件,多个成型元件中的第二成型元件可以具有带有不同于第一特性的第二特性的第二软质部件。换句话说,在装饰性复合材料中可以使用不同的软质部件,以对于不同的成型元件实现不同性能。例如,不同成型元件的软质部件可以通过不同的材料特性、触觉特性、吸光或导光特性、几何形状(例如二维和/或三维形状)、它们的厚度、尺寸和/或形状、不同的尺寸(例如,软质部件的剪裁件在被剪裁之前可以以成型元件呈现,或者在被剪裁之后可以变形,或者成型元件的边缘可以被缝在一起,从而获得新的几何形状)等而相互区别。也有可能的是,特定的软质部件与照明装置或操作装置或类似装置结合在一起,这些装置也与成形元件相匹配。这样,装饰性复合材料或车辆内饰件也可以设计成复杂的设计和/或多功能的样式,例如,在不同的成型元件中也有不同的照明装置、操作装置等。此外,在剪裁前可以进行整体剪裁,其中,这种整体剪裁可以与不同的材料进行组合和连接。
18、在另一个实施方案中,软质部件的第一和/或第二特性可以从以下方面选择:软质部件的厚度、软质部件的材料、软质部件的类型(例如,间隔织物、塑料薄片、泡沫材料、凝胶垫、絮状物、无纺布、纺织品或类似物)、弹性或硬度,和/或透光性。通过这种方式,不同的软质部件也可以结合在同一个装饰性复合材料中。透光或不透光的软质部件也可以被有针对性地选择并相互结合,由此,可照亮的部分和不可照亮的部分可以明显地相互分离。此外,在半成品(例如,间隔织物)的生产过程中,纺织品中可能已经有了沟槽/开口和破口。
19、根据进一步的扩展,至少一个成型元件可以至少部分地形成相对于硬层压部段的隆起。换句话说,带有一个或多个成型元件的装饰性复合材料在其可见面可以形成一个三维结构,其中成型元件作为隆起突出。在这种情况下,通过使不同的成型元件具有不同的软质部件或者一些成型元件根本没有软质部件,成型元件还可以形成不同程度的隆起。
20、在另一个实施方案中,至少一个成型元件中的两个软质部件可以在成型元件的厚度方向上相互重叠。换句话说,同一成型元件中的两个软质部件可以布置为,使得其在成型元件或装饰性复合材料的厚度方向上相互重叠。也可以让同一成型元件中的两个软质部件在厚度方向上形成阶梯。由此可以实现软质部件的虹彩效果(changierende wirkung)。
21、根据进一步的扩展,装饰性材料可以至少在至少一个成型元件的区域内是透光的。换句话说,通过使装饰性材料在所需的位置,即在至少一个或更多的成型元件中,成为透光的,装饰性复合材料部分地,即以特定于成型元件的方式,是可从背向照明的(hinterleuchtbar)或可照明的。例如,装饰性材料可以由透光材料制成,例如纺织品或类似材料,可以在所需的位置打孔,或以类似的方式制成透光。通过这种方式,在装饰性复合材料中也可以实现部分照明的部分。可选择的是,这种可照明或可从背向照明的成型元件的相关硬层压部段也可以被设计成透光或导光的,从而,也可以对布置在硬层压部段的接缝进行照明或从背向照明。
22、在进一步的扩展中,装饰性复合材料可进一步包括至少一个光源,该光源被布置用于对装饰性材料和/或至少一个软质部件进行照明或背向照明。该至少一个光源可以布置在装饰性复合材料的不同位置。例如,至少一个光源可以被布置在支撑件背对装饰性复合材料可见面的一侧,并将光线从那里通过支撑件耦合到至少一个成型元件和/或至少一个硬层压部段中。为此,支撑件可以做成透光的,特别是透明的。在这种情况下,至少一个光源也可以被集成到支撑件中。然而,至少一个光源也可以布置在一个或多个成型元件内,即布置在装饰性材料和支撑件或与其相邻的粘合层之间,并将光从那里耦合到软质部件和/或装饰性材料中。在这种情况下,至少一个光源也可以嵌入相应的软质部件中,例如,在一个或多个粘合层中,在装饰性材料和软质部件之间,在软质部件和支撑件或支撑件纺织品之间,以纺织品的方式嵌入,等等。此外,至少一个光源也可以布置在装饰性材料背对装饰性复合材料可见面的一侧,从而将光直接耦合到装饰性材料中。特别是,照明装置可以平面地或部分地施加在支撑件下的一个区域或部分区域,或者布置在装饰性元件和软质部件之间或在支撑件和软质部件之间。通过这种方式,复杂的照明方案也可以在装饰性复合材料中得到实现。至少一个光源可以设计成一个单一的光源,也可以设计成几个光源的排列,还可以设计成一个平面的光源,等等。光源可以与导光板相互作用。例如,光源可以包括至少一个发光二极管(led)、显示装置或显示器,如有机发光二极管(oled),或类似装置。导光板可以与rgb/led相结合。此外,支撑件也可以作为一个平面导光板工作或形成这样的平面导光板,例如也具有耦合的发光二极管或类似的东西。
23、根据进一步的扩展,装饰性复合材料还可以有至少一个操作装置,该操作装置被布置在至少一个成型元件上或者被布置在其中,并且该操作装置被设置为根据其操纵来控制车辆功能。例如,至少一个操作装置可以具有电容式的和/或压力敏感的检测和/或操作装置,它可以被设置为用于检测相关成型元件的操纵。该电容式检测和/或控制装置可以是,例如,电容式金属薄膜或类似的东西。替代地或者附加地,至少一个操作装置可以包括一个或多个压力传感器或类似装置,其检测施加在上面的压力并相应地检测操作或操纵。至少一个操作装置可以连接到车辆的一个或多个控制装置,特别是控制单元,由此可以根据操作装置的操纵来控制一个或多个车辆功能。通过这种方式来控制的车辆功能可以是多种多样的。例如,装饰性复合材料的照明可以通过它来控制,例如,根据操作装置的操纵,将照明装置打开和关闭。同样,其他车辆功能,如车门操纵、空调、导航等,也可以通过至少一个操作装置控制。由于彼此离散构造的成型元件,多样的配置和操作选项是可能的。
24、还提出了一种用于生产车辆内饰件的装饰性复合材料的方法。该装饰性复合材料可以通过根据上述一个或多个实施例的方法来生产。
25、在该方法中,提供支撑件和装饰性材料,其中装饰性材料形成了装饰性复合材料的可见面。该方法还包括提供至少一种软质部件。此外,装饰性材料和至少一个软质部件彼此相对定位,并通过粘合剂粘合在一起。此外,在装饰性复合材料的可见面上形成至少一个成型元件,其中,至少一个成型元件至少部段式地或部分地被例如一个或多个材料桥接部中断,被至少一个硬层压部段包围并且通过该硬层压部段例如以相邻或相接区域与成型元件等分隔开,并且其中,装饰性材料在硬层压部段中通过粘合剂粘合到支撑件上,其中,至少一个软质部件被形成凹缺或削减。
26、如上文有关装饰性复合材料的描述,在邻近相应的成型元件和/或其边缘区域的硬质层压也可以实现装饰性材料和支撑件之间的直接连接(例如粘合),由此可以实现整个表面的轮廓精确的层压和软质部件和/或成型元件的精确界定。此外,如上所述,成型元件可以被照明和/或例如通过在成型元件中或其上设置操作装置而被设计成操作元件。如果需要接缝,可以在硬层压部段提供,这有利于形成视觉上不扭曲的接缝。
27、对于支撑件、装饰性材料、软质部件、硬质层压部分、接缝、照明装置、操作装置等的可能设计,可参考上述的装饰性复合材料。
28、软质层压和/或硬质层压可以通过例如橡胶布层压工艺、膜状层压、焊接、冲压层压、手工层压或任何其他合适的层压工艺完成。
29、根据进一步的扩展,装饰性材料首先可以作为剪裁件提供,在所述剪裁件中也可选择地插入至少一条接缝。此外,至少一个软质部件作为剪裁件提供。可选地,软质部件的剪裁件可以以这样的方式提供,即软质部件以平面方式提供,但以网格状方式、网状方式、孔状方式或类似方式提供,其中软质部件的各个部段、二维或三维软质部件剪裁件(它们也构成成型元件)通过桥接部彼此连接或保持连接。通过这种方式,软质部件可以被定位为相对于支撑件和/或装饰性材料的连贯的片状结构,例如通过定位辅助装置,如模板或类似装置,然后桥接部可以被移除,从而使软质部件在各自的硬质层压部分中形成凹缺。例如,可以使用剪裁设备(如激光器)来去除软质部件的离散的部段之间的桥接部。这些桥接部,或更一般来说在剪裁过程中产生的残留材料,可以用例如胶布来去除。优选是事先对材料进行激光剪裁,和/或也进行削弱处理。
30、在进一步的扩展中,可以通过材料分配器来施加软质部件。在这种情况下,软质部件的各个剪裁件可以被保存在材料分配器的一种料仓中,并由它来保持。带有待粘合表面的软质部件的各个剪裁件可以从材料分配器中被放置在一个定位辅助装置(例如连接板)上,并例如通过滚动施加提供粘合剂,以便在其上施加支撑件和/或装饰性材料。另外地或附加地,还可以将带有粘合剂的支撑件和/或带有粘合剂的装饰性材料涂抹在预先保持在材料分配器中的软质部件上。
31、在另一个实施方案中,一个或多个软质部件可以首先通过材料分配器定位在定位/固定板上,然后用滚筒涂抹粘合剂来涂抹(多个)软质部件。然后将装饰性材料放置在软质部件上。粘合剂的激活形成了由装饰性材料和软质部件构成的三明治结构。然后,该三明治结构被层压到支撑件上,由此形成三维形状,例如通过层压工艺。
32、在另一种情况下,一个或多个软质部件被材料分配器定位在定位/固定板上。已经涂有粘合剂的装饰性材料被放置在软质部件上。然后粘合剂被激活,形成由装饰性材料和软质部件构成的三明治结构。然后,这个三明治结构被层压到支撑件上,其中,通过例如橡胶布工艺等形成3d形状。或者在支撑件的实际层压过程之前,为三维结构预制这种三明治结构,然后层压到支撑件上。
- 还没有人留言评论。精彩留言会获得点赞!