一种窗框c柱组合结构
技术领域
1.本实用新型涉及汽车车窗技术领域,尤其涉及一种窗框c柱组合结构。
背景技术:2.汽车窗框一般分为a柱、b柱和c柱的窗框,其中c柱窗框由于其独特的结构形式相比b柱窗框结构更复杂,也就导致其制造难度加大。
3.目前市场上以辊压窗框为主体结构的车型中c柱窗框主要有以下三种结构型式。中国专利cn206171128u所公布的专利中c柱窗框结构以辊压件为主,是由窗框外板、窗框内板通过焊接、包边等连接技术组合而成。此种c柱窗框成本优势明显因此应用车型最广,缺点是受制于辊压工艺c柱窗框前下部为满足玻璃升降要求需增加一个三角窗装饰件,零件搭接增加后外观效果差且对造型的制约比较大。中国专利cn205417109u所公布的专利中c柱窗框结构以冲压件为主,是由窗框外板、窗框内板及玻璃导槽通过焊接、包边等连接技术组合而成。此种c柱窗框结构相对较复杂、零件成本优势较明显,c柱窗框外板合并三角装饰件做成整体冲压成型零件,外观效果较好。缺点是c柱窗框全部为冲压件,窗框上条为辊压件,二者断面结构差异非常大,这样会导致c柱窗框与窗框上条在对接处有很大的结构缺失导致此处容易产生气密性差、风噪等问题。中国专利cn204774508u所公布的专利中c柱窗框结构以辊压件为主,是由窗框本体、玻璃导槽及c柱窗框装饰板组合而成。此种c柱窗框增加c柱窗框装饰板后外观效果较好。缺点是零件多、结构复杂,尤其是增加c柱窗框装饰板后成本大幅上涨,此种结构一般中高级车应用较多。
技术实现要素:4.针对现有技术的上述不足,本实用新型所要解决的技术问题在于,提出一种窗框c柱组合结构,用于解决现有技术中c柱结构复杂、制造难度大的问题。
5.本实用新型解决其技术问题采用的技术方案是一种窗框c柱组合结构,包括:
6.本体,设有弯曲部,所述本体具有顶面,所述顶面的两侧向同一方向弯曲形成第一侧面和第二侧面,所述第一侧面、第二侧面及顶面围绕形成一第一凹槽;所述第一侧面向远离所述第二侧面方向延伸出第三侧面,所述第三侧面与所述顶面平行;
7.内板,与所述第二侧面远离所述底面的一端固接,且盖住所述第一凹槽;
8.外板,与所述第三侧面固接。
9.优选地,所述第三侧面包括第一板、第二板及弯折板,所述第一板与所述第二板之间通过弯折板连接,所述第一板与所述第二板平行。
10.优选地,所述内板弯曲形成一固定部与所述第一板固定连接。
11.优选地,所述外板与所述第二板固定连接。
12.优选地,所述内板上远离所述第二侧面的一端向靠近所述外板方向卷曲形成第二凹槽。
13.优选地,所述内板与所述第二侧面的连接处设有多个焊接点,且每个焊接点处均
设有包边。
14.优选地,所述固定部与所述第一板通过铆接进行固定。
15.优选地,所述外板与所述第二板通过铆接进行固定。
16.与现有技术相比,本实用新型至少具有以下有益效果:
17.本方案中,内板、外板与本体在结构上均较为简单,易实现冲压生产,且三者之间的组合较为简单,简化了c柱的窗框结构,也降低了生产制造的难度。
附图说明
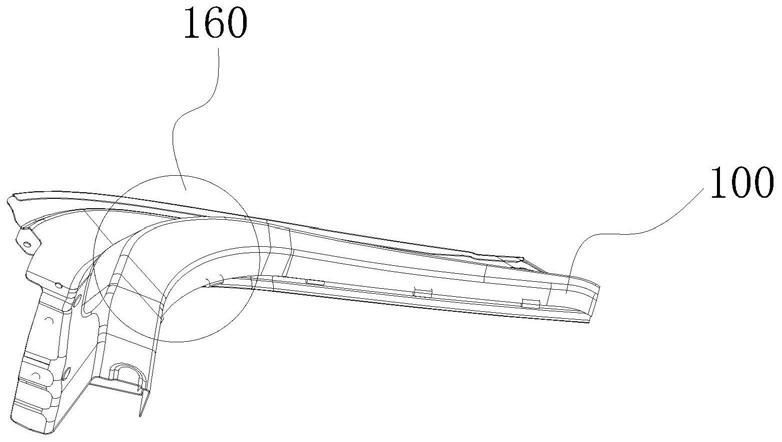
18.图1为实施例中c柱组合结构的示意图;
19.图2为实施例中c柱组合结构的另一方向的示意图;
20.图3为实施例中本体的结构示意图;
21.图4为实施例中内板的结构示意图;
22.图5为实施例中外班的结构示意图;
23.图中,100
‑
本体,110
‑
顶面,120
‑
第一侧面,130
‑
第二侧面,140
‑
第一凹槽,150
‑
第三侧面,151
‑
第一板,152
‑
弯折板,153
‑
第二板,160
‑
弯曲部;
24.200
‑
内板,210
‑
固定部,220
‑
第二凹槽;
25.300
‑
外板;
26.400
‑
焊接点。
具体实施方式
27.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
28.请参照图1
‑
图5,本实用新型公开了一种窗框c柱组合结构,包括:
29.本体100,设有弯曲部160,所述本体100具有顶面110,所述顶面110的两侧向同一方向弯曲形成第一侧面120和第二侧面130,所述第一侧面120、第二侧面130及顶面110围绕形成一第一凹槽140;所述第一侧面120向远离所述第二侧面130方向延伸出第三侧面150,所述第三侧面150与所述顶面110平行;
30.内板200,与所述第二侧面130远离所述底面的一端固接,且盖住所述第一凹槽140;
31.外板300,与所述第三侧面150固接。
32.所述第三侧面150包括第一板151、第二板153及弯折板152,所述第一板151与所述第二板153之间通过弯折板152连接,所述第一板151与所述第二板153平行。
33.所述内板200弯曲形成一固定部210与所述第一板151固定连接。
34.所述外板300与所述第二板153固定连接。
35.固定板与第二板153都不是平整的板材,而是冲压成具有多个凹陷的板材,在两者铆接时,固定板的凹陷恰好与第二板153的凹陷契合。这样设置的好处在于:两者在铆接后,凹陷处可以分担一部分横向(垂直于凹陷方向上)的力,减轻铆接点的受力,使得两者的结合更牢靠。
36.所述内板200上远离所述第二侧面130的一端向靠近所述外板300方向卷曲形成第
二凹槽220。
37.所述内板200与所述第二侧面130的连接处设有多个焊接点400,且每个焊接点400处均设有包边。
38.在焊接点400外设置包边,使得焊接点400不直接暴露在空气中,保护焊接点400处不被腐蚀,从而延长了使用寿命,同时也使得焊接接缝更美观。
39.所述固定部210与所述第一板151通过铆接进行固定。
40.所述外板300与所述第二板153通过铆接进行固定。
41.本实施例中,本体100经由一块板材滚压而成,内板200及外板300均是通过冲压形成,其降低了制造的难度,三者之间的组合简单,且通过铆接的形式组合,增强了整体的强度。
42.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。