一种固定天窗安装工装的制作方法
1.本实用新型涉及汽车天窗安装技术领域,尤其涉及一种固定天窗安装工装。
背景技术:
2.汽车上的天窗分为固定天窗和活动天窗。固定天窗是天窗玻璃固定在车顶钣金的天窗安装孔中。当前汽车厂在装配固定天窗时,往往采用定位销与钣金孔配合的方式控制天窗玻璃与车顶钣金的间隙,但是,由于总装生产线的原因,天窗玻璃的装配方式往往是从上往下,对工人来说,需要低头去寻找销与孔的精确配合,固定天窗的装配方式还有待改善。
技术实现要素:
3.本实用新型的目的在于提供一种固定天窗安装工装,其无需定位销与定位孔的配合,即可将固定天窗安装到位,方便固定天窗的安装,提高了安装效率。
4.本实用新型技术方案提供一种固定天窗安装工装,包括基座、设置在所述基座的顶面上的把手和设置在所述基座的底部用于与车顶钣金吸附的吸附件;
5.所述基座包括用于与所述车顶钣金上的天窗安装孔的相邻的两条边贴合的第一基座和第二基座;
6.所述第二基座与所述第一基座相连接,在所述第二基座与所述第一基座的内侧形成有与所述天窗安装孔的角部轮廓相匹配的基座倒角。
7.在其中一项可选技术方案中,所述把手设置在所述第一基座的顶部,所述吸附件设置在第一基座的底部。
8.在其中一项可选技术方案中,所述把手设置在所述第二基座的顶部,所述吸附件设置在第二基座的底部。
9.在其中一项可选技术方案中,所述吸附件为磁铁,所述磁铁嵌入所述基座中。
10.在其中一项可选技术方案中,在所述基座的底部间隔地设置有多个所述吸附件。
11.在其中一项可选技术方案中,所述基座的内侧具有引导天窗玻璃下滑的引导斜面。
12.在其中一项可选技术方案中,所述第一基座和所述第二基座一体成型。
13.在其中一项可选技术方案中,所述把手通过螺钉安装在所述基座上。
14.在其中一项可选技术方案中,所述把手包括主体部和连接在所述主体部两端的安装部;
15.所述安装部的顶部具有凹槽,所述螺钉穿过所述安装部并与所述基座连接,所述螺钉的头部处于所述凹槽中。
16.在其中一项可选技术方案中,所述主体部和所述安装部一体成型。
17.采用上述技术方案,具有如下有益效果:
18.本实用新型提供的固定天窗安装工装,其无需定位销与定位孔的配合,即可将固
定天窗安装到位,方便固定天窗的安装,提高了安装效率。
19.在安装时,将四个固定天窗安装工装放置于车顶钣金的天窗安装孔的四个圆角处,每个第一基座与天窗安装孔的一条边对齐,第一基座的内侧与天窗安装孔的边缘留出预留的间隙,每个第二基座与天窗安装孔的另一条边对齐,第二基座的内侧与天窗安装孔的边缘留出预留的间隙。通过吸附件将基座固定在车顶钣金上保持稳定,当下移天窗玻璃时,天窗玻璃会与第一基座和/或第二基座的内侧接触,然后被引导自然滑落,天窗玻璃在天窗安装孔中移动到位后,通过胶将天窗玻璃固定在天窗安装孔中,在天窗玻璃配完毕后,从车顶钣金上取下四个固定天窗安装工装,可以反复使用。
附图说明
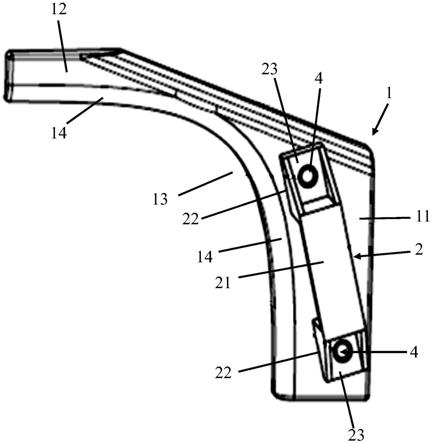
20.图1为本实用新型一实施例提供的固定天窗安装工装的立体图;
21.图2为在基座的底面设置有吸附件的示意图;
22.图3为将四个固定天窗安装工装固定在车顶钣金的天窗安装孔的四个圆角处的示意图。
具体实施方式
23.下面结合附图来进一步说明本实用新型的具体实施方式。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
24.如图1
‑
3所示,本实用新型一实施例提供的固定天窗安装工装,包括基座1、设置在基座1的顶面上的把手2和设置在基座1的底部用于与车顶钣金5吸附的吸附件3。
25.基座1包括用于与车顶钣金5上的天窗安装孔的相邻的两条边贴合的第一基座11和第二基座12。
26.第二基座12与第一基座11相连接,在第二基座12与第一基座11 的内侧形成有与天窗安装孔的角部轮廓相匹配的基座倒角13。
27.本实用新型提供的固定天窗安装工装主要用于对天窗玻璃6提供导引,使得天窗玻璃6滑落进入车顶钣金5的天窗安装孔中,通过胶将天窗玻璃6粘接固定,最后完成固定天窗的安装。
28.该固定天窗安装工装包括有基座1、把手2和吸附件3。
29.基座1和把手2为塑料件。基座1具有第一基座11和第二基座12,第一基座11和第二基座12为仿形块,其用于放置在天窗安装孔的圆角的两侧,以与天窗安装孔的侧边仿形,用于引导天窗玻璃6的侧边。基座倒角13形成在第一基座11和第二基座12的内侧,其与天窗安装孔的角部轮廓相匹配,用于引导天窗玻璃6的侧边。
30.把手2固定安装在基座1的顶面,用于操作者握持移动固定天窗安装工装。
31.吸附件3安装在基座1的底部,用于与车顶钣金5吸附,以将基座1 固定在车顶钣金5上。吸附件3可以为吸盘、磁铁等。
32.在安装时固定天窗时,握持把手2将四个固定天窗安装工装的基座1 放置于车顶钣金5的天窗安装孔的四个圆角处,基座倒角13与天窗安装孔的圆角对齐,并留出预留间
隙,第一基座11、第二基座12分别与天窗安装孔的圆角的两侧的两条边对齐,第一基座11、第二基座12的内侧分别与天窗安装孔的边缘留出预留的间隙。通过吸附件3将基座1固定在车顶钣金5上保持稳定,当下移天窗玻璃6时,天窗玻璃6会与第一基座11和/或第二基座12的内侧接触,然后被引导自然滑落,天窗玻璃6 在天窗安装孔中移动到位后,通过胶将天窗玻璃固定在天窗安装孔中,在天窗玻璃6配完毕后,握持把手2从车顶钣金5上取下四个固定天窗安装工装,可以反复使用。
33.由此,本实用新型提供的固定天窗安装工装,其无需定位销与定位孔的配合,即可将固定天窗安装到位,方便固定天窗的安装,提高了安装效率。
34.在其中一个实施例中,如图1
‑
2所示,把手2设置在第一基座11的顶部,吸附件2设置在第一基座11的底部。
35.把手2和吸附件3都设置在第一基座11上,在将固定天窗安装工装安装在车顶钣金5上时,第二基座12与车顶钣金5接触不固定,第一基座11与车顶钣金5接触并固定。
36.在需要从车顶钣金5上取下固定天窗安装工装时,用力使得第二基座12先上翘,使得第一基座11从靠近第二基座12的一端向远离第二基座12的一端逐渐与车顶钣金5分离。
37.在其中一个实施例中,把手2设置在第二基座12的顶部,吸附件3 设置在第二基座12的底部。
38.把手2和吸附件3都设置在第二基座12上,在将固定天窗安装工装安装在车顶钣金5上时,第二基座12与车顶钣金5接触并固定,第一基座11与车顶钣金5接触不固定。
39.在需要从车顶钣金5上取下固定天窗安装工装时,用力使得第一基座11先上翘,使得第二基座12从靠近第一基座11的一端向远离第一基座11的一端逐渐与车顶钣金5分离。
40.在其中一个实施例中,吸附件3为磁铁,磁铁嵌入基座1中。磁铁可以与车顶钣金5吸附,在基座1的底部设置有安装孔,磁铁嵌入在安装孔中,磁铁的下端位于安装孔中或与基座1的底面平齐,不会影响基座1与车顶钣金5的接触固定。
41.在其中一个实施例中,如图2所示,在基座1的底部间隔地设置有多个吸附件3,提高吸附能力,以将基座1稳定地吸附在车顶钣金5上。
42.在其中一个实施例中,如图1所示,基座1的内侧具有引导天窗玻璃6下滑的引导斜面14,用于引导天窗玻璃6平稳下落。
43.在其中一个实施例中,第一基座11和第二基座12一体成型,提高了机构强度。基座1可以采用注塑成型。
44.在其中一个实施例中,如图1所示,把手2通过螺钉4安装在基座1 上,方便把手2的拆装。
45.在其中一个实施例中,如图1所示,把手2包括主体部21和连接在主体部21两端的安装部22。
46.安装部22的顶部具有凹槽23,螺钉4穿过安装部22并与基座1连接,螺钉4的头部处于凹槽23中。
47.主体部21用于操作者握持,两个安装部22连接在主体部21的两端并向基座1延伸。凹槽23设置在安装部22的顶部,螺钉4从凹槽23穿过安装部22并与基座1连接,螺钉4的头部处于凹槽23中,可以避免螺钉4的头部伸出,影响使用。
48.在其中一个实施例中,主体部21和安装部22一体成型,提高了机构强度。把手2可
以采用注塑成型。
49.根据需要,可以将上述各技术方案进行结合,以达到最佳技术效果。
50.以上所述的仅是本实用新型的原理和较佳的实施例。应当指出,对于本领域的普通技术人员来说,在本实用新型原理的基础上,还可以做出若干其它变型,也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1