一种方向盘的制作方法
1.本技术涉及方向盘的领域,尤其是涉及一种方向盘。
背景技术:
2.目前为了提高汽车方向盘的握持感,通常会在方向盘的轮缘上包覆皮革等材料,为了固定包覆在方向盘发泡体轮缘上的皮革,方向盘发泡体轮缘上设置嵌皮槽的类似设计,用来固定皮革。
3.但是,现有的嵌皮槽设计存在瑕疵,传统的直切式凹槽只注重了开槽位置和美观等因素,并未考虑凹槽的内部结构设计。使皮革圈嵌在嵌皮槽中受力不均,经常会在方向盘嵌皮槽附近出现皮革包覆空、鼓现象,需多次进行修改发泡模具进行调整此处异常现象,产品稳定性差。
技术实现要素:
4.有鉴于此,本技术提供一种方向盘,解决了现有技术中的皮革圈嵌在嵌皮槽中受力不均问题,减少皮革在嵌皮槽附近出现皮革包覆空、鼓的现象,提高皮革包覆轮缘的稳定性。
5.本技术提供的一种方向盘采用如下的技术方案:
6.一种方向盘,包括骨架和发泡体,所述发泡体通过模具发泡在所述骨架上形成方向盘本体,所述方向盘本体包括轮缘,所述轮缘上设有嵌皮槽,所述嵌皮槽包括由两条外棱线和内凹部限定,两条所述外棱线是闭合曲线且呈相同角度沿所述轮缘外表面延伸,所述内凹部嵌设于所述轮缘内部的闭合曲线型结构,在所述方向盘本体正面和/或背面的方向上,所述内凹部的内侧臂的投影区域至少有部分区域落在所述两条外棱线的投影区域外侧。
7.可选的,两条所述外棱线沿所述轮缘外表面横向延伸。
8.可选的,所述嵌皮槽是所述发泡体在骨架上一体发泡成型的。
9.可选的,所述内凹部包括两条内棱线,所述两条内棱线分别是闭合曲线且螺旋状地嵌于所述轮缘内部,所述外棱线和两条所述内棱线共同限定所述内凹部。
10.可选的,所述内棱线是由所述外棱线上的若干点位向所在位置的所述方向盘本体a面的法向方向上嵌进所述轮缘一定深度的对应点位连接成形的。
11.可选的,任一所述外棱线上的若干点位向垂直于所在位置的所述方向盘本体a面法向的方向上嵌进的深度与另一所述外棱线上的若干点位向垂直于所在位置的所述方向盘本体a面法向的方向上嵌进的深度相同。
12.可选的,两所述外棱线的间距为3-4mm。
13.可选的,任一所述外棱线上的若干点位向垂直于所在位置的所述方向盘本体a面法向的方向上嵌进的深度为3-5mm。
14.可选的,所述嵌皮槽设置于所述轮缘的2、4、8和10点位置的任意一个或多个位置
上。
15.可选的,所述方向盘本体的所述轮缘上包覆有一段或多段皮套,相邻所述皮套的端部或同一皮套的两端部相接于所述嵌皮槽中。综上所述,本技术包括以下有益技术效果:
16.本技术中的嵌皮槽的内侧壁呈闭合的螺旋状曲面,而且曲面存在凸出区和凹陷区,使皮套端部可以更加舒展的位于嵌皮槽中,使皮套弯折后的端部可以与嵌皮槽的内侧壁和嵌皮槽的槽口边缘贴合,可以使得嵌入嵌皮槽中的皮套与发泡体连接的更加稳定,使皮套与嵌皮槽贴合更加紧密、受力均匀。减少皮套在嵌皮槽处出现皮套包覆空、鼓的现象,提高方向盘的产品质量。
附图说明
17.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
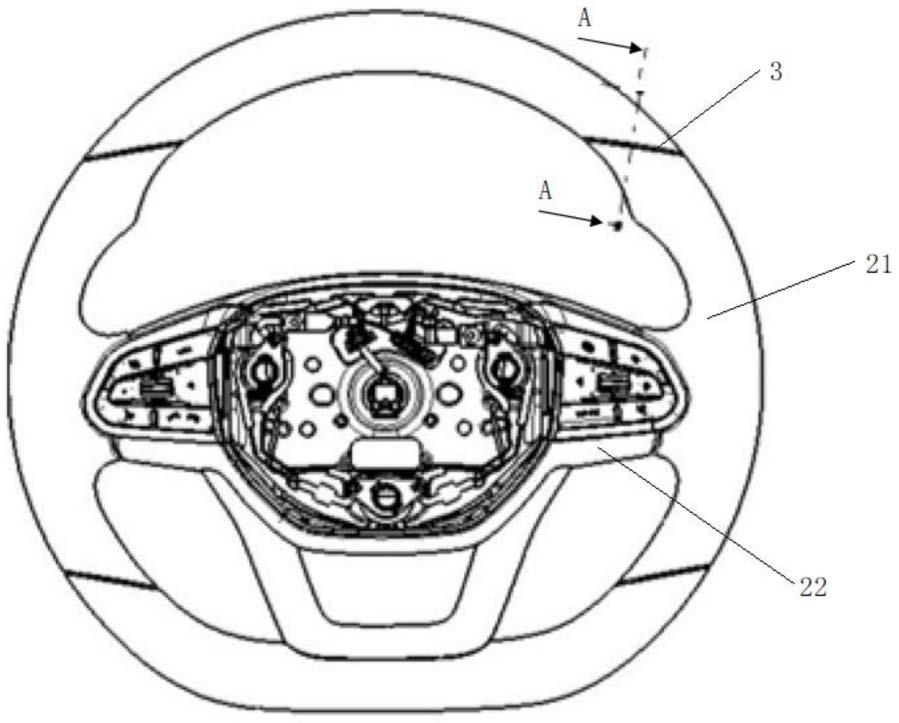
18.图1为本技术方向盘的整体结构示意图;
19.图2为图1中a-a方向的剖视图;
20.图3为本技术嵌皮槽的结构示意图;
21.图4为图3中b-b方向的剖视图;
22.图5为本技术嵌皮槽在方向盘正面或背面上的投影视图。
23.附图标记说明:1、骨架;2、发泡体;21、轮缘;22、轮辐;3、嵌皮槽;31、外棱线;32、内凹部;33、内棱线;34、内凹部的内侧壁;4、皮套。
具体实施方式
24.下面结合附图对本技术实施例进行详细描述。
25.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
26.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
27.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘
制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
28.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
29.本技术实施例提供一种方向盘。
30.如图1和图2所示,一种方向盘,包括骨架1和发泡体2,发泡体2通过模具发泡在骨架1上形成方向盘本体,方向盘本体包括轮缘21和轮辐22,轮缘21上设有嵌皮槽3,嵌皮槽3是发泡体2在骨架1上一体发泡成型的。
31.如图1和图2所示,嵌皮槽3设置于轮缘21的2、4、8和10点位置的任意一个或多个位置上;本实施例中,轮缘21的2、4、8和10点位置均设有嵌皮槽3。方向盘本体的轮缘21上包覆有一段或多段皮套4,相邻皮套4的端部或同一皮套4的两端部相接于嵌皮槽3中。本实施例中,方向盘本体的轮缘21上包覆有四段皮套4,相邻皮套4的端部相接于嵌皮槽3中;相邻皮套4的端部弯折后形成环状凸起,再嵌入嵌皮槽3中,相邻皮套4弯折后的端部缝制在一起。
32.如图1、图3和图4所示,嵌皮槽3包括由两条外棱线31和内凹部32限定,两条外棱线31是闭合曲线且呈相同角度沿轮缘21外表面延伸,外棱线31从轮缘21的内圈从方向盘本体正面和背面分别环绕至轮缘21的外圈,从而形成闭合的曲线。两条外棱线31沿轮缘21外表面横向延伸。在其他实施例中,外棱线31可以沿轮缘21外表面的其他方向延伸。
33.如图3和图4所示,内凹部32嵌设于轮缘21内部的闭合曲线型结构,内凹部32从轮缘21的内圈从方向盘本体正面和背面分别环绕至轮缘21的外圈,且闭合连通。如图5所示,在方向盘正面或背面的投影上,内凹部32的内侧壁的投影区域至少有部分区域落在所述两条外棱线的投影区域外侧。本实施例中,内凹部的内侧壁34的投影均各自且只与其中一个外棱线31的投影交叉,且内凹部的内侧壁34的二分之一投影在两个外棱线31的投影之间,另二分之一的投影在两个外棱线31的投影外侧,从而使得嵌皮槽3的两个内侧壁沿外棱线31呈连续且闭合连续的螺旋曲面,且每个螺旋曲面的二分之一为正向螺旋曲面,二分之一为反向螺旋曲面。
34.本技术中的嵌皮槽3的内侧壁呈闭合的螺旋状曲面,而且嵌皮槽3的内侧壁的曲面存在平滑过渡凸出区和凹陷区,是皮套4端部可以更加舒展的位于嵌皮槽3中,使皮套4弯折后的端部可以与嵌皮槽3的内侧壁和嵌皮槽3的槽口边缘贴合,可以使得嵌入嵌皮槽3中的皮套4与发泡体2连接的更加稳定,使皮套4与嵌皮槽3贴合更加紧密、受力均匀。减少皮套4在嵌皮槽3处出现皮套4包覆空、鼓的现象,提高方向盘的产品质量。
35.如图3、图4和图5所示,内凹部32包括两条内棱线33,内棱线33是由外棱线31上的若干点位向所在位置的方向盘本体a面的法向方向上嵌进轮缘21一定深度的对应点位连接成形的;使得两条内棱线33分别是闭合曲线且螺旋状地嵌于轮缘21内部,内棱线33的螺旋程度与嵌皮槽3的内侧壁的螺旋程度对应,两条外棱线31和两条内棱线33共同限定内凹部32。从而使得嵌皮槽3的内侧壁和嵌皮槽3槽口边缘的轮缘21的角度与正螺纹的螺纹槽的内侧壁和螺纹外圈壁的角度一样,正如图4所示,在b-b的剖视图中,嵌皮槽3的内侧壁垂直于嵌皮槽3边沿的切线方向。
36.如图3和图4所示,任一外棱线31上的若干点位向垂直于所在位置的方向盘本体a面法向的方向上嵌进的深度与另一外棱线31上的若干点位向垂直于所在位置的方向盘本
体a面法向的方向上嵌进的深度相同。可以使得皮套4更好的与嵌皮槽3的内壁贴合,可以是皮套4的端部充分填充嵌皮槽4,减少皮套4在嵌皮槽3处的空、鼓现象,提高皮革包覆轮缘21的稳定性,提高方向盘的产品质量。
37.任一外棱线31上的若干点位向垂直于所在位置的方向盘本体a面法向的方向上嵌进的深度为3-5mm;两外棱线31的间距为3-4mm。本实施例中,任一外棱线31上的若干点位向垂直于所在位置的方向盘本体a面法向的方向上嵌进的深度为4mm;两外棱线31的间距为3.5mm。
38.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1