一种印制线路板锣板后自动对接清洗的载具小车的制作方法
1.本实用新型涉及线路板生产制作技术领域,具体涉及一种印制线路板锣板后自动对接清洗的载具小车。
背景技术:
2.印制电路板制作过程中,成型锣板后成品板业界转运通常采取手工搬运装框,采用胶皮框检修进行转运作业,增加了员工作业强度,成品板也易在反复搬运中出现擦花缺陷。
3.现有做法存在以下缺陷:
4.1、成型锣板后的成品板需操作员工手工将锣机台面上成品板搬运至胶皮框中,再将胶皮框搬运至转运平板车上,再转运至清洗机。
5.2、转运至清洗机后,人工将板从胶皮框取出,再将板转运至清洗上板台面;成品板搬运多次,易出现板面擦花缺陷,增加了员工的作业强度,降低了工作效率,浪费成本。
技术实现要素:
6.本实用新型目的在于为克服现有的技术缺陷,提供一种印制线路板锣板后自动对接清洗的载具小车,通过该载具小车进行线路板的转运,可减少成型锣板后清洗工序中装框和取框的过程,大大节省了时间、人力,减少了成品板擦花碰撞的几率,降低产品品质隐患,并提高了生产效率。
7.为了解决上述技术问题,本实用新型提供了一种印制线路板锣板后自动对接清洗的载具小车,包括支架、设于支架上端前侧并用于承载线路板的承载部以及滑动设于支架上端并位于承载部后端的推板机构,所述承载部包括若干根平行间隔设于支架上端一侧并水平向前延伸的长杆,所述支架的下端设有滚轮组。
8.进一步的,所述承载部还包括设于支架上端并位于长杆两侧的挡板,且所述挡板上贯穿设有若干个通孔。
9.进一步的,所述推板机构包括若干间隔设置的推板以及用于驱动推板前后移动的驱动机构,所述推板竖直设置。
10.进一步的,所述支架的前侧设有若干与所述推板一一对应设置的导向孔。
11.进一步的,所述驱动结构包括固定板、设于固定板后侧的第一导轨、滑动设于第一导轨上的第一滑块以及一端固定于第一滑块上的转动架,所述转动架的另一端转动设于所述支架的后侧,且所述转动架的另一端向外延伸设有手柄。
12.进一步的,所述支架的后侧设有竖直设置的转轴,所述转动架的一端设有转动套装于转轴上的套筒,所述转动架和手柄分设于所述套筒的两侧。
13.进一步的,所述支架上位于推板的下方还设有水平设置的第二导轨以及滑动设于第二导轨上的第二滑块,所述推板的下端固定于所述第二滑块上。
14.进一步的,所述推板的前端面为上端向前凸出的倾斜面。
15.进一步的,所述长杆由内侧端往外侧端向上倾斜设置,且所述长杆与水平面之间的夹角为2
°‑5°
;两根位于最外侧的所述长杆的活动端端部套设有防撞垫,相邻的两根所述长杆的间距为30mm。
16.进一步的,所述滚轮组包括两个设于支架前侧的定向轮以及两个设于支架后侧的万向轮;所述支架的上端后侧设有推杆。
17.与现有技术相比,本实用新型具有如下有益效果:
18.本实用新型通过在该载具小车上设计多根平行间隔设置的长杆作为线路板的放置架,而放置架形成镂空的设计结构,使清洗机上与其配合使用的梳齿板进行使用时,长杆可插入至梳齿板之间实现对接,而后通过推板机构将线路板推送导入至梳齿板上,从而利用载具小车可实现将成型锣板后的线路板导入至清洗机上的目的,也可实现对接成品v-cut机后再对接清洗机的自动化转运,实现了自动上下板的过程,减少了成型锣板后清洗工序中人工手动装框和取框的过程,大大节省了时间、人力,减少了成品板擦花碰撞的几率,降低产品品质隐患,并提高了生产效率。
19.另外,驱动机构采用杠杆原理,通过拉拽手柄驱动转动架转动并向前推动推板,从而通过杠杆原理将推板向前推送,操作舒适,推板运动采用导轨和滑块进行导向,减小推动阻力,滑动省力,使用寿命高。
附图说明
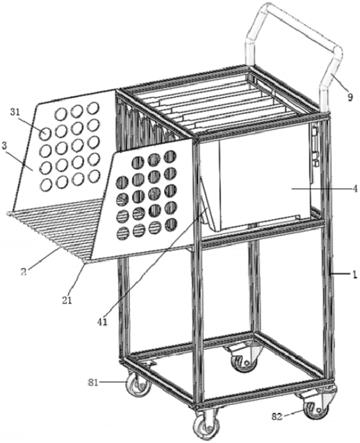
20.图1为实施例中载具小车的示意图;
21.图2为实施例中载具小车的侧视图;
22.图3为实施例中载具小车的正视图;
23.图4为实施例中载具小车上端的局部示意图;
24.图5为实施例中载具小车上端驱动机构转动后的局部示意图;
25.图6为实施例中载具小车与清洗机的对接台对接后的示意图。
具体实施方式
26.为了更充分的理解本实用新型的技术内容,下面将结合附图及具体实施例对本实用新型的技术方案作进一步介绍和说明。
27.实施例
28.如图1-5所示,本实施例所示的一种印制线路板锣板后自动对接清洗的载具小车,包括方形框状的支架1、设于支架1上端前侧并用于承载线路板的承载部以及滑动设于支架1上端并位于承载部后端的推板机构,承载部包括若干根平行间隔设于支架1上端一侧并水平向前延伸的长杆2,形成梳齿状的结构,若干根长杆2构成放置线路板的放置架,放置时将线路板横向竖直放置在长杆上,支架1的下端设有滚轮组,通过滚轮组便于该小车的移动转运。
29.上述中,通过在该载具小车上设计多根平行间隔设置的长杆作为线路板的放置架,而放置架形成镂空的设计结构,使清洗机上与其配合使用的梳齿板进行使用时,长杆可插入至梳齿板之间实现对接,而后通过推板机构将线路板推送导入至梳齿板上,从而利用载具小车可实现将成型锣板后的线路板导入至清洗机上的目的,也可实现对接成品v-cut
机后再对接清洗机的自动化转运,实现了自动上下板的过程,减少了成型锣板后清洗工序中人工手动装框和取框的过程,大大节省了时间、人力,减少了成品板擦花碰撞的几率,降低产品品质隐患,并提高了生产效率
30.具体的,承载部还包括设于支架1上端并位于长杆2两外侧的挡板3,用于对线路板的左右限位,防止板料在运输过程中跌落,而支架则对线路板进行后限位,且挡板3上贯穿设有若干个通孔31,便于通风通气。
31.具体的,长杆2由内侧端往外侧端向上倾斜设置,且长杆2与水平面之间的夹角为2
°‑5°
,优选为2
°
,使放置于其上的线路板朝后微倾斜靠向支架,防止了转运中pcb板掉落;两根位于最外侧的所述长杆的活动端端部套设有防撞垫21,该防撞垫为柔性聚氨酯缓冲块,防止人工对接清洗机时用力过猛,撞击机床;相邻的两根长杆的间距为30mm,梳齿间距30mm,保证最小线路板放置时都会搭载三个长杆(梳齿)上,防止板料掉落。
32.具体的,推板机构包括若干间隔竖直设置的推板4以及用于驱动推板前后移动的驱动机构,支架1的前侧设有若干与推板4一一对应设置的导向孔5,用于推板向前穿过并推动长杆上的线路板,利用驱动机构推动推板向前,从而将位于长杆上的线路板转运导入至清洗机中。
33.本实施例中,驱动结构包括固定板61、设于固定板61后侧的第一导轨62、滑动设于第一导轨62上的第一滑块63以及一端固定于第一滑块63上的转动架64,转动架64的另一端转动设于支架1的后侧,且转动架64的另一端向外延伸设有手柄65;如图4和图5所示,初始时第一滑块位于第一导轨的一端,利用杠杆原理,通过拉拽手柄驱动转动架转动,转动架带动第一滑块在第一导轨上滑动,在滑动的过程中向前推动推板,转动架转动90度后达到最大推动距离,且这时滑块位于第一导轨的另一端形成限位,避免过度旋转导致损坏,从而通过杠杆原理将推板向前推送,操作舒适,推板运动采用导轨和滑块进行导向,减小推动阻力,滑动省力,使用寿命高。
34.具体的,支架1的后侧设有竖直设置的转轴11,转动架64的一端设有转动套装于转轴11上的套筒66,转动架64和手柄65分设于套筒66的两侧。
35.如图4和图5所示,支架1上位于推板4的下方还设有水平设置的第二导轨71以及滑动设于第二导轨71上的第二滑块72,推板4的下端固定于第二滑块72上,第二导轨的数量可以与推板的数量相同并一一对应,也可以少于推板的数量,在其中的几个推板下方安装第二导轨和第二滑块即可。
36.具体的,推板4的前端面为上端向前凸出的倾斜面41,即在向前推动的过程中推板的上端先与线路板接触,如图6所示,在清洗机的对接台100上设有相适配的倾斜面,该载具小车上的长杆则与对接台上的梳齿板对接,推板先推动线路板的上端转动并靠向对接台的倾斜面,使线路板倾斜,再利用推板向前推动线路板使其紧靠对接台并压紧,而后向后退出载具小车,但推板保持继续向前的压紧状态,最终使线路板全部脱离长杆,完成转运。
37.具体的,滚轮组包括两个设于支架1前侧的定向轮81以及两个设于支架1后侧的万向轮82,该万向轮采用具有锁紧结构的轮子,静止时锁紧万象轮,避免转运中和车停止后板出现倾斜移动导致滑落。
38.具体的,支架1的上端后侧设有推杆9,用于人手工向前推动该载具小车。
39.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体
个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1