电动摩托车的制作方法
1.本实用新型涉及车辆领域,尤其是指一种电动摩托车。
背景技术:
2.传统电机、发电机等安装结构均焊接在车架总成上,导致对于安装点精度要求高,制造难度大。此外,传统大灯支架安装点位繁多,导致安装困难制造精度要求过高。
3.因此,需要一种可以降低车架制造精度和加工难度的车架结构。
技术实现要素:
4.为了解决传统电机、发电机等安装结构均焊接在车架总成上,导致对于安装点精度要求高,制造难度大的问题,本实用新型提供一种电动摩托车,可以通过改变电机装配结构,从而降低车架制造精度和加工难度。
5.为了实现上述目的,本实用新型公开了一种电动摩托车,包括:车架;车身覆盖件,车身覆盖件形成有容纳空间并至少部分安装于车架上;车轮组件,车轮组件包括前轮与后轮,用于带动电动摩托车移动;悬挂组件,悬挂组件包括前悬架与后悬架,前悬架连接于车架前侧,前轮连接于前悬架上,后悬架连接于车架后侧,后轮连接于后悬架上;动力组件,动力组件包括电机,用于带动前轮和/或后轮运行;鞍座组件,鞍座组件包括鞍座;控制系统,控制系统至少部分设置在容纳空间内;电源装置,用于提供电能;照明组件,照明组件包括前照明灯;车架上设有悬挂结构,电机通过悬挂结构安装于车架下方,电机上设有装配板,装配板沿前后方向延伸或分布,悬挂结构的一端连接于车架上,悬挂结构的另一端与装配板连接。
6.进一步地,悬挂结构包括第一安装基座和第一装配件,第一安装基座与第一装配件可拆卸式连接,第一安装基座的一端连接于车架上。
7.进一步地,第一装配件基本沿前后方向延伸,且第一装配件和装配板连接。
8.进一步地,第一装配件至少包括第一钣金件和第二钣金件,第一钣金件和第二钣金件分别位于第一安装基座的前侧和第一安装基座的后侧,第一钣金件和装配板连接,第二钣金件和装配板连接。
9.进一步地,装配板与悬挂结构连接的位置至少为两个,悬挂结构数量至少为两个。
10.进一步地,第一钣金件和第一安装基座通过螺栓连接,第二钣金件和第一安装基座通过螺栓连接。
11.进一步地,装配板侧边与悬挂结构抵接并连接。
12.进一步地,前照明灯与车架之间设有灯架结构,灯架结构固定安装于车架上,灯架结构包括卡杆和第一连接部,卡杆与第一连接部固定连接,前照明灯包括凹板,凹板与卡杆对应,卡杆限制凹板后,第一连接部与前照明灯连接。
13.进一步地,卡杆上套设有套筒,套筒位于卡杆与凹板之间。
14.进一步地,套筒上设有套筒帽,套筒至多设有两个,且套筒设于卡杆的两端,凹板
至多设有两个。
15.与现有技术相比,本实用新型至少具有以下有益效果:
16.采用悬挂结构,电机通过悬挂结构安装于车架下方,电机上设有装配板,装配板沿前后方向延伸或分布,悬挂结构的一端连接于车架上,悬挂结构的另一端与装配板连接装配电机,从而实现电机的装配,进而降低车架制造精度和加工难度。
附图说明
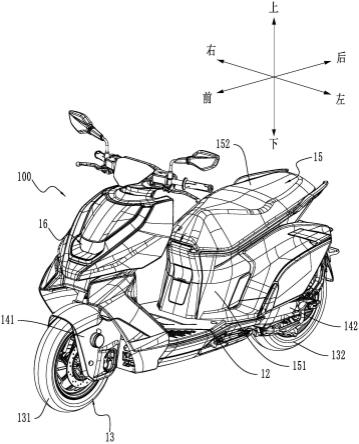
17.图1为电动摩托车的示意图;
18.图2为车架第一视角的示意图;
19.图3为车架第二视角的示意图;
20.图4为车架第三视角的示意图;
21.图5为车架的侧视图;
22.图6为电机的示意图;
23.图7为电机的侧视图;
24.图8为灯架结构的示意图;
25.图9为灯架结构另一视角的示意图;
26.图10为图9中a处的放大图;
27.图11为图9中b处的放大图。
具体实施方式
28.为了使本领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施方式中的附图,对本实用新型具体实施方式中的技术方案进行清楚、完整地描述。
29.图1至图2示出了一种电动摩托车100,该电动摩托车100包括车架11、车身覆盖件12、车轮组件13、悬挂组件14、鞍座组件15、照明组件16。为清楚说明本技术的技术方案,还定义了如图1所示的前侧、后侧、左侧、右侧、上侧和下侧。其中,车架11基本沿前后方向延伸,车身覆盖件12形成有容纳空间且至少部分安装于车架11上。车轮组件13位于车架11下方,且车轮组件13连接至悬挂组件14,车轮组件13通过悬挂组件14安装至车架11上。车轮组件13包括前轮131与后轮132。在说明性实施方式中,前轮131作为电动摩托车100的转向从动轮,后轮132作为电动摩托车100的驱动轮。悬挂组件14包括前悬架141与后悬架142,前悬架141安装于车架11前侧,且前轮131安装于前悬架141上,后悬架142安装于所述车架11后侧,后轮132安装于后悬架142上。鞍座组件15包括鞍座151,鞍座151安装于车架11上,鞍座151供驾驶员乘坐。照明组件16部分安装于车架11上,照明组件16用于提供照明和警示作用。
30.如图2至图5所示,车架11包括前架111与后架112,前架111与后架112均由无缝钢管制成,且无缝钢管为20号无缝钢管。本实施例中的20号无缝钢管由实心管坯制成,20号无缝钢管的制造工艺为:实心管坯穿孔,穿孔后进行冷拔。相同情况下,弯曲无缝钢管和有缝钢管,无缝钢管变形面积比有缝钢管变形面积小,且无缝钢管抗应变强度是有缝钢管抗应变强度的1.3倍。
31.前架111基本呈圆筒状,且前架111基本沿上下方向延伸,前架111还基本沿前后方
向倾斜设置。具体的,以前架111的最下端为支点,前架111向前倾斜。后架112由边管组成,且后架112至少包括第一边管1121以及第二边管1122,第一边管1121位于整车的左侧,第二边管1122位于整车的右侧。在一个垂直于左右方向且经过前架111的第一平面211内,第一边管1121与第二边管1122基本对称的设置在第一平面211的两侧。可以理解,还可以设置第一边管1121位于整车的右侧,第二边管1122位于整车的左侧。且前架111位于第一边管1121与第二边管1122的前侧,第一边管1121的前端向前架111的一侧弯曲延伸,且第一边管1121的前端与前架111连接。第二边管1122的前端向前架111的一侧弯曲延伸,且第二边管1122的前端与前架111连接。且第一边管1121和第二边管1122连接于前架111上的同一高度处。作为一种实现方式,第一边管1121焊接至前架111上,第二边管1122焊接至前架111上。前架111连接第一边管1121和第二边管1122,能提高第一边管1121和第二边管1122前端的刚性,即提高后架112前端的刚性。
32.第一边管1121包括第一管1121a、第二管1121b和第三管1121c。第一管1121a、第二管1121b和第三管1121c基本呈直筒状,且第一管1121a、第二管1121b与第三管1121c固定连接或一体成型。第一管1121a基本与水平面平行,第二管1121b连接于第一管1121a的后侧,第二管1121b的前端与第一管1121a的后端连接,且第一管1121a与第二管1121b形成有夹角,夹角开口向上,且夹角为钝角。第三管1121c连接于第二管1121b的后侧,第三管1121c的前端与第二管1121b的后端连接,且第二管1121b与第三管1121c形成有夹角,夹角开口向下,且夹角为钝角。第一边管1121的形状与鞍座151的上部边缘相似,鞍座151安装于第一边管1121上,第一边管1121有利于提高鞍座151的刚性。
33.第二边管1122包括第四管1122a、第五管1122b和第六管1122c。第四管1122a、第五管1122b和第六管1122c基本呈直筒状,且第四管1122a、第五管1122b与第六管1122c固定连接或一体成型。第四管1122a基本与水平面平行,第五管1122b连接于第四管1122a的后侧,第五管1122b的前端与第四管1122a的后端连接,且第四管1122a与第五管1122b形成有夹角,夹角开口向上,且夹角为钝角。第六管1122c连接于第五管1122b的后侧,第六管1122c的前端与第五管1122b的后端连接,且第五管1122b与第六管1122c形成有夹角,夹角开口向下,且夹角为钝角。第二边管1122的形状与鞍座151的上部边缘相似,鞍座151安装于第二边管1122上,第二边管1122有利于提高鞍座151的刚性。
34.车架11还包括连接件113,后架112以第一边管1121和第二边管1122为主要结构,第一边管1121与第二边管1122之间通过连接件113连接。连接件113能加强第一边管1121和第二边管1122的连接强度,即提高后架112的刚性。连接件113至少包括第七管1131、第八管1132和第九管1133。第七管1131能提高后架112的刚性,具体的,第七管1131能提高后架112前侧部分的刚性。第八管1132能提高后架112的刚性,具体的,第八管1132能提高后架112后侧部分的刚性。第九管1133能提高后架112的刚性,具体的,第九管1133能提高后架112中间部分的刚性。
35.第七管1131位于第一管1121a和第四管1122a之间,第七管1131的一端连接于第一管1121a上,第七管1131的另一端连接于第四管1122a上,且第七管1131的管身向下弯曲。第一管1121a位于第一边管1121的前侧部分,第四管1122a位于第二边管1122的前侧部分。第七管1131连接第一管1121a和第四管1122a,从而提高第一管1121a和第四管1122a的连接强度,即提高后架112前侧部分的刚性。作为一种实现方式,第七管1131的一端焊接于第一管
1121a上,第七管1131的另一端焊接于第四管1122a上。作为一种实现方式,第七管1131由无缝钢管制成,且无缝钢管为20号无缝钢管。前架111的下端连接于第七管1131上,连接位置位于第七管1131向下弯曲的部分,即前架111与第七管1131的连接位置高度低于前架111与两侧边管的连接位置高度,提高前架111与后架112连接的立体性,提高车架11总体刚性。作为一种实现方式,前架111与第七管1131焊接。
36.第八管1132位于第三管1121c与第六管1122c之间,第八管1132的一端与第三管1121c连接,第八管1132的另一端与第六管1122c连接。第三管1121c位于第一边管1121后侧部分,第六管1122c位于第二边管1122后侧部分,第八管1132连接第三管1121c和第六管1122c,从而提高第三管1121c和第六管1122c的连接强度,即提高后架112后侧部分的刚性。作为一种实现方式,第八管1132的一端焊接于第三管1121c上,第八管1132的另一端焊接于第六管1122c上。作为一种实现方式,第八管1132由无缝钢管制成,且无缝钢管为20号无缝钢管。
37.第一板1134位于第一管1121a与第四管1122a之间,第一板1134的一侧与第一管1121a连接,第一板1134的另一侧与第四管1122a连接,且第一板1134靠近第二管1121b以及第五管1122b。第一板1134连接第一管1121a和第四管1122a,且第一板1134与第一管1121a连接点靠近第二管1121b,即第一板1134与第一管1121a连接点靠近第一边管1121的中部,第一板1134与第四管1122a连接点靠近第五管1122b,即第一板1134与第四管1122a连接点靠近第二边管1122的中部,第一板1134能提高第一管1121a和第四管1122a的连接强度,即提高后架112中部的刚性。
38.如图2至图3,第九管1133位于第二管1121b与第五管1122b之间。第二管1121b的后侧固定连接有第二板1133a,第五管1122b的后侧固定连接有第三板1133b,第九管1133的一端连接于第二板1133a上,第九管1133的另一端连接于第三板1133b上。在一种实现方式中,第二板1133a焊接于第二管1121b上,第三板1133b焊接于第五管1122b上。作为一种实现方式,第二板1133a和第三板1133b均由hc340制成,相同情况下,hc340相比于传统的q235和spcc,具有更强的屈服抗性。作为一种实现方式,第九管1133由无缝钢管制成,且无缝钢管为20号无缝钢管。作为一种实现方式,第九管1133的一端焊接于第二板1133a上,第九管1133的另一端焊接于第三板1133b上。第二板1133a连接于第二管1121b上,且第二管1121b位于第一边管1121的中部,第三板1133b连接于第五管1122b上,且第五管1122b位于第二边管1122中部,第九关连接第二板1133a和第三板1133b,能提高第二管1121b与第三管1121c的连接强度,即提高后架112中部刚性。
39.相比于传统电动摩托车的车架,本实施例中车架11的后架112和前架111均由无缝钢管制成,且无缝钢管为20号无缝钢管,从材料层面,提高车架11刚性。且车架11以两侧的第一边管1121和第二边管1122为主要结构,并通过第七管1131、第八管1132、第九管1133、第一板1134连接第一边管1121与第二边管1122,从结构层面,提高车架11刚性。保证车架11刚性的基础上,减小车架11重量,有助于车架11轻量化的实现。
40.参照图4至图5,作为一种实现方式,连接件113还包括第十管1136,第十管沿左右方向延伸设置,第十管1136位于第一管1121a与第四管1122a之间,且第十管1136靠近第二管1121b与第五管1122b。第十管1136的一端连接于第一管1121a上,且第十管1136另一端连接于第四管1122a上。作为一种实现方式,第十管1136的一端焊接于第一管1121a上,第十管
1136的另一端焊接于第四管1122a上。说明性的,第十管1136也能设于第二管1121b与第五管1122b之间,且第十管1136靠近第一管1121a与第四管1122a。第十管1136的一端连接于第二管1121b上,且第十管1136另一端连接于第五管1122b上。作为一种实现方式,第十管1136的一端焊接于第二管1121b上,第十管1136的另一端焊接于第五管1122b上。作为一种实现方式,第十管1136由无缝钢管制成,且无缝钢管为20号无缝钢管。第七管1131与第十管1136之间设有第十一管1137。第十一管1137的一端连接于第七管1131的低处,第十一管1137的另一端连接于第十管1136上。作为一种实现方式,第十一管1137的一端焊接于第七管1131上,第十一管1137的另一端焊接于第十管1136上。作为一种实现方式,第十一管1137由无缝钢管制成,且无缝钢管为20号无缝钢管。电动摩托车100还包括控制系统,控制系统能实现信息交互和讯息传递等功能。控制系统至少部分设置在车身覆盖件12的容纳空间中且包括电机控制器,电机控制器能接收指令以及发出指令控制电机201。第十一管1137上侧设有第一安装架1137a,电机控制器能安装于第一安装架1137a上。第七管1131、第十一管1137、第十管1136、第一边管1121以及第二边管1122之间围成有第一空间1138,第一空间1138能限位电机控制器,提高电机控制器装配稳定性。
41.第十一管1137能提高车架11底部刚性。本实施例提供第一空间1138,第一空间1138由车架11中的管道围成,能放置电机控制器,提高空间利用率和材料利用率。
42.参照图2、图3、图6、图7、图8,电动摩托车100还包括动力组件20,动力组件20包括电机201,电机201运行能带动后轮132转动,即带动电动摩托车100行驶。电机201与第九管1133之间设有悬挂结构114,电机201通过悬挂结构114安装于第九管1133上。悬挂结构114包括上连接部与下连接部,上连接部与下连接部可拆卸式连接,且上连接部的一端连接于车架11上,即第九管1133上,下连接部与电机201连接。电机201上设有装配板1143,装配板1143沿前后方向延伸或分布,下连接部与装配板1143连接。
43.其中,上连接部为第一安装基座1141,下连接部为第一装配件1142。第一安装基座1141固定连接于第九管1133上,第一装配件1142安装于第一安装基座1141上,电机201安装于第一装配件1142上。作为一种实现方式,第一安装基座1141焊接至第九管1133上。现有技术中,电机直接连接至安装基座上,且安装基座焊接位置误差过大不利于电机的安装,易导致车架报废。本实施例中,第一装配件1142一端连接于电机201上,第一装配件1142另一端连接于第一安装基座1141上。针对第一安装基座1141焊接误差过大的问题,本实施例可以设置多种参数的第一装配件1142,降低车架11报废率,提高车架11合格率。且第一装配件1142出现误差时,第一装配件1142成本明显低于车架11成本,能有效降低车架11加工成本。第一装配件1142包括第一钣金件1142a与第二钣金件1142b,第一钣金件1142a连接于第一安装基座1141的前侧,第二钣金件1142b连接于第一安装基座1141的后侧。作为一种实现方式,第一钣金件1142a螺栓连接于第一安装基座1141上,第二钣金件1142b也螺栓连接于第一安装基座1141上,且螺栓同时穿过第一钣金件1142a、第一安装基座1141和第二钣金件1142b。说明性的,第一钣金件1142a也能连接于第一安装基座1141的后侧,第二钣金件1142b连接于第一安装基座1141的前侧。
44.第九管1133上设有第一安装位置1133c与第二安装位置1133d,第一安装位置1133c与第二安装位置1133d互相远离。本实施例中,第一安装基座1141数量为二个,且两个第一安装基座1141分别安装于第一安装位置1133c与第二安装位置1133d上。如图4至图5所
示,传统的电动摩托车中,电机201的安装兼顾平衡性与刚性,车架11上设有多个连接点,每个连接点与电机201连接。作为一种实现方式,连接点设置有四个,且其中两个连接点位于第九管1133上,另外两个连接点位于第十管1136上。本实施例中,车架11上设有两个连接点,两个连接点与电机201连接,且两个连接点位于第九管1133上。减少车架11上的连接点数量,即减少车架11上安装基座的数量,变相减少车架11总体重量,有助于车架11轻量化的实现,降低材料成本。且在传统的车架加工过程中,焊接一个安装基座至车架上,并以此安装基座为基准,定位其他三个安装基座的焊接位置。金属焊接过程中,安装基座存在热变形与冷变形的风险,易导致安装基座安装位置误差过大、安装基座焊接定位错误,使车架报废。而本实施例中,车架11上设有两个连接点,即第一安装位置1133c和第二安装位置1133d,焊接一个安装基座于车架11上,以此安装基座为基准,定位另一个安装基座的焊接位置。减少安装基座焊接的定位次数,降低车架11报废的概率,提高车架11合格率,变相缩短车架11生产加工时间,提高车架11生产加工效率。
45.装配板1143沿前后方向分布,且装配板1143数量至少为两个。作为一种实现方式,装配板1143可以沿前后方向延伸设置,即装配板1143数量为一个。装配板1143能与第一钣金件1142a连接,装配板1143也能与第二钣金件1142b连接。作为一种实现方式,装配板1143焊接于电机201上。作为一种实现方式,装配板1143与第一钣金件1142a螺栓连接,装配板1143与第二钣金件1142b螺栓连接。
46.悬挂结构114设有两个,即第一安装基座1141设有二个,第一钣金件1142a设有二个,第二钣金件1142b设有二个,装配板1143与所有的第一钣金件1142a和第二钣金件1142b连接。即电机201上至少设有四处连接点与车架11连接,提高电机201悬挂时的平衡性。可以理解的,电机与两个悬挂结构114连接时,装配板1143可以设置为四个。
47.现有技术中,摩托车的车架臃肿,且生产加工困难,材料成本高,报废率高。本实施例中,车架轻量化设计,且车架生产加工简化,材料成本降低,报废率降低,提高车架生产效率。
48.参照图8至图11,照明组件16包括前照明灯161,前照明灯161能对电动摩托车100前方进行照明。车架11还包括灯架结构115,前架111上设有第二安装基座1111,第二安装基座1111位于前架111前侧,前照明灯161通过灯架结构115安装于第二安装基座1111上。作为一种实现方式,第二安装基座1111与前架111的连接方式为焊接。
49.灯架结构115设于前照明灯161与车架11之间,灯架结构115固定安装于车架11上,灯架结构115包括限位部和第一连接部,限位部与第一连接部固定连接,前照明灯包括活动部,活动部与限位部对应,限位部限制活动部后,第一连接部与前照明灯161连接。其中,限位部为卡杆1155,第一连接部为第四钣金件1152,卡杆1155与第四钣金件1152之间连接有第十二管1153和第十三管1154。第四钣金件1152位于第十二管1153和第十三管1154的上方,且第十二管1153的上端与第四钣金件1152连接,第十三管1154的上端与第四钣金件1152连接。通过两根管与第三钣金件1151连接,保证第三钣件1151的刚性,且减少材料成本。作为一种实现方式,第十二管1153与第四钣金件1152焊接,第十三管1154与第四钣金件1152焊接。卡杆1155位于第十二管1153和第十三管1154的下方,第十二管1153的下端与卡杆1155连接,第十三管1154的下端与卡杆1155连接。通过两根管与卡杆1155连接,保证卡杆1155刚性,且减少材料成本。作为一种实现方式,第十二管1153与卡杆1155焊接,第十三管
1154与卡杆1155焊接。
50.灯架结构115还包括第三钣金件1151,第十二管1153与第十三管1154连接于第三钣金件1151上,第十二管1153与第十三管1154互相平行,且第十二管1153与第十三管1154相对于第一平面211平行。作为一种实现方式,第十二管1153与第十三管1154均焊接于第三钣金件1151上。第三钣金件1151能与第二安装基座1111前侧面贴合,且第三钣金件1151与第二安装基座1111贴合后连接,即灯架结构115连接至第二安装基座1111上。作为一种实现方式,第三钣金件1151与第二安装基座1111螺栓连接。第三钣金件1151贴合至第二安装基座1111上并连接,提高装配的可靠性。
51.其中,活动部为设于前照明灯161上的凹板1612,凹板1612内设有第一凹口1612a,卡杆1155与第一凹口1612a配合对应。卡杆1155伸入第一凹口1612a内时,第一凹口1612a与卡杆1155配合限制前照明灯161的活动范围,即前照明灯161的活动限制于绕卡杆1155转动。卡杆1155与第一凹口1612a之间设有胶套1158,胶套1158至少有部分套接于卡杆1155上。且卡杆1155伸入第一凹口1612a内后,胶套1158至少有部分能与第一凹口1612a内壁贴合。作为一种实现方式,胶套1158包括胶套帽1158a,胶套帽1158a限制胶套1158与卡杆1155的配合位置,即胶套1158至多安装于卡杆1155的两端。胶套1158可形变,通过胶套1158的形变特性可以降低卡杆1155与凹板1612的配合要求,降低卡杆1155、凹板1612以及第一凹口1612a的加工要求。胶套1158能消除卡杆1155与第一凹口1612a之间的空隙,增大卡杆1155与第一凹口1612a内壁之间的接触面积,在相同压力情况下,减小对凹板1612以及卡杆1155的压强,有助于卡杆1155与凹板1612的长期使用,即变相延长卡杆1155与凹板1612的使用寿命。且相比于通过提高加工精度的方式来增大卡杆1155与第一凹口1612a间的接触面积,本实施例中通过胶套1158的方式增大接触面积,可以降低加工成本,减少加工时间,变相提高加工效率。
52.前照明灯161还包括第五钣金件1611,第四钣金件1152能与第五钣金件1611贴合,且第四钣金件1152与第五钣金件1611贴合后连接。作为一种实现方式,第四钣金件1152与第五钣金件1611螺栓连接。
53.现有技术中,前照明灯一般通过螺栓连接的方式连接于摩托车车架的前侧,前照明灯的安装较为繁杂。本实施例中,前照明灯161的卡杆1155伸入第一凹口1612a内限制前照明灯161的活动范围,前照明灯161的另一端通过螺栓连接的方式固定,简化前照明灯161的安装流程。且本实施例中,采用胶套1158设于卡杆1155与第一凹口1612a之间,能降低卡杆1155和第一凹口1612a的加工要求。
54.参照图8,控制系统18还包括abs(antilock brake system防抱死制动系统)或cbs(combination braking system联动刹车系统),abs或cbs能安装于车架11上。abs包括第六钣金件182,abs能通过第六钣金件182安装于车架11上,cbs包括第七钣金件183,cbs能通过第七钣金件183安装于车架11上。灯架结构115还包括第三安装基座1156,第三安装基座1156设于卡杆1155上。作为一种实现方式,第三安装基座1156焊接于卡杆1155上。前照明灯161与第三安装基座1156之间形成有第二空间1157,第二空间1157能放置abs和第六钣金件182,第二空间1157也能放置cbs和第七钣金件183。第六钣金件182或第七钣金件183均能连接于第三安装基座1156上。作为一种实现方式,第六钣金件182能与第三安装基座1156螺栓连接,第七钣金件183能与第三安装基座1156螺栓连接。相比于传统的abs或cbs安装方式,
本实施例中,第三安装基座1156能与第六钣金件182或第七钣金件183连接,且abs或cbs能相应的放置于第二空间1157内,提高车架11的适用性,降低材料成本,有助于车架11的轻量化实现。
55.应当理解的是,对于本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1