汽车合装柔性装配生产线的制作方法
1.本发明涉及汽车合装生产工艺及设备技术领域,尤其是一种汽车合装柔性装配生产线。
背景技术:
2.随着汽车制造业技术的发展,总装车间中在汽车生产线上,汽车底盘分总成与车身合装装配,现有技术中的生产工艺和生产线需要提升柔性化、自动化共线混流生产水平,以满足快速发展的市场需求。目前国内汽车合装仍普遍采用分体式辅助合装工艺及生产线,缺少专用的全自动生产流程及设备。
技术实现要素:
3.本发明的目的就是针对上述情况,提供一种汽车合装柔性装配生产线,该合装柔性装配生产线可以实现汽车底盘分总成与车身的全自动装配柔性生产。
4.本发明的具体方案是:一种汽车合装柔性装配生产线,包括有依次由上料工位、合车站、前后悬拧紧站、减震器拧紧站、发动机变速箱拧紧站、油箱桥接板拧紧站、分离站和下料工位组成的合装生产线,在合装生产线的正上方沿着合装生产线运行方向设置有自行轨道,所述自行轨道上运行有自行小车,其中:所述上料工位和下料工位均是各自由一台第一链床输送机构成;所述合车站和分离站各自均包括有第二链床输送机,第二链床输送机通过升降台进行支撑实现升降,第二链床输送机的侧部装有吊具定位支撑销、定位器、车身下压装置和撞击机构;所述前后悬拧紧站包括有第三链床输送机,第三链床输送机的侧部同样装有定位器,第三链床输送机的下方设有双轴被动可调拧紧机和单轴可调拧紧机;所述减震器拧紧站包括有第四链床输送机,第四链床输送机的侧部同样装有定位器,第四链床输送机的下方靠前侧装有悬挂双轴可调拧紧机,第四链床输送机的后部两侧装有单轴拧紧机械手;所述发动机变速箱拧紧站包括有第五链床输送机,第五链床输送机的侧部同样装有定位器,第五链床输送机的前部两侧装有两个单轴拧紧机械手,在第五链床输送机的下方设有十二轴可调拧紧机;所述油箱桥接板拧紧站包括有第六链床输送机,第六链床输送机的侧部同样装有定位器,第六链床输送机的前部两侧装有两个单轴拧紧机械手,在第六链床输送机的下方设有六轴可调拧紧机;上述第三链床输送机、第四链床输送机、第五链床输送机、第六链床输送机均设置在同一高度上且前后衔接输送。
5.进一步的,本发明中所述自行小车包括有两个驱动车、两个从动车、两个连接梁、提升装置和吊具;一个驱动车和一个从动车通过一个连接梁铰接连接形成一组,驱动车和
从动车的车轮可沿自行轨道前进或后退,两个连接梁与提升装置固连,所述提升装置采用皮带或链条提升结构形式且与吊具固连,吊具用于吊起汽车车身,吊具的吊腿底部设有有插销孔,用于各工位对接时的定位。
6.进一步的,本发明中所述合车站与所述分离站中的定位器固连在第二链床输送机的两侧,定位器设置四个或者是两个对角布置的形式;所述车身下压装置包括支架、z向伺服电动推杆、z向直线导轨、z向活动框架、y向活动框架、y向伺服电动推杆、y向直线导轨、 x向伺服电动推杆、x向直线导轨和下压杆,所述支架固定在地面上,所述z向直线导轨的轨道与支架固连,其上的滑块与z向活动框架固连,所述z向伺服电动推杆固定端固连在支架上,其活动端与z向活动框架固连;所述y向直线导轨的轨道与z向活动框架固连,其上的滑块与y向活动框架固连,所述y向伺服电动推杆固定端固连在z向活动框架上,其活动端与y向活动框架固连;所述x向直线导轨的轨道与y向活动框架固连,其上的滑块与下压杆固连;所述x向伺服电动推杆固定端固连在y向活动框架上,其活动端与下压杆固连;所述的z向伺服电动推杆、y向伺服电动推杆、x向伺服电动推杆的伸缩方向为两两垂直90度布置,以实现下压杆在一定范围的空间内任意位置调节;所述撞击机构固定在第二链床输送机上,用于敲击托盘的挂钩,与汽车底盘分总成钩在一起或解锁。
7.进一步的,本发明中所述悬挂双轴可调拧紧机包括吊架、调整电机、水平直线导轨、丝杆螺母机构、两个缓冲器、两个气缸、水平滑动座、两个竖直直线导轨、竖直滑动座和两个拧紧枪,水平直线导轨的轨道固定在吊架底部,其上的滑块与丝杆螺母机构的螺母相连且同时与水平滑动座相连;所述的调整电机与丝杆螺母机构的丝杆相连;两个所述的缓冲器分别固定在水平滑动座的两端;所述的竖直直线导轨的轨道固定在水平滑动座的中部,其上的滑块与竖直滑动座相连;所述的气缸的本体固定在水平滑动座上,活动端与竖直滑动座固连;拧紧枪平排固定在竖直滑动座上。
8.进一步的,本发明中所述十二轴可调拧紧机包括地轨、两个行走电机、前移动平台、后移动平台、两个旋转架、两个无杆气缸、六个直线导轨、六个调整电机、六个拧紧枪滑架和十二个拧紧枪;所述的地轨由两根直线导轨、齿条和结构件组成且水平布置;所述的两个行走电机分别固定在前移动平台和后移动平台上,行走电机的一端连接齿轮并与地轨上面的齿条啮合;所述的前移动平台、后移动平台分别与地轨的若干个滑块固连;直线导轨的其中两个与地轨垂直90
°
布置并与前移动平台固连且其滑块分别与其中两个拧紧枪滑架固连;所述的调整电机采用与行走电机相同的驱动形式,且其方向旋转90
°
;两个无杆气缸的一端固定在后移动平台上,另一端分别铰接在两个旋转架上;所述的旋转架上面固定有若干直线导轨和拧紧枪滑架;所述的拧紧枪分别与拧紧枪滑架固连,每个拧紧枪滑架上不少于一套拧紧枪,拧紧枪滑架水平移动方式与前后移动平台的移动方式相同。
9.进一步的,本发明中所述六轴可调拧紧机包括地轨、行走电机、移动平台、四个直线导轨、四个调整电机、四个拧紧枪滑架和六个拧紧枪;所述的地轨由两根直线导轨、齿条和结构件组成,且水平布置;所述的行走电机固定在移动平台上,行走电机的一端连接齿轮并与地轨上面的齿条啮合;所述的移动平台与地轨的若干个滑块固连;四个直线导轨的轨道与地轨垂直90
°
布置且与移动平台固连,直线导轨上的滑块分别与四个拧紧枪滑架固连;四个调整电机采用上下两层、前后错开布置;拧紧枪分别与四个拧紧枪滑架固连,每个拧紧枪滑架上不少于一套拧紧枪,拧紧枪滑架水平移动方式与移动平台的移动方式相同。
10.本发明用于汽车底盘分总成与车身合装柔性装配的生产工艺和生产线,包括车身与底盘的自动接合,前、后桥连接板螺钉的拧紧,车身减震器的拧紧,发动机、变速箱的拧紧,油箱和桥接板的拧紧,底板的拧紧等工序,并按所要求的工艺流程选用专用设备组织成一条全自动化柔性装配生产线,可以实现汽车底盘分总成与车身的全自动装配生产,整条生产线,相对于传统的装配生产方式,操作维护都更加简单,而且可以适应多种车型混线生产,生产效率极大提高,产品合格率也会更高。
附图说明
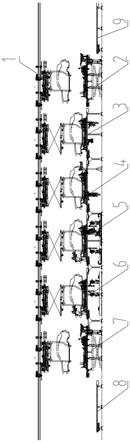
11.图1是本发明的总体布局示意图;图2是本发明中的自行小车总装示意图;图3是本发明中的合车站总装图;图4是本发明中的车身下压装置部件示意图;图5是本发明中的吊具定位支撑销部件示意图;图6是本发明中的撞击机构部件示意图;图7是本发明中的前后悬拧紧站总装示意图;图8是本发明中的双轴被动可调拧紧机部件示意图;图9是本发明中的单轴可调拧紧机部件示意图;图10是本发明中的减震器拧紧站总装示意图;图11是本发明中的单轴拧紧机械手部件示意图;图12是本发明中的悬挂双轴可调拧紧机部件示意图;图13是本发明中的发动机变速箱拧紧站总装示意图;图14是本发明中的十二轴可调拧紧机部件示意图;图15是本发明中的油箱桥接板拧紧站总装示意图;图16是本发明中的六轴可调拧紧机部件示意图。
12.图中:1-自行小车,2-合车站,3-前后悬拧紧站,4-减震器拧紧站,5-发动机变速箱拧紧站,6-油箱桥接板拧紧站,7-分离站,8-下料工位,9-上料工位,11-自行轨道,12-驱动车,13-从动车,14-连接梁,15-提升装置,16-吊具,21-升降台,22-链床输送机,23-吊具定位支撑销,24-定位器,25-车身下压装置,26-撞击机构,251-支架,252-z向伺服电动推杆,253-z向直线导轨,254-z向活动框架,255-y向活动框架255, 256-y向伺服电动推杆,257-y向直线导轨, 258-x向伺服电动推杆,259-x向直线导轨,260-下压杆。231-支架,232-气缸,233-直线导轨,234-接近开关,235-活动插销,261-支架-,262气缸,263-接近开关,264-撞块, 31-双轴被动可调拧紧机,32-单轴可调拧紧机,311-支架,312-x向直线导轨,313平衡器,314-x向滑动座,315-接近开关,316-z向直线导轨,317-拧紧滑动座,318-拧紧枪,321-支架, 322-y向直线导轨,41-单轴拧紧机械手,42-悬挂双轴可调拧紧机,411-支架,412-一级关节臂,413-二级关节臂,414-三级关节臂,415-气缸,416-电机,417-拧紧枪,421-吊架,422-调整电机,423-水平直线导轨,424-丝杆螺母机构,425-缓冲器,426-气缸,427-水平滑动座,428-竖直直线导轨,429-竖直滑动座,430-拧紧枪,51-十二轴可调拧紧机,511-地轨,512-行走电机,513-前移动平台,514-后移动平台,515-旋转架,516-无杆气缸,517-直线导轨,518-调整电机,519-拧紧枪滑架,520-拧紧枪,61-六轴可调拧紧机,611-地轨,612-行走
电机,613-移动平台,614-直线导轨,615-调整电机,616-拧紧枪滑架,617-拧紧枪。
13.本发明中的第一链床输送机、第二链床输送机、第三链床输送机、第四链床输送机、第五链床输送机、第六链床输送机统一为规格相同的链床输送机22。
具体实施方式
14.下面将结合本发明的附图,对本发明的技术方案进行清楚完整的描述,显然所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。
15.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明或简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造或操作,因此不能理解为对本发明的限制。
16.在本发明的描述中,还需要说明的是,除非另有明确的规定和限制,术语“设置”、“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸的连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
17.参见图1,本发明是一种汽车合装柔性装配生产线,其基本运行为:
①
自行小车1运送汽车车身到第一工位合车站2上方,合车站2将底盘分总成带若干托盘组合件停止在车身下方指定位置。自行小车1将汽车车身下降到与合车站2托盘上的汽车底盘分总成下压接合。自行小车1带车身、底盘分总成及若干托盘组合件整体移动到下一工位;
②
前后悬拧紧站3根据中央控制器传输的信号,调整合适的位置和扭矩,将底盘分总成的前悬、后悬螺栓拧紧,然后自行小车1带车身、底盘分总成及若干托盘组合件整体移动到下一工位;
③
减震器拧紧站4根据中央控制器传输的信号,调整合适的位置和扭矩,将底盘分总成的减震器螺栓拧紧,然后自行小车1带车身、底盘分总成及若干托盘组合件整体移动到下一工位;
④
发动机变速箱拧紧站5根据中央控制器传输的信号,调整合适的位置和扭矩,将底盘分总成的发动机及变速箱螺栓拧紧,然后自行小车1带车身、底盘分总成及若干托盘组合件整体移动到下一工位;
⑤
油箱桥接板拧紧站6根据中央控制器传输的信号,调整合适的位置和扭矩,将底盘分总成的油箱及桥接板螺栓拧紧,然后自行小车1带车身、底盘分总成及若干托盘组合件整体移动到下一工位;
⑥
分离站7将汽车底盘分总成与若干托盘组合件分离,自行小车1将汽车车身与底盘分总成上升并整体移动下线,完成一整套汽车合装工艺。
18.下面结合具体附图详细介绍本发明的具体实施方式。
19.如图2所示,所述的自行小车1包括驱动车12、从动车13、连接梁14、提升装置15和
吊具16。所述的驱动车12和从动车13通过连接梁14铰接,两组驱动车和两组从动车构成前后两组,驱动车12和从动车13的车轮可沿自行轨道前进或后退。两个连接梁14与提升装置15固连,提升装置15(采用皮带或链条提升结构形式)的皮带(或链条)与吊具16固连,吊具16可牢固吊起汽车车身,且其吊腿底部有插销孔,用于各工位对接时的定位。其中提升装置15可以是四带提升装置,也可以是四链提升装置。
20.如图3所示,所述的合车站2、分离站7的设置结构相同,都包括有升降台21、链床输送机22、吊具定位支撑销23、定位器24、车身下压装置25、撞击机构26。所述的升降台21可采用液压或电机驱动,固定在地面上。所述链床输送机22可平稳输送若干托盘组合件及上部的汽车底盘分总成,其固定在升降台21上平面。特别的,链床输送机22也可替代为辊道输送机。所述的吊具定位支撑销23依次分布在升降台21两侧,可以是四个,也可以是对角两个布置。所述的定位器24分别固连在链床输送机22的两侧,用于工件托盘的定位锁紧。所述的车身下压装置25固定在链床输送机22的后部地面上,把汽车车身尾部下压,使底盘分总成上的螺栓伸进孔洞内。所述撞击机构26固定在链床输送机22上,可敲击托盘的挂钩,与汽车底盘分总成钩在一起或解锁。
21.如图4所示,所述的车身下压装置25包括支架251,z向伺服电动推杆252,z向直线导轨253,z向活动框架254,y向活动框架255,y向伺服电动推杆256,y向直线导轨257, x向伺服电动推杆258,x向直线导轨259和下压杆260. 所述的支架251固定在地面上。所述的所述的z向直线导轨253的轨道与支架251固连,其滑块与z向活动框架254固连。所述z向伺服电动推杆252固定端固连在支架251上,其活动端与z向活动框架254固连。所述的y向直线导轨257的轨道与z向活动框架254固连,其滑块与y向活动框架255固连。所述y向伺服电动推杆256固定端固连在z向活动框架264上,其活动端与y向活动框架255固连。相同的,所述的x向直线导轨259的轨道与y向活动框架255固连,其滑块与下压杆260固连。所述x向伺服电动推杆固定端固连在y向活动框架上,其活动端与下压杆260固连。所述的z向伺服电动推杆252、y向伺服电动推杆256、x向伺服电动推杆258的伸缩方向为两两垂直90度布置,即可实现下压杆在一定范围的空间内任意位置调节。
22.如图5所示,所述的吊具定位支撑销23包括支架231,气缸232,直线导轨233,接近开关234和活动插销235。所述的支架231固定在地面上。所述的气缸232尾部固定在支架231,其活动端与活动插销235固连。所述的接近开关234固定在支架231的一侧。所述的直线导轨233的导轨与支架固连,其滑块与活动插销235固连。
23.如图6所示,所述的撞击机构26包括支架261,四个气缸262,接近开关263和撞块264。所述的气缸262尾部两两成组固定在支架261的两侧,其活动端与撞块264固连。所述的接近开关263固定在支架231上,分别与四个气缸262对应。所述撞块264上面有钩型板。
24.如图7所示,所述的前后悬拧紧站3包括链床输送机22,定位器24,双轴被动可调拧紧机31,单轴可调拧紧机32。所述链床输送机22可平稳输送若干托盘组合件及上部的汽车底盘分总成,固定在地面上,特别的,链床输送机22也可替代为辊道输送机。所述的定位器24分别固连在链床输送机的两侧,用于工件托盘的定位锁紧。所述的双轴被动可调拧紧机31、单轴可调拧紧机32固定在链床输送机22的底部,分别在前后位置。
25.如图8所示,所述的双轴被动可调拧紧机31包括支架311,两个x向直线导轨312,两个平衡器313,两个x向滑动座314,两个接近开关315,两个z向直线导轨316,两个拧紧滑动
座317和两个拧紧枪318。所述的两个x向直线导轨312的轨道固定在支架311上,其滑块与两个x向滑动座314固连。所述的两个平衡器313一端固定在支架311上,另一端分别与两个拧紧滑动座317相连。所述的两个接近开关315固定在支架311的两侧。所述的两个z向直线导轨316的轨道固定在支架311的两侧,其滑块分别与两个拧紧滑动座317固连。所述的两个拧紧枪318分别与两个拧紧滑动座317固连。
26.如图9所示,所述的单轴可调拧紧机32包括支架321,两个x向直线导轨312,平衡器313,两个x向滑动座314,两个接近开关315,y向直线导轨322,拧紧滑动座317和拧紧枪318。所述的两个x向直线导轨312的轨道固定在支架321上,其滑块与两个x向滑动座314固连。所述的平衡器313一端固定在支架321上,另一端与拧紧滑动座317相连。所述的两个接近开关315固定在支架321的两侧。所述的y向直线导轨322的轨道固定在支架321的一侧,其滑块与拧紧滑动座317固连。所述的拧紧枪318与拧紧滑动座317固连。
27.如图10所示,所述的减震器拧紧站4包括链床输送机22,定位器24,两个单轴拧紧机械手41,悬挂双轴可调拧紧机42。所述链床输送机22可平稳输送若干托盘组合件及上部的汽车底盘分总成,固定在地面上,特别的,链床输送机22也可替代为辊道输送机。所述的定位器24分别固连在链床输送机22的两侧,用于工件托盘的定位锁紧。所述的单轴拧紧机械手41固定在地面上,且在链床输送机22的后部两侧。所述悬挂双轴可调拧紧机42固定在链床输送机22的底部靠前位置。
28.如图11所示,所述的单轴拧紧机械手41包括支架411,一级关节臂412,二级关节臂413,三级关节臂414,气缸415,三个电机416和两个拧紧枪417。所述的一级关节臂412,二级关节臂413,三级关节臂414两两铰接,收尾相连。所述气缸415固定在二级关节臂413的前端。所述电机416分别固定在支架411,一级关节臂412,二级关节臂413上,带动相连的关节臂转动。所述拧紧枪417并排固定在三级关节臂414上。
29.如图12所示,所述的悬挂双轴可调拧紧机42包括吊架421,调整电机422,水平直线导轨423,丝杆螺母机构424,两个缓冲器425,两个气缸426,水平滑动座427,两个竖直直线导轨428,竖直滑动座429和两个拧紧枪430。所述水平直线导轨423的轨道固定在吊架421底部,其滑块与丝杆螺母机构424的螺母相连,同时与水平滑动座427相连。所述的调整电机422与丝杆螺母机构424的丝杆相连。所述的缓冲器425分别固定在水平滑动座427的两端。所述的竖直直线导轨428的轨道固定在水平滑动座427的中部,其滑块与竖直滑动座429相连。所述的气缸426的本体固定在水平滑动座427上,活动端与竖直滑动座429固连。所述的拧紧枪430平排固定在竖直滑动座429上。
30.如图13所示,所述的发动机变速箱拧紧站5包括链床输送机22,定位器24,两个单轴拧紧机械手41,十二轴可调拧紧机51。所述链床输送机22可平稳输送若干托盘组合件及上部的汽车底盘分总成,固定在地面上,特别的,链床输送机22也可替代为辊道输送机。所述的定位器24分别固连在链床输送机的两侧,用于工件托盘的定位锁紧。所述的单轴拧紧机械手41固定在地面上,且在链床输送机22的前部两侧。所述的六轴可调拧紧机51固定在链床输送机的底部地面上。
31.如图14所示,所述的十二轴可调拧紧机51包括地轨511,两个行走电机512,前移动平台513,后移动平台514,两个旋转架515,两个无杆气缸516,六个直线导轨517,六个调整电机518,六个拧紧枪滑架519,十二个拧紧枪520。所述的地轨511由两根直线导轨、齿条和
结构件组成且水平布置。所述的两个行走电机512分别固定在前移动平台513和后移动平台514上,一端连接齿轮与地轨511上面的齿条啮合。所述的前移动平台513、后移动平台514分别与地轨511的若干个滑块固连。所述直线导轨517其中两个与地轨垂直90
°
布置,与前移动平台513固连,其滑块分别与其中两个拧紧枪滑架519固连。所述的调整电机518采用与行走电机512相同的驱动形式,只是方向旋转90
°
。所述的无杆气缸516的一端固定在后移动平台514上,一端分别铰接在两个旋转架515上,通过转轴可以摆动一定角度。所述的旋转架515上面固定有若干直线导轨517和拧紧枪滑架519。所述的拧紧枪520分别与拧紧枪滑架519固连,且不限于图中所示的布置方式,单每个拧紧枪滑架519上应不少于一套拧紧枪。拧紧枪滑架519水平移动方式与移动平台的移动方式相同,仅仅是方向旋转90
°
。同样采用齿轮齿条和直线导轨驱动。
32.如图15所示,所述的油箱桥接板拧紧站6包括链床输送机22,定位器24,两个单轴拧紧机械手41,六轴可调拧紧机61。所述链床输送机22可平稳输送若干托盘组合件及上部的汽车底盘分总成,固定在地面上,特别的,链床输送机22也可替代为辊道输送机。所述的停止器24,定位器分别固连在链床输送机22的两侧,用于工件托盘的定位锁紧。所述的单轴拧紧机械手41固定在地面上,且在链床输送机22的前部两侧。所述的六轴可调拧紧机61固定在链床输送机22的底部地面上。
33.如图16所示,所述的六轴可调拧紧机61包括地轨611,行走电机612,移动平台613,四个直线导轨614,四个调整电机615,四个拧紧枪滑架616,六个拧紧枪617。所述的地轨611由两根直线导轨、齿条和结构件组成,且水平布置。所述的行走电机612固定在移动平台613上,一端连接齿轮与地轨611上面的齿条啮合。所述的移动平台613与地轨611的若干个滑块固连。所述四个直线导轨614的轨道与地轨垂直90
°
布置,与移动平台613固连,其滑块分别与四个拧紧枪滑架616固连。所述的四个调整电机615采用上下两层,前后错开布置。所述的拧紧枪617分别与四个拧紧枪滑架616固连,且不限于图中所示的布置方式,单每个拧紧枪滑架616上应不少于一套拧紧枪617。拧紧枪滑架616水平移动方式与移动平台613的移动方式相同,仅仅是方向旋转了90
°
,同样也是采用齿轮齿条和直线导轨驱动。
34.本发明中的各个工作站、拧紧机、拧紧机械手均是采用气动或电动控制。
35.本发明的工作原理:
①
通过预先输入设计好的程序,由中央控制器根据系统中工件的排产型号,控制各自动化设备的运转,自行小车1沿自行轨道11通过吊具16运送汽车车身到第一工位合车站2上方,升降台21动作将底盘分总成带若干托盘组合件举升到合适高度。然后自行小车1将汽车车身下降到合适高度。吊具定位支撑销23伸出活动插销235,插入吊具16的底部销孔中,紧接着,车身下压机构25伸出下压杆260,同时下压汽车车身,撞击机构26向上撞击汽车底盘托盘,使汽车底盘与托盘锁在一起。然后,撞击机构26向下缩回。接着,吊具定位支撑销23缩回活动插销235,脱离吊具16的底部销孔。定位器24的气缸动作,使托盘组合件与链床输送机22解锁。自行小车1和链床输送机22同步同向运行,带车身、底盘分总成及若干托盘组合件整体移动到前后悬拧紧站3。
36.②
前后悬拧紧站3根据中央控制器传输的信号,前后悬拧紧站中的链床输送机22停止转动,定位器24的气缸动作,使托盘组合件精准停位并锁紧。此时,双轴被动可调拧紧机31的x向滑动座和拧紧滑动座317被托盘组合件上的若干推杆推到特定的位置。然后双轴
被动可调拧紧机31和单轴拧紧机32的拧紧枪318伸出旋转,用合适的扭矩将底盘分总成的前悬、后悬螺栓拧紧后缩回。接着自行小车1和链床输送机22同步同向运行,带车身、底盘分总成及若干托盘组合件整体移动到减震器拧紧站4上方停止;
③
减震器拧紧站4根据中央控制器传输的信号,链床输送机22停止转动,定位器24的气缸动作,使托盘组合件精准停位并锁紧。此时,单轴拧紧机械手41的气缸415和三个电机416动作,使拧紧枪417调整到特定的位置和角度。同时,双轴可调拧紧机42调整电机422动作,使拧紧枪430整到特定的位置和角度。然后拧紧枪417的拧紧枪430伸出旋转,用合适的扭矩将底盘分总成的减震器螺栓拧紧后缩回。自行小车1和链床输送机22同步同向运行,带车身、底盘分总成及若干托盘组合件整体移动到拧紧站5上方停止;
④
发动机变速箱拧紧站5根据中央控制器传输的信号,链床输送机22停止转动,定位器24的气缸动作,使托盘组合件精准停位并锁紧。此时,十二轴可调拧紧机51的无杆气缸516和六个调整电机518动作,使拧紧枪520调整到特定的位置和角度。同时,单轴拧紧机械手41的气缸415和三个电机416动作,使拧紧枪417调整到特定的位置和角度。然后拧紧枪520的拧紧枪417伸出旋转,用合适的扭矩将底盘分总成的变速箱螺栓拧紧后缩回。自行小车1和链床输送机22同步同向运行,带车身、底盘分总成及若干托盘组合件整体移动到油箱、桥接板拧紧站6上方停止;
⑤
油箱桥接板拧紧站6根据中央控制器传输的信号,链床输送机22停止转动,定位器24的气缸动作,使托盘组合件精准停位并锁紧。此时,六轴可调拧紧机61的四个调整电机615动作,使拧紧枪617调整到特定的位置和角度。同时,单轴拧紧机械手41的气缸415和三个电机416动作,使拧紧枪417调整到特定的位置和角度。然后拧紧枪617的拧紧枪417伸出旋转,用合适的扭矩将底盘分总成的油箱、桥接板螺栓拧紧后缩回。自行小车1和链床输送机22同步同向运行,带车身、底盘分总成及若干托盘组合件整体移动到分离站7上方停止;
⑥
分离站7根据中央控制器传输的信号,链床输送机22停止转动,定位器24的气缸动作,使托盘组合件精准停位并锁紧。吊具定位支撑销23伸出活动插销235,插入吊具16的底部销孔中。紧接着,车身下压机构25伸出下压杆260,同时下压汽车车身,接着,撞击机构26向上撞击汽车底盘托盘,使汽车底盘与托盘解除锁止。然后,撞击机构26向下缩回。接着,吊具定位支撑销23缩回活动插销235,脱离吊具16的底部销孔。定位器24的气缸动作,使托盘组合件与链床输送机22解锁分离。升降台21动作将底盘分总成带若干托盘组合件下降到合适高度。自行小车1将汽车车身与底盘分总成上升并整体移动下线,完成一整套汽车合装工艺。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1