一种陶罐保持架翻转机构的制作方法
1.本方案属于陶瓷加工设备技术领域,具体涉及一种陶罐保持架翻转机构。
背景技术:
2.陶罐是陶瓷制造的一种盛液体或食品的陶制容器。在陶罐生产过程中,有一道重要的工序,那就是对陶罐生胚进行烘烤作业,使陶罐逐渐脱水硬化具有一定的硬度,能保持稳定的形状,陶罐硬化后再对陶罐进行烧制,使陶罐在高温的特定条件下发生物理化学反应,最终成为体积固定并具有特定性能的陶罐。
3.而陶瓷酒坛作为陶瓷中的一种,陶瓷酒坛在胚体成型过程中,需要用到酒坛模具,而酒坛模具分为上模和下模,分别制胚后进行合模。在酒坛胚体成型过程中,如何实现酒坛模具的快速吊装及翻转是需要考虑的问题。
4.申请号为cn202120830961.0的专利公开了一种连续翻转立罐装置,底座上方设置有翻转装置,翻转装置内设置有循环的第一皮带,第一皮带的上部为半圆状,翻转装置内设置有第一磁吸装置,翻转装置的左侧设置有横罐输送带,翻转立罐机的右侧通过支腿设置有第二皮带,第二皮带的左侧设置有支杆且支杆靠近翻转装置,支杆上设置有若干缓冲辊,第二皮带的右侧设置有翻转立罐装置,翻转立罐装置的左端为四分之一圆状,翻转立罐装置内设置有第三皮带,翻转立罐装置内设置有第二磁吸装置。
5.该方案能够实现针对罐体进行翻转后立罐,罐体输送平稳不易卡料,提高良品率及生产效率,具有良好的实用性。但是该装置只能在运输过程中对罐体进行连续翻转,不能使得两个罐体在垂直方向上对口放置。
技术实现要素:
6.本方案提供一种能将两个陶罐在垂直方向上对口放置的陶罐保持架翻转机构。
7.为了达到上述目的,本方案提供一种陶罐保持架翻转机构,包括输送车、安装在输送车底部的机架和翻转装置;所述输送车包括驱动装置、两个前轮和两个后轮,所述驱动装置用于驱动两个后轮转动,两个后轮转动驱动连个前轮转动;所述翻转装置包括控制器、第一涡轮、第一转轴、第二转轴和水平转轴,所述水平转轴与第一转轴在空间相垂直,所述第一转轴中间设有第一蜗杆,所述第一转轴两端分别位于两个前轮的圆心,并与前轮固定连接,所述第二转轴垂直设置,所述第二转轴下端设有与第一蜗杆啮合的第一涡轮,所述第二转轴上端设有第二蜗杆,所述水平转轴转动设置在输送车上端,所述水平转轴上设有与第二蜗杆相啮合的第二涡轮,所述水平转轴上设有翻转夹持组件,所述翻转夹持组件包括连接杆和底板,所述连接杆上设有第一压力传感器,所述连接杆一端与水平转轴连接,所述连接杆另一端与底板连接,所述底板两端设有夹手,所述夹手未夹持物件时与底板平行,夹持物件时弯折;所述底板上设有控制电源的开关按钮;所
述控制器设在夹持部上,所述开关按钮、夹手、第一压力传感器分别与控制器电性连接;所述翻转夹持组件的高度比陶罐的高度低。
8.本方案的原理:首先陶罐在进入窑炉烧制之前,将多个上半部陶罐毛坯和下半部陶罐毛坯分列整齐排好,中间留有足够的位置让输送车通过,输送车左侧依次排列好的是上半部陶罐毛坯,输送车右侧依次排列好的是下半部陶罐毛坯。
9.然后输送车的驱动装置驱动后轮转动,进而后轮转动驱动前轮转动,前轮转动带动第一转轴转动,第一转轴转动带动第一蜗杆转动,第一蜗杆转动带动第一涡轮转动,进而第一涡轮转动带动第二转轴转动,第二转轴转动进而带动第二蜗杆转动,第二蜗杆转动,进而带动水平转轴转动,水平转轴转动进而带动夹持组件翻转;当输送车在运行过程中,陶罐往外凸出的部分率先挤压按钮开关,按钮开关通电,使得控制器启动夹手夹持上半部陶罐毛坯,然后输送车继续走动,进而使得水平转轴转动带动上半部陶罐毛坯陶罐被水平翻转180
°
,然后输送车左侧的上半部陶罐毛坯被翻转至输送车右侧的下半部陶罐毛坯上,完成扣模过程。因为翻转夹持组件的高度比陶罐的高度低,因而上方的陶罐的重力压在下方的陶罐上,进而第一压力传感器不再感受到压力,进而第一压力传感器将信号反馈给控制器,使得控制器控制夹手松开,然后输送车继续行走,将剩下的上半部陶罐毛坯翻转至右侧下半部陶罐毛坯上,然后将所有陶罐都对口放置完成。
10.本方案的有益效果:(1)通过输送车将上半部陶罐毛坯翻转,输送车一边走一边翻转,在这个过程中不需借助其他工具,操作简单方便,大大简化了翻转陶罐的难度,有效提高工作效率。
11.(2)利用驱动输送车的驱动力同时完成翻转功能,节约了能源。
12.进一步,所述翻转夹持组件设有两个,两个所述翻转夹持组件沿水平转轴对称设置。两个翻转夹持组件的翻转效率更高。
13.进一步,所述翻转夹持组件的底板上通过弹簧连接有缓冲板。缓冲杆首先接触上半部陶罐毛坯往外凸出的部分,进而缓冲杆挤压弹簧并使得缓冲杆朝水平转轴方向移动,然后缓冲杆挤压开关按钮。因为上半部陶罐毛坯从上到下的直径不一样,因此设置缓冲板和弹簧可以使得夹手在夹持上半部陶罐毛坯过程中有缓冲的地方,不会使得上半部陶罐毛坯被挤烂。
14.进一步,所述第二转轴上设有旋转夹持组件,所述旋转夹持组件包括连接杆和底板,所述连接杆上设有第二压力传感器,所述连接杆一端与第二转轴连接,所述连接杆另一端与底板连接,所述底板两端设有夹手,所述夹手未夹持物件时与底板平行,夹持物件时弯折;所述底板上设有控制电源的开关按钮;所述夹持部上设有控制器,所述开关按钮、夹手、第二压力传感器分别与控制器电性连接;所述旋转夹持组件的高度比陶罐的高度低。
15.当陶罐毛坯非常多,上下半部陶罐毛坯中中间的距离非常窄,不能在上下半部陶罐毛坯中间留有空间便于输送车行走时,输送车朝着排列整齐的上下半部陶罐毛坯开去,使得第二转轴与右边列的下半部陶罐毛坯对齐,然后启动输送车,同时旋转夹持装置将右边列第一个下半部陶罐毛坯夹持,翻转夹持装置将左边列的第一的上半部陶罐毛坯夹持,然后输送车的驱动装置驱动后轮转动,进而后轮转动驱动前轮转动,前轮转动带动第一转轴转动,第一转轴转动带动第一蜗杆转动,第一蜗杆转动带动第一涡轮转动,进而第一涡轮转动带动第二转轴转动,第二转轴转动带动旋转夹持装置绕着第二转轴在旋转,继而使得
翻转夹持装置将左边列的上半部陶罐毛坯夹持并翻转,旋转夹持组件将右边列的下半部陶罐毛坯夹持并旋转,当左边列的上半部陶罐毛坯位于上方并与右边列的下半部陶罐毛坯对口对齐时,上方的陶罐压在下方的陶罐上,完成扣模过程,此时第一压力传感器压力减轻,进而翻转夹持上的控制器启动翻转夹持装置上的夹手松开,第二压力传感器感受到压力增加,进而旋转加持组件上的控制器启动旋转夹持装置上的夹手松开。进而输送车持续前进,将分别各自成列摆放的上下半部陶罐毛坯摆放成一列,节约更多空间。
16.进一步,所述旋转夹持组件设有两个,两个所述旋转夹持组件沿第二转轴对称设置。两个旋转夹持组件的翻转效率更高。
17.进一步,所述旋转夹持组件的底板上通过弹簧连接有缓冲板。缓冲杆首先接触上下半部陶罐毛坯往外凸出的部分,进而缓冲杆挤压弹簧并使得缓冲杆朝朝水平转轴方向移动,然后缓冲杆挤压开关按钮。因为上下半部陶罐毛坯从上到下的直径不一样,因此设置缓冲板和弹簧可以使得夹手在夹持上下半部陶罐毛坯过程中有缓冲的地方,不会使得上下半部陶罐毛坯被挤烂。
18.进一步,所述夹手与陶罐毛坯接触面设有橡胶。橡胶接触陶罐可使得陶罐毛坯的外壳不受硬物撞击,而且在夹持时摩擦力更大,不容易滑落。
附图说明
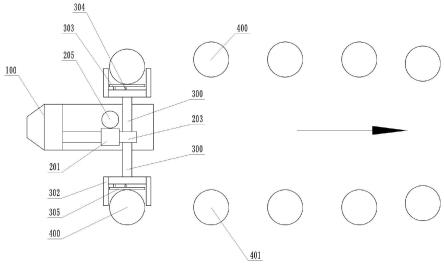
19.图1为本发明实施例1的只有翻转夹持组件的结构俯视图。
20.图2为本发明实施例1的翻转夹持组件和旋转夹持组件的结构俯视图。
21.图3为本发明实施例1的翻转夹持组件和旋转夹持组件的结构前视图。
22.图4为本发明实施例1的翻转夹持组件和旋转夹持组件的结构右视图。
23.图5为本发明实施例2的上下半部陶罐毛坯结构剖视图。
24.图6为本发明实施例2的吊装机和扣合好的陶罐毛坯结构示意图。
具体实施方式
25.下面通过具体实施方式进一步详细说明:说明书附图中的标记包括:输送车100、机架101、前轮102、后轮103、第一涡轮200、第二涡轮201、第二转轴202、水平转轴203、第一蜗杆204、第二蜗杆205、连接杆300、底板301、夹手302、开关按钮303、弹簧304、缓冲板305、上半部陶罐毛坯400、下半部陶罐毛坯401、第一磁铁500、第二磁铁501、气囊502、第三磁铁503、运输车504、吊装机505。
26.实施例基本如附图1所示:一种陶罐保持架翻转机构,包括输送车100、安装在输送车100底部的机架101和翻转装置;输送车100包括驱动装置、两个前轮102和两个后轮103,驱动装置用于驱动两个后轮103转动,两个后轮103转动驱动连个前轮102转动;翻转装置包括控制器、第一涡轮200、第一转轴、第二转轴202和水平转轴203,水平转轴203与第一转轴在空间相垂直,第一转轴中间设有第一蜗杆204,第一转轴两端分别位于两个前轮102的圆心,并与前轮102固定连接,第二转轴202垂直设置,第二转轴202下端设有与第一蜗杆204啮合的第一涡轮200,第二转轴202上端设有第二蜗杆205,水平转轴203转
动设置在输送车100上端,水平转轴203上设有与第二蜗杆205相啮合的第二涡轮201,水平转轴203上设有翻转夹持组件,翻转夹持组件设有两个,两个翻转夹持组件沿水平转轴203对称设置。翻转夹持组件包括连接杆300和底板301,连接杆300上设有第一压力传感器,连接杆300一端与水平转轴203连接,连接杆300另一端与底板301连接,底板301两端设有夹手302,夹手302未夹持物件时与底板301平行,夹持物件时弯折;底板301上设有控制电源的开关按钮303;控制器设在夹持部上,开关按钮303、夹手302、第一压力传感器分别与控制器电性连接;翻转夹持组件的高度比上半部陶罐毛坯400的高度低。
27.翻转夹持组件的底板301上通过弹簧304连接有缓冲板305。缓冲杆首先接触上半部陶罐毛坯400往外凸出的部分,进而缓冲杆挤压弹簧304并使得缓冲杆朝水平转轴203方向移动,然后缓冲杆挤压开关按钮303。因为上半部陶罐毛坯400从上到下的直径不一样,因此设置缓冲板305和弹簧304可以使得夹手302在夹持陶罐过程中有缓冲的地方,而缓冲杆首先接触上半部陶罐毛坯400往外凸出的部分,不会使得陶罐被挤烂。
28.如附图2-4所示:还设有两个旋转夹持组件,两个旋转夹持组件沿第二转轴202对称设置旋转夹持组件包括连接杆300和底板301,连接杆300上设有第二压力传感器,连接杆300一端与第二转轴202连接,连接杆300另一端与底板301连接,底板301两端设有夹手302,夹手302未夹持物件时与底板301平行,夹持物件时弯折;底板301上设有控制电源的开关按钮303;夹持部上设有控制器,开关按钮303、夹手302、第二压力传感器分别与控制器电性连接;旋转夹持组件的高度比下半部陶罐毛坯401的高度低。
29.当陶罐毛坯非常多,不能在上下半部陶罐毛坯中间设置空间便于输送车100行走时,输送车100朝着排列整齐的两列上下半部陶罐毛坯开去,使得第二转轴202与右边列的下半部陶罐毛坯401对齐,然后启动输送车100,同时旋转夹持装置将右边列第一个下半部陶罐毛坯401夹持,翻转夹持装置将左边列的第一的上半部陶罐毛坯400夹持,然后输送车100的驱动装置驱动后轮103转动,进而后轮103转动驱动前轮102转动,前轮102转动带动第一转轴转动,第一转轴转动带动第一蜗杆204转动,第一蜗杆204转动带动第一涡轮200转动,进而第一涡轮200转动带动第二转轴202转动,第二转轴202转动带动旋转夹持装置绕着第二转轴202在旋转,继而使得翻转夹持装置将左边列的上半部陶罐毛坯400夹持并翻转,旋转夹持组件将右边列的下半部陶罐毛坯401夹持并旋转,当左边列的上半部陶罐毛坯400位于上方并与右边列的下半部陶罐毛坯401对口对齐时,上半部陶罐毛坯400压在下半部陶罐毛坯401上,第一压力传感器压力减轻,进而翻转夹持上的控制器启动翻转夹持装置上的夹手302松开,第二压力传感器感受到压力增加,进而旋转加持组件上的控制器启动旋转夹持装置上的夹手302松开。进而输送车100持续前进,将两列摆放的上下半部陶罐毛坯摆放成一列。节约更多空间。
30.因为上下半部陶罐毛坯从上到下的直径不一样,因此设置缓冲板305和弹簧304可以使得夹手302在夹持陶罐过程中有缓冲的地方,不会使得陶罐被挤烂。
31.夹手302与陶罐接触面设有橡胶。橡胶接触陶罐可使得陶罐的外壳不受硬物撞击,而且在夹持时摩擦力更大,不容易滑落。
32.具体操作:
当陶罐非常多,不能在上下半部陶罐毛坯中间设置空间便于输送车100行走时,输送车100朝着排列整齐的上下半部陶罐毛坯开去,使得第二转轴202与右边列的下半部陶罐毛坯401对齐,然后启动输送车100,同时旋转夹持装置将右边列第一个下半部陶罐毛坯401夹持,翻转夹持装置将左边列的第一的上半部陶罐毛坯400夹持,然后输送车100的驱动装置驱动后轮103转动,进而后轮103转动驱动前轮102转动,前轮102转动带动第一转轴转动,第一转轴转动带动第一蜗杆204转动,第一蜗杆204转动带动第一涡轮200转动,进而第一涡轮200转动带动第二转轴202转动,第二转轴202转动带动旋转夹持装置绕着第二转轴202在旋转,继而使得翻转夹持装置将左边列的上半部陶罐毛坯400夹持并翻转,旋转夹持组件将右边列的下半部陶罐毛坯401夹持并旋转;同时第二转轴202转动进而带动第二蜗杆205转动,第二蜗杆205转动,进而带动水平转轴203转动,水平转轴203转动进而带动夹持组件翻转;当输送车100在运行过程中,陶罐往外凸出的部分率先挤压按钮开关,按钮开关通电,使得控制器启动夹手302夹持陶罐毛坯,然后输送车100继续走动,进而使得水平转轴203转动带动上半部陶罐毛坯400被水平翻转180
°
,然后输送车100左侧的上半部陶罐毛坯400被翻转至输送车100右侧,然后左侧的陶罐此时位于右侧的下半部陶罐毛坯401上方,当左边列的上半部陶罐毛坯400位于上方并与右边列的下半部陶罐毛坯401对口对齐时,上半部陶罐毛坯400压在下半部陶罐毛坯401上,第一压力传感器压力减轻,进而翻转夹持上的控制器启动翻转夹持装置上的夹手302松开,第二压力传感器感受到压力增加,进而旋转加持组件上的控制器启动旋转夹持装置上的夹手302松开。进而输送车100持续前进,将两列摆放的上下半部陶罐毛坯扣合,进而摆放成一列,节约更多空间。
33.实施例2:本实施例2与实施例1不同之处在于:如附图5-6所示:还包括保护装置和用于脱模的吊装机505,保护装置包括第一磁铁500、第二磁铁501和气囊502,第一磁铁500和第二磁铁501磁性相反,第一磁铁500置于酒坛上半部模具底部,第一磁铁500的直径比酒坛的坛口直径大;第二磁铁501位于气囊502内,气囊502为游泳圈形状,第二磁铁501固定位于气囊502的内侧中心,气囊502外侧的直径与酒坛上半部毛坯和酒坛下半部毛坯结合处的直径相同。
34.还包括运输车504,运输车504上设有与第二磁铁501相互吸引的第三磁铁503。
35.在上半部陶罐毛坯400还没翻转时,将气囊502放置在酒坛上半部内,使得第一磁铁500和第二磁铁501相互吸引,然后启动运输车504开始翻转上半部陶罐毛坯400,将酒坛上半部毛坯扣合在酒坛下半部成型模具上;然后,此时将第一磁铁500拿走,此时第二磁铁501重力向下,然后启动吊装机505对上半部陶罐毛坯400进行脱模,使得酒坛上半部模具与酒坛上半部毛坯分离,而酒坛上半部毛坯与酒坛下半部毛坯配合好, 当酒坛上半部毛坯扣合在酒坛下半部成型模具上,且酒坛上半部完成脱模后,启动运输车504沿着轨道旋转,进而第三磁铁503绕着该陶罐毛坯四周移动,第三磁铁503与第二磁铁501相互吸引,第二磁铁501给与气囊502往外的力,使得气囊502挤压酒坛毛坯,进而使得酒坛上下半部合模处的缝隙被压实,缝隙消失,酒坛的合模效果更好,酒坛的质量得到提高。
36.通过设置气囊502和磁铁,使得酒坛上半部毛坯在翻转过程中,第一磁铁500和第二磁铁501相互吸引,使得酒坛上半部毛坯紧紧的贴在酒坛上半部模具上,不会掉落在地上
摔碎。
37.因为气囊502的直径与酒坛上半部和酒坛下半部结合处的直径相同,因此在电机反向转动过程中,酒坛上半部模具与酒坛上半部毛坯分离时,气囊502卡在酒坛上半部毛坯上,此时第一磁铁500已被拿走,进而第二磁铁501的重力向下,使得酒坛上半部毛坯承受向下的拉力,酒坛上半部模具被夹手302夹着向上,进而酒坛上半部毛坯与酒坛上半部模具分离更加容易。
38.因为气囊502内装的是气体,而且气囊502受外力可变化,因此第一磁铁500与第二磁铁501相互吸引时,气囊502不会将酒坛上半部毛坯挤压变形。
39.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1