一种复合材料引擎盖及其制造方法与流程
1.本发明涉及汽车制造技术领域,尤其是一种复合材料的汽车引擎盖及其制造方法。
背景技术:
2.随着汽车技术的发展和对车辆轻量化的要求提升,大量的汽车钣金覆盖件都有很强的轻量化需求,对于引擎盖这类结构件,不仅需要满足开闭件的使用刚度要求同时也要满足gb24550的行人保护头碰要求。
3.由此可见该产品不仅需要一定的结构刚性,同时又需要一定的能量吸收的要求满足行人保护头碰的要求。
4.而现有技术中,车辆的引擎盖都以金属为主材,其重量已经无法满足现有的新能源车辆轻量化的开发需求,同时碳纤维的成本又居高不下无法实现量产目标。因此,有必要设计一种结构刚度强、同时能够兼顾行人保护能量吸收要求的复合材料前盖系统。
技术实现要素:
5.应当理解,本公开以上的一般性描述和以下的详细描述都是示例性和说明性的,并且旨在为本公开提供进一步的解释。
6.本发明所要解决的技术问题在于使用一种新颖的复合材料和工艺技术实现引擎盖的轻量化工作,通过优化结构和工艺实现重量下降20%,但同时保证整体结构的刚度性能。
7.为了实现上述发明目的,本发明提供了一种复合材料引擎盖,设置在车体上端面,其特征在于,包括:
8.外板与内板总成通过粘胶层粘附为一体;
9.其中,所述内板总成两端对称连接有与所述车体相连的铰链,和与所述车体相连的锁扣;
10.所述内板总成包括内板本体、中央加强部、铰链加强部和内板内置部和加强筋,在所述内板本体上对应所述铰链和所述锁扣的区域为铰链加强部和锁扣加强部,在所述内板本体上还包括若干金属件缓冲加强部;
11.其中,所述内板本体的中央设置开口部,所述内板内置部设置在所述开口部内;
12.所述外板和所述内板总成由连续的玻璃纤维布铺敷而成。
13.比较好的是,本发明进一步提供了一种复合材料引擎盖,其特征在于,
14.所述内板内置部包括横向于车体方向的第一加强部、以及平行于车体方向的第二加强部和第三加强部,所述第一~第三加强部均采用u型结构一体成型而成;
15.其中,所述u型结构的夹角为50~70
°
。
16.比较好的是,本发明进一步提供了一种复合材料引擎盖,其特征在于,
17.所述内板本体由所述开口部向环形外侧还设有若干加强筋,所述加强筋包括增强
pp+lgf40,其壁厚平均2.5mm。
18.比较好的是,本发明进一步提供了一种复合材料引擎盖,其特征在于,
19.所述外板由若干层单向玻璃纤维布铺敷而成,其角度顺序为(0,90,90,0),所述内板总成由若干层单向玻璃纤维布铺敷而成,其角度顺序为:(0,45,-45,90)s;
20.所述外板和所述内板总成的玻璃纤维布铺层包括热塑性pp为基材以及连续玻璃纤维为增强体的复合材料构成。
21.比较好的是,本发明进一步提供了一种复合材料引擎盖,其特征在于,
22.所述粘胶层包括聚氨酯胶水,所述胶水宽度10mm~16mm之间,厚度为1.2~2.0mm。
23.比较好的是,本发明进一步提供了一种复合材料引擎盖,其特征在于,
24.所述中央加强部、铰链加强部、金属件缓冲加强部和锁扣加强部包括较所述内板总成层数多的连续玻璃纤维布铺层结构,其角度顺序为:(0,45,-45,90,0,0)s。
25.比较好的是,本发明进一步提供了一种复合材料引擎盖,其特征在于,
26.所述中央加强部、铰链加强部、金属件缓冲加强部和锁扣加强部包括与所述内板总层层数相同的连续玻璃纤维铺层与金属板的组合结构。
27.本发明还提供了一种复合材料引擎盖的制造方法,其特征在于,
28.步骤一,将单向纤维布按照铺层顺序裁剪并磨压;
29.步骤二,将单向纤维布按照设计的铺层数目和角度在模具中完成铺敷,模压同时对模具升温,使所述单向纤维布的基体熔融,形成层合板;
30.步骤三,将所述层合板分别模压并裁剪形成所述中央加强部、铰链加强部、内板内置部和加强筋;
31.步骤四,将中央加强部、铰链加强部、内板内置部和加强筋进行胶粘绑定,形成内板总成;
32.步骤五,将外板和内板总成通过粘胶层粘成一体结构。
33.比较好的是,本发明进一步提供了一种复合材料引擎盖的制造方法,其特征在于,
34.所述步骤三中,所述层合板模压时加入金属层。
35.比较好的是,本发明进一步提供了一种复合材料引擎盖的制造方法,其特征在于,
36.所述内板内置部的设计方法包括:
37.步骤a1,定义塑料前盖内板的设计域,该设计域为该内板本体的所述开口部,将该部分的结构进行离散处理成若干单元;
38.步骤a2,定义初始参数和拓扑优化的目标,拓扑优化的目标就是寻找满足刚度约束的最轻结构,可表示为:
39.c<<c
*
ꢀꢀ
(1)
40.式中,c
*
是c的指定上限;
41.步骤a3,对各碰撞点进行行人保护的头碰实验,并计算各单元的灵敏度αi;
42.步骤a4,判断该离散单元的刚度灵敏度是否符合材料删除准则的要求:
[0043][0044]
式中,为整个结构中最大的刚度灵敏度数,rri为初始的删除单元标准,取值范围为0.001~0.02;
[0045]
步骤a5,删除刚度灵敏度满足该条件的离散单元,保留不满足的单元;
[0046]
步骤a6,对全部离散单元均进行该判定,获得一个满足性能要求的最优结构。
[0047]
采用上述方案的复合材料引擎盖的总成可以实现运用新颖的材料和工艺实现总成轻量化的目标轻量化的效果。
附图说明
[0048]
现在将详细参考附图描述本公开的实施例。现在将详细参考本公开的优选实施例,其示例在附图中示出。在任何可能的情况下,在所有附图中将使用相同的标记来表示相同或相似的部分。此外,尽管本公开中所使用的术语是从公知公用的术语中选择的,但是本公开说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本公开。
[0049]
下面,参照附图,对于熟悉本技术领域的人员而言,从对本发明的详细描述中,本发明的上述和其他目的、特征和优点将显而易见。
[0050]
图1(1)和1(2)分别示意了本发明的复合材料引擎盖总成图和分解图;
[0051]
图2(1)和2(2)分别示意了内板总成的整体图和分解示意图;
[0052]
图3为本发明中所采用8层连续玻璃纤维布铺层结构的示意图;
[0053]
图4为本发明中实施例1中加强部所采用12层连续玻璃纤维铺层结构的示意图;
[0054]
图5为本发明实施例2中的内板总成示意图;
[0055]
图6(1)为本发明实施例2中铰链加强部的局部结构示意图;
[0056]
图6(2)为图6(1)的a-a’剖面示意图;
[0057]
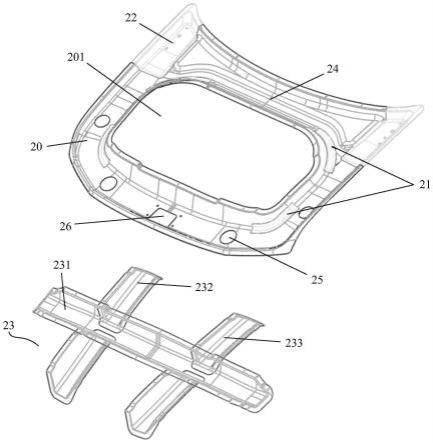
图7示意为本发明内板内置部23的设计流程图。
[0058]
附图标记
[0059]
1――外板
[0060]
2――内板总成
[0061]
20――内板本体
[0062]
21――中央加强部
[0063]
22――铰链加强部
[0064]
23――内板内置部
[0065]
231――第一加强部
[0066]
232――第二加强部
[0067]
233――第三加强部
[0068]
24――加强筋
[0069]
25――金属件缓冲加强部
[0070]
26――锁扣加强部
[0071]
3――粘胶层
[0072]
5――铰链
[0073]
6――锁扣
[0074]
7――金属板
具体实施方式
[0075]
为了更清楚地说明本技术的实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本技术应用于其他类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
[0076]
如本技术和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其他的步骤或元素。
[0077]
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
[0078]
在本技术的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
[0079]
为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
[0080]
此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本技术保护范围的限制。此外,尽管本技术中所使用的术语是从公知公用的术语中选择的,但是本技术说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本技术。
[0081]
图1(1)和图1(2)分别示意了本发明的复合材料引擎盖总成示意图和分解示意图。
[0082]
本发明的汽车引擎盖位于车辆前端覆盖于前舱上部,通过连接件与车身连接。
[0083]
图1(1)为引擎盖的正面,故仅示意外板1。
[0084]
图1(2)为本发明引擎盖的分解图,示意了该引擎盖包括外板1、内板总成2,该两层通过粘胶层3粘附在一起,最终形成图1(1)所示的整体结构。
[0085]
请进一步参见图2(1)和图2(2),分别所示为内板总成2的组合示意图和分解示意图。
[0086]
图2(1)所示为图1(1)中引擎盖的背面,可以看到该内板总成2,在内板总成2的两端头对称连接有与车体相连的铰链5,以及在与车体相连的相对侧中央设置有锁扣6,用以正常使用时与车体相卡合。
[0087]
图2(2)示意了内板总成2的分解结构。
[0088]
该内板总成2包括内板本体20、中央加强部21、铰链加强部内板内置部23和加强筋24,其中,在内板本体20上对应铰链5和锁扣6的区域为铰链加强部22和锁扣加强部26,此外,在内板本体20上还包括若干金属件缓冲加强部25。
[0089]
其中,内板本体20的形状和尺寸与外板1相同,但其中央设置开口部201,内板内置部23设置在该开口部201内,内板本体20呈环形结构。
[0090]
较佳实施例中,该内板内置部23包括横向于车体方向的第一加强部231、以及平行于车体方向的第二加强部232和第三加强部233。该三加强部均采用u型结构一体成型而成。
[0091]
请参见图7,所示为内板内置部23的设计流程图,具体描述为:
[0092]
步骤71,定义塑料前盖内板的设计域,该设计域为该内板本体20的开口部201,将该部分的结构进行离散处理成若干单元;
[0093]
步骤72,定义初始参数和拓扑优化的目标,拓扑优化的目标就是寻找满足刚度约束的最轻结构,可表示为:
[0094]
c<<c
*
ꢀꢀ
(1)
[0095]
式中,c
*
是c的指定上限。ci是i点头碰整个结构的应变能,当删除一个单元时,结构总刚度减小,相应地应变能c增加。
[0096]
步骤73,对各碰撞点进行行人保护的头碰实验;
[0097]
步骤74,计算各单元的灵敏度;
[0098]
步骤75,判断该离散单元的刚度灵敏度αi是否符合要求?
[0099]
为了通过删除单元达到优化目标,最有效的方法显然是删除具有最小值的单元以至于c的增加量最小。因此,对刚度优化问题,可以表述为一个材料删除准则,定义为:
[0100][0101]
其中,为整个结构中最大的刚度灵敏度数,rri为初始的删除单元标准,取值范围为0.001~0.02;
[0102]
步骤76,满足上式的单元将被从结构中删除;
[0103]
步骤77,如果不满足公式(2)则保留该单元;
[0104]
步骤78,判断是否所有离散单元都进行了灵敏度判断?
[0105]
如果还有单元未进行上述判定,转入步骤74,再计算单元刚度零度,并重复步骤75~77进行判定;
[0106]
步骤79,如果所有离散单元都进行了相关判定,结束流程。
[0107]
通过上述流程,使用相同的rri值,重复执行有限元分析、刚度灵敏度计算与单元删除,直至达到最后的稳定状态。
[0108]
通过增加删除率,再一次进行有限元数值分析、刚度灵敏度计算,然后进行相应的单元删除,得到一个新的稳定状态。如此循环往复,直到最后获得一个满足性能要求的最优结构。
[0109]
在通过路径上使用u型结构,u型结构的夹角设计通过注塑有限元分析方法优化拐角应力,优选的u型结构的夹角为50~70
°
。
[0110]
环形结构的内板本体20的内环围设形成开口部201,内环边缘若干导角处设置若干中央加强部21,旨在提高该区域的强度。
[0111]
对应两铰链区域的铰链加强部22对称设置,同样旨在提高该位置的强度。
[0112]
此外,内板本体20上由开口部201向环形外侧还设有若干加强筋24。
[0113]
实施例1
[0114]
在本实施例中,外板1和内板总成2均由连续的玻璃纤维铺敷而成,外板1有四层单向玻璃纤维布铺敷而成,其角度顺序为0,90,90,0。内板总成2由八层单向玻璃纤维布铺敷而成,其角度顺序为:(0,45,-45,90)s。
[0115]
图3示意了组成内板总成2的八层连续玻璃纤维铺层结构示意图,可以看出其各层的角度顺序。
[0116]
其中,外板1和内板总成2的单向玻璃纤维布为热塑性pp为基材以及连续玻璃纤维为增强体的复合材料构成。
[0117]
较佳实施例中,粘胶层3采用聚氨酯胶水,通过聚氨酯胶水将内板总成2和外板1粘接为一体,其胶水的宽度见于10mm~16mm之间,厚度为1.2~2.0mm。
[0118]
图4示意了该实施例1中的引擎盖在包括中央加强部21、铰链加强部22、金属件缓冲加强部25和锁扣加强部26等若干加强部采用的12层连续玻璃纤维铺层结构的示意图。
[0119]
具体来说,中央加强部21、铰链加强部22等上述加强部均采用12层单向玻璃纤维布铺敷而成,其角度顺序为:(0,45,-45,90,0,0)s。
[0120]
较佳实施例中,加强筋24采用增强pp+lgf40,其壁厚平均2.5mm。
[0121]
下面介绍本发明的工艺制作过程:步骤一,先把单向纤维布,按照铺层顺序放在工装台上进行一个裁剪,把裁剪好的玻璃纤维布放到模压工装上进行磨压,磨压出来以后成为单向纤维布;
[0122]
步骤二,单向纤维布按照设计的铺层数目和角度在模具中完成铺敷,模压的时候使用的模具是会升温的,所以每一层单向纤维布的基体pp会熔融,熔融以后使得层和层之间形成一个连接,最终把基层的连续纤维布组合成一个基础特征的结构的层合板;
[0123]
步骤三,对步骤二形成的包括中央加强部21、铰链加强部22、内板内置部23、加强筋24等的层合板,每一个层合板模压好以后是需要裁剪的,在机器上进行洗削修边,形成中央加强部21、铰链加强部22、内板内置部23、加强筋24等;
[0124]
步骤四,修好修边以后再进行一个粘贴的绑定工艺,整个内板结构框架,依次进行胶粘绑定,所获得的最终的一个引擎盖内板。
[0125]
实施例2
[0126]
实施例2与实施例1采用基本类似的结构,在本实施例中,外板1和内板总成2均由
连续的玻璃纤维铺敷而成,外板1有四层单向玻璃纤维布铺敷而成,其角度顺序为0,90,90,0。内板总成2由八层单向玻璃纤维布铺敷而成,其角度顺序为:(0,45,-45,90)s。
[0127]
图3示意了组成内板总成2的八层连续玻璃纤维铺层结构示意图,可以看出其各层的角度顺序。
[0128]
其中,外板1和内板总成2的单向玻璃纤维布为热塑性pp为基材以及连续玻璃纤维为增强体的复合材料构成。
[0129]
较佳实施例中,粘胶层3采用聚氨酯胶水,通过聚氨酯胶水将内板总成2和外板1粘接为一体,其胶水的宽度见于10mm~16mm之间,厚度为1.2~2.0mm。
[0130]
不同于实施例1之处在于,在图2(1)所示的内板总成2上的各加强部采用了特殊的设计,更进一步说,实施例1在这些加强部采用了12层连续玻璃纤维铺层结构,而在实施例2中改为与内板总成2其他区域相同的玻璃纤维铺层与金属板的组合结构。
[0131]
请参见图5所示,相关加强区域包括中央加强部21、铰链加强部22、金属件缓冲加强部25和锁扣加强部26。
[0132]
图6(1)和6(2)是以铰链加强部22为例,示意了该设计。
[0133]
该铰链加强部22同样采用与内板总成2其他区域相同的八层连续玻璃纤维铺层,但在其背面还加设金属加强板7,该加强板7采用1.2~2mm金属板,在该加强部22处,加强板7和内板总成2之间满铺1.2~2.0mm厚的粘胶层3,较佳实施例中采用聚氨酯胶水。
[0134]
下面介绍本实施例2的工艺制作过程:
[0135]
步骤一,先把单向纤维布,按照铺层顺序放在工装台上进行一个裁剪,把裁剪好的玻璃纤维布放到模压工装上进行磨压,磨压出来以后成为单向纤维布;
[0136]
步骤二,单向纤维布按照设计的铺层数目和角度在模具中完成铺敷,并在需要加强的区域放入金属嵌件;
[0137]
步骤三,对步骤二中完成铺层和嵌件的结构进行模压,模压的时候使用的模具是会升温的,所以每一层单向纤维布的基体pp会熔融,熔融以后使得层和层之间形成一个连接,最终把基层的连续纤维布组合成一个基础特征的结构的层合板;
[0138]
步骤四,对步骤2形成的不同结构21~24的层合板,每一个层合板模压好以后是需要裁剪的,在机器上进行洗削修边,形成最终的结构;
[0139]
步骤五,修好修边以后再进行一个粘贴的绑定工艺,整个内板结构框架,依次进行胶粘绑定,所获得的最终的一个引擎盖内板。外板1的工艺路径为将单向玻璃纤维布平整铺敷,在其表面铺有一层pp薄膜。通过模压的方式,将pp薄膜以及单向纤维布的基材熔融,使得5层材料之间出现层间相融状态,固化后形成外板。静止后将外板处于铣削工装上通过铣刀修剪外板。
[0140]
所述内板的工艺路径为裁剪单向玻璃纤维布,将环形结构分4块区域构成,并按照铺层设计的层数放置单向纤维布。模压后形成环形u型截面的腔体结构,通过铣削工作修剪周边多余材料。以相同的铺敷设计,将中间的横梁结构按照设计铺层的顺序铺敷,模压获得中间横梁结构并通过铣削工装修剪边界。将中间横梁结构和外形结构通过粘接工装粘接,第二部将金属加强件通过粘接工装粘接到内板上。接着将内板分总成放置与注塑模具内,嵌件注塑形成内部注塑的加强筋结构。
[0141]
最后,本技术方案的进一步改进,内外板通过粘接工装,将两者粘接一起形成复合
材料引擎盖总成。
[0142]
综上所述,本发明的优点:
[0143]
采用上述技术方案的复合材料引擎盖的总成可以实现运用新颖的材料和工艺实现总成轻量化的目标轻量化的效果。在某具体实施案例中,在内部区域连接锁和铰链的部分通过增加单向玻璃纤维布的铺敷层数达到结构加强的效果(精益的铺层设计和铺层数量是结构优化和重量管理的必要前提,虽然可以通过增加铺层数量来加强性能属于公知,但角度和结构的最优不是公知),能够减少前盖总成的零件数目(一般在铰链和锁区域需要有多个加强部来保证该区域的局部刚度,目前通过铺层优化来提高局部刚度),简化装配工艺,有效节约总成装配时间;并且在特有的工艺(外板的工艺路径为将单向玻璃纤维布平整铺敷,在其表面铺有一层pp薄膜。通过模压的方式,将pp薄膜以及单向纤维布的基材熔融,使得5层材料之间出现层间相融状态,表面光洁可喷漆)下可将连续纤维外板实现外观光洁可喷漆的效果。最终实现复合材料在引擎盖上的运用以及实现量产的方案。
[0144]
上文已对基本概念做了描述,显然,对于本领域技术人员来说,上述发明披露仅仅作为示例,而并不构成对本技术的限定。虽然此处并没有明确说明,本领域技术人员可能会对本技术进行各种修改、改进和修正。该类修改、改进和修正在本技术中被建议,所以该类修改、改进、修正仍属于本技术示范实施例的精神和范围。
[0145]
同时,本技术使用了特定词语来描述本技术的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一替代性实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
[0146]
同理,应当注意的是,为了简化本技术披露的表述,从而帮助对一个或多个发明实施例的理解,前文对本技术实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本技术对象所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
[0147]
一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明所述数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本技术一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
[0148]
虽然本技术已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本技术,在没有脱离本技术精神的情况下还可作出各种等效的变化或替换,因此,只要在本技术的实质精神范围内对上述实施例的变化、变型都将落在本技术的权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1