一种轮式电磁焊接机器人底盘的制作方法
1.本发明涉及焊接机器人底盘技术领域,具体涉及一种轮式电磁焊接机器人底盘。
背景技术:
2.焊接机器人是从事焊接的工业机器人,根据国际标准化组织工业机器人属于标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机,焊接机器人就是在工业机器人的末轴法兰装接焊钳或焊枪,使之能进行焊接,切割或热喷涂。
3.传统的焊接机器人为了提高灵活性和攀爬能力,通常在焊接机器人底盘上加装磁吸件,通过磁吸件实现平台行走和爬壁的功能,进而完成高空钢结构柱、以及圆形钢构件的焊接任务。
4.由于传统的焊接机器人底盘在爬壁时,完全依赖磁吸件的磁吸力,焊接机器人底盘在行走时,通常有两种方式:一种是使磁吸件直接与壁面直接接触,但此种方式会使磁吸件在移动的过程中刮花壁面,造成经济上的损失;另一种方式就是将磁吸件与壁面之间留出一点间隙,使磁吸件不直接与壁面接触。此种方式的优点是:焊接机器人底盘在行走时,磁吸件不会刮花壁面。缺点是:需要增强磁吸件的吸力,以确保焊接机器人底盘不会掉落,但通常磁吸力的大小与磁吸件的体积呈正比,即磁吸力的提高通常需要对应提高磁吸件的体积,但如此一来焊接机器人底盘就会显得较大且笨重。
5.因此,本发明特提出一种轮式电磁焊接机器人底盘,以解决上述技术问题。
技术实现要素:
6.本发明的主要目的在于提供一种能够避免磁吸件在移动的过程中将壁面刮花同时机器人底盘不会显得较大且笨重的一种轮式电磁焊接机器人底盘。
7.为实现上述目的,本发明提供了一种轮式电磁焊接机器人底盘,包括:底盘本体、位于底盘本体底部的磁吸件、与底盘本体连接的车轮以及安装在各车轮内侧的真空吸盘,所述真空吸盘上设有多个吸气盘,各吸气盘位于真空吸盘的周测外表面,各所述真空吸盘通过吸气管与真空设备相连;车轮转动时,所述车轮带动真空吸盘上的吸气盘依次与吸附面贴合。
8.进一步地,所述吸气盘可拆卸的安装在所述真空吸盘上。
9.进一步地,所述真空吸盘包括吸盘壳体和真空盘,所述真空盘位于吸盘壳体内,所述吸盘壳体与车轮连接,所述真空盘内部中空,所述吸气管与真空盘的内部连通,所述真空盘的下方开设有圆弧接口;
10.各吸气盘的一端位于吸盘壳体外,各吸气盘的另一端穿过吸盘壳体与真空盘的外侧密封配合,相邻两个吸气盘之间设置有填充物,所述填充物与真空盘的外侧密封配合,并与吸盘壳体位置固定;所述填充物转动至圆弧接口处时,填充物与圆弧接口密封配合,将圆弧接口的对应位置堵住;所述吸气盘转动至圆弧接口处时,吸气盘与圆弧接口连通;
11.所述底盘本体上设有用于带动车轮转动的传动轴,所述传动轴包括固定在底盘本
体上的外轴和转动设置在所述外轴内的内轴,所述内轴转动穿过真空吸盘与车轮连接,所述外轴与所述真空盘固定连接。
12.进一步地,所述真空设备位于底盘本体内,所述吸气管穿设在外轴上与对应的真空盘连通。
13.进一步地,所述底盘本体上设置有越障装置,所述越障装置通过多组能够水平以及竖直移动的移动模组,以爬行跨越的方式进行越障,所述磁吸件固定在所述移动模组上。
14.进一步地,所述移动模组包括横向伸缩部件以及两个竖向伸缩部件,所述横向伸缩部件的两端分别设置有伸缩杆,各所述伸缩杆能够独立向对应的方向进行伸缩;
15.两个所述竖向伸缩部件分别与两端的伸缩杆连接,并随对应的伸缩杆横向移动;
16.所述磁吸件有多个,分别设置在各竖向伸缩部件的底部;
17.通过控制各横向伸缩杆以及竖向伸缩部件的移动顺序,实现爬行跨越方式的越障。
18.进一步地,所述移动模组与所述真空设备连接,所述真空设备为移动模组提供动力。
19.进一步地,所述底盘本体相应移动模组的位置处开设有存放槽,用于存放移动模组。
20.本发明的有益效果体现在:
21.1、本发明,焊接机器人底盘在行走时,真空设备通过吸气管对真空吸盘进行抽真空,此时吸气盘与吸附面之间产生吸力,在不影响焊接机器人底盘正常行走的同时,提高焊接机器人底盘与吸附面之间的吸附力;同时,由于真空吸盘随车轮一同在吸附面转动,因此不会对原油漆造成破坏,防止经济上造成损失。
22.2、本发明,可以通过改变真空设备的功率来改变吸附力大小;也可以通过更换不同大小规格的吸气盘控制吸附力大小。底盘吸附力大小的调节方法多种多样,使得底盘上可以搭配更多种类的焊接设备,相比传统焊接机器人具有更高的可用性。
23.3、本发明,可以控制真空设备产生的负压大小来辅助底盘本体进行刹车,在需要刹车时提高负压值,正常运动时再使负压值恢复正常。
附图说明
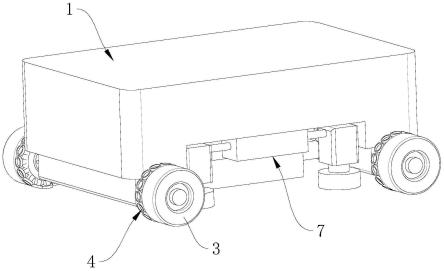
24.图1为本发明所述的轮式电磁焊接机器人底盘的整体视图;
25.图2为本发明中所述的轮式电磁焊接机器人底盘主视图的剖面图;
26.图3为本发明所述的轮式电磁焊接机器人底盘侧视图的剖面图;
27.图4为图3中a处的放大视图;
28.图5为本发明中所述的轮式电磁焊接机器人底盘的仰视图;
29.图6为本发明中所述的移动模组的结构视图;
30.图7为本发明中所述的真空吸盘的结构视图。
31.附图标记说明:
32.1-底盘本体,11-存放槽,2-磁吸件,3-车轮,4-真空吸盘,41-吸气盘,42-吸盘壳体,43-真空盘,431-圆弧接口,44-填充物,5-吸气管,6-传动轴,61-外轴,62-内轴,7-移动模组,71-横向伸缩部件,711-伸缩杆,72-竖向伸缩部件,8-真空设备。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.另外,“多个”指两个以上。
35.参见图1至图7。
36.本发明提供了一种轮式电磁焊接机器人底盘,包括:底盘本体1、位于底盘本体1底部的磁吸件2、与底盘本体1连接的车轮3以及安装在各车轮3内侧的真空吸盘4,该真空吸盘4上设有多个吸气盘41,各吸气盘41位于真空吸盘4的周测外表面,吸气方向与真空吸盘4的轴线方向相垂直。各真空吸盘4通过吸气管5与真空设备8相连,车轮3转动时,车轮3带动真空吸盘4上的吸气盘41依次与吸附面贴合。
37.具体实施中,该真空设备8可以设置在底盘本体1上,也可以位于底盘本体1的外侧,还可以用焊接车间内的真空设备8替代。当真空设备8设置在底盘本体1外时,该吸气管5为软质可拖拽的吸气管5。焊接机器人底盘在行走时,真空设备8通过吸气管5对真空吸盘4进行抽真空,此时吸气盘41与吸附面之间产生吸力,在不影响焊接机器人底盘正常行走的同时,提高焊接机器人底盘与吸附面之间的吸附力。同时,还可以控制真空设备8产生的负压大小来辅助底盘本体1进行刹车,在需要刹车时提高负压值,正常运动时再使负压值恢复正常。
38.在一实施例中,该吸气盘41可拆卸的安装在真空吸盘4上。这样设计,可以通过更换不同大小规格的吸气盘可以控制吸附力大小,使得底盘上可以搭配更多种类的焊接设备,相比传统焊接机器人具有更高的可用性。
39.机器人底盘在爬壁工作时,吸气盘提供的吸附力来源于真空设备产生的负压带来的真空压力的吸附力,以90
°
垂直爬壁为例,吸附力f=μ
×
0.1
×a×
p,其中μ为吸气盘与吸附物表面的摩擦系数,a为吸盘的吸附面积,p为真空压力。由此可见,在摩擦系数和真空压力相同的情况下,吸附力大小与吸盘的吸附面积有关。
40.在一实施例中,该真空吸盘4包括吸盘壳体42和真空盘43,该真空盘43位于吸盘壳体42内,该吸盘壳体42与车轮3连接,该真空盘43内部中空,吸气管5与真空盘43的内部连通,真空盘43的下方开设有圆弧接口431;
41.各吸气盘41的一端位于吸盘壳体42外,各吸气盘41的另一端穿过吸盘壳体42与真空盘43的外侧密封配合,相邻两个吸气盘41之间设置有填充物44,该填充物44与真空盘43的外侧密封配合;该填充物44转动至圆弧接口431处时,填充物44与圆弧接口431密封配合,将圆弧接口431的对应位置堵住;该吸气盘41转动至圆弧接口431处时,吸气盘41与圆弧接口431连通;
42.底盘本体1上设有用于带动车轮3转动的传动轴6,该传动轴6包括固定在底盘本体1上的外轴61和转动设置在该外轴61内的内轴62,该内轴62转动穿过真空吸盘4与车轮3连接,外轴61与真空盘43固定连接。
43.具体实施中,内轴62带动车轮3转动,车轮3带动吸盘壳体42相对真空盘43转动,真
空盘43随外轴61固定不动,吸盘壳体42转动时带动各吸气盘41在真空盘43上转动,当吸气盘41转动至车轮3底部时,此时吸气盘41与真空盘43的圆弧接口431连通,吸气盘41产生负压与吸附面之间产生吸附力。此种方式可以保证吸气盘41只有运动到下方与吸附面接触时才会与产生吸附力,提高了对负压的利用效率。
44.在一实施例中,该真空设备8位于底盘本体1内,该吸气管5穿设在外轴61上与对应的真空盘43连通。这样设计,精简了管路的排布,使设备简约紧凑。
45.优选的,该真空设备8包括多个小型真空泵,各小型真空泵与各真空吸盘4一一对应。
46.在一实施例中,该底盘本体1上设置有越障装置,该越障装置通过多组能够水平以及竖直移动的移动模组7,以爬行跨越的方式进行越障,该磁吸件2固定在该移动模组7上。
47.具体实施中,在非越障状态下,通过移动模组7控制磁吸件2与吸附面之间的距离,避免磁吸件2将吸附面刮花。在越障状态下,通过磁吸件2与吸附面进行吸附,将移动模组7的底部提供固定,之后移动模组7将底盘本体1抬升起来,带动底盘本体1以爬行跨越的方式进行越障。
48.在一实施例中,各移动模组7包括横向伸缩部件71以及两个竖向伸缩部件72,该横向伸缩部件71的两端分别设置有伸缩杆711,各伸缩杆711能够独立向对应的方向进行伸缩;
49.两个竖向伸缩部件72分别与两端的伸缩杆711连接,并随对应的伸缩杆711横向移动;
50.该磁吸件2有多个,分别设置在各竖向伸缩部件72的底部。
51.通过控制各横向伸缩杆711以及竖向伸缩部件72的移动顺序,实现爬行跨越方式的越障。
52.由于实现爬行跨越方式的移动顺序为本领域技术人员的公知常识,故此处不对其移动顺序作出特殊说明;由于如何控制横向伸缩部件71以及竖向伸缩部件72的伸缩为本领域技术人员的公知常识,故此处不对其控制方式进行过多赘述。
53.具体实施中,通过横向伸缩部件71带动对应的竖向伸缩部件72向前后方向移动,通过竖向伸缩部件72将底盘本体1托起,并将磁吸件2与吸附面分离,实现跨越爬行。
54.优选的,底盘本体1相应各竖向伸缩部的位置处设置有辅助升降支撑腿(图中未示出),在越障期间,各竖向伸缩部将磁吸件2与吸附面分离时,为底盘本体1的对应位置提供支撑。这样设计,能够有效防止竖向伸缩部件72回收时,底盘本体1不稳的问题。因辅助升降支撑腿的结构较为简单,可以直接采用现有技术中的升降支腿,故此处不做过多赘述。
55.如图2所示,在一实施例中,该移动模组7与真空设备8连接,该真空设备8为移动模组7提供动力。
56.具体实施中,横向伸缩部件71和竖向伸缩部件72在伸缩时,真空设备8将对应腔室内的空气轴真空,另一侧应腔室可以外部空气连接或通入高压气体,以此驱使对应的横向伸缩部件71和竖向伸缩部件72进行伸缩。这样一来,设备上的真空设备8即能够为真空吸盘4提供负压力,又能够为移动模组7提供动力,使设备能够在没有真空设备8、没有压缩空气的车间内工作,提高了设备的适应能力。
57.在一实施例中,该底盘本体1相应移动模组7的位置处开设有存放槽11,用于存放
移动模组7。这样设计,能够对移动模组进行存放,增加结构的紧密性,防止遭受到损坏。
58.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1