一种船舶安装尾管密封装置的轴承式校中方法与流程
[0001]
本发明属于船舶建造技术领域,具体涉及一种船舶安装尾管密封装置的轴承式校中方法。
背景技术:
[0002]
随着现代船舶建造的大型化发展趋势,船舶使用的螺旋桨直径在逐渐增大,螺旋桨的重量也逐渐增加。例如,某船型的螺旋桨的直径大约为11m,重量大约为93t,同样,螺旋桨轴直径和重量也增加,上述涉及的船型螺旋桨轴的重量大约为92t。而现在造船所使用的产品由不同的供货商提供,如上述所涉及船舶使用主机、螺旋桨、中间轴和螺旋桨轴等产品,若供货商无法按期供货,如主机或中间轴等,为了缩短造船周期,减少制造成本或维修成本,需要提前安装螺旋桨轴和尾管密封装置。
[0003]
通常各船型的船舶螺旋桨轴、尾管密封装置和螺旋桨等部件安装后,先将主机与轴系预校中,初定位在安装位置,用临时螺栓将中间轴与螺旋桨轴、中间轴与主机连接成整体,使用主机的盘车机转动轴系对尾管密封装置进行校中安装工作。由于主机或中间轴没有吊到安装位置,无法使用主机的盘车机完成尾管密封装置的校中安装工作,若使用额外的动力设备及辅助工装来转动重量近200t的螺旋桨及螺旋桨轴等组装件,施工人员的劳动强度大,且需要花费较大的人力物力,且转动不平稳、难控制,安装尾管密封装置的精度低。
技术实现要素:
[0004]
针对现有技术中存在的问题,本发明提供一种船舶安装尾管密封装置的轴承式校中方法,本发明能够解决现有技术中因主机或中间轴延后安装造成尾管密封装置安装困难的问题。
[0005]
为实现上述目的,本发明采用以下技术方案:
[0006]
本发明提供一种船舶安装尾管密封装置的轴承式校中方法,采用特制的校中装置,包括转动机构、磁性表架、千分表、安装底座、连接板及支撑座,
[0007]
所述转动机构包括轴承座框、滚动轴承、第一轴承轴、第二轴承轴、第一压板、第二压板、第一紧定螺钉、第二紧定螺钉,所述轴承座框为一圆弧状的构件,所述轴承座框沿外圆弧段设置有上凸台,沿内圆弧段设置有下凸台,所述上凸台与所述下凸台之间形成安装凹槽,所述第一压板安装于所述上凸台的端部,所述第二压板安装于所述下凸台的端部,所述第一压板与所述第二压板均为圆弧状,所述轴承座框朝向所述第一压板的一侧、所述第一压板朝向所述轴承座框的一侧分别开设有第一轴安装孔,两个所述第一轴安装孔之间设置有所述第一轴承轴,所述第一轴承轴上套设有滚动轴承,所述轴承座框朝向所述第二压板的一侧,所述第二压板朝向所述第二轴承座框的一侧分别开设有第二轴安装孔,两个所述第二轴安装孔之间设置有所述第二轴承轴,所述第二轴承轴上套设有滚动轴承,所述轴承座框的外圆弧段与所述第一压板的外圆弧段开设有第一紧定螺孔,所述第一紧定螺孔内安装有第一紧定螺钉,所述轴承座框的内圆弧段与所述第二压板的内圆弧段开设有第二紧
定螺孔,所述第二紧定螺孔内设置有第二紧定螺钉,所述第一紧定螺钉垂直所述第一轴承轴,所述第二紧定螺钉垂直所述第二轴承轴,
[0008]
所述磁性表架通过磁性吸附固定于所述轴承座框的外圆弧段上,所述千分表固定于所述磁性表架上,
[0009]
所述安装底座为圆环形结构,所述安装底座的侧部靠近外圆弧处沿所述安装底座的周向开设有安装槽道,所述第二压板、所述下凸台、所述第二轴承轴设置于所述安装槽道内,所述安装底座的外圆弧面沿其周向开设有轴承轨道,所述第一轴承轴上的滚动轴承设置于所述轴承轨道内,所述安装底座的侧壁沿周向贯穿设置有多个座安装孔,
[0010]
所述连接板上贯穿设置有多个与所述座安装孔相对应的板安装孔,所述安装底座通过座安装螺栓与座安装螺母安装于所述连接板上,所述连接板的下端于两侧分别设置长腰形的横向调节槽孔,所述连接板的两侧向外延伸设置有第一调节座板,贯穿所述第一调节座板设置有第一调节螺纹孔,所述第一调节螺纹孔内设置有第一调节螺栓,
[0011]
所述支撑座设置有两个,所述支撑座的上部设置有长腰形的竖向调节槽孔,所述横向调节槽孔与所述纵向调节槽孔交叉设置形成安装槽孔并通过板安装螺栓与板安装螺母固定,所述支撑座的侧部向外延伸设置有第一调节底板,所述第一调节底板远离所述支撑座的一侧设置第三调节座板,所述第三调节座板与所述第一调节底板垂直,所述第一调节底板的顶部设置有第一加强板,所述第一加强板连接所述支撑座与所述第一调节底板,所述第一加强板位于所述第一调节螺栓的正下方,所述第三调节座板上贯穿设置有第三调节螺纹孔,所述第三调节螺纹孔内设置有第三调节螺栓,所述第三调节螺栓支撑所述连接板的侧部,所述支撑座位于所述纵向调节槽孔的正下方设置有第二调节座板,所述第二调节座板上贯穿设置有第二调节螺纹孔,所述第二调节螺纹孔内安装有第二调节螺栓,所述第二调节螺栓支撑所述连接板的下部,
[0012]
所述校中方法包括以下步骤:
[0013]
步骤一、螺旋桨轴安装前,将首密封装置套在螺旋桨轴上,并移至靠近螺旋桨轴的法兰端,吊运螺旋桨轴,将螺旋桨轴塞入尾管内,塞至螺旋桨轴的安装位置,并移动首密封装置至安装位置,再将尾密封装置吊运套装在螺旋桨轴上,用密封安装螺栓将密封本体的前端座板预固定在尾管上,密封安装螺栓不拧紧,密封本体与尾管之间设置有调整垫片,密封安装螺栓与密封本体之间设置有第二弹性垫片;
[0014]
步骤二、将螺旋桨吊运在安装位置,调整螺旋桨的锥孔中心与螺旋桨轴中心基本一致,将螺旋桨套装在螺旋桨轴上,螺旋桨套装到位后,在螺旋桨与密封衬套之间留有设置千分表的空间;
[0015]
步骤三、搭设校中装置,在平台上确定校中装置的安装位置,将两个支撑平台放置在安装位置,将支撑座、连接板、安装底座及转动机构安装到位,安装底座设置于密封本体的外部;
[0016]
步骤四、将磁性表架吸附固定在转动机构上,表架上安装接杆及千分表,检查千分表顶杆上的测量头与螺旋桨轴的表面接触;
[0017]
步骤五、以螺旋桨轴的外圆为基准,手动转动转动机构,观察千分表的数据,将安装底座调整至与螺旋桨轴同心,调整后,先锁紧支撑座与连接板上的板安装螺栓,固定校中装置的位置,再锁紧第一调节螺栓、第二调节螺栓与第三调节螺栓,再次转动转动机构,观
察千分表的数据是否发生变化;
[0018]
步骤六、移走千分表和接杆,微调螺旋桨与螺旋桨轴至安装位置,将密封衬套的法兰端通过密封紧固螺栓预固定在螺旋桨上,密封衬套与螺旋桨之间设有密封垫片,密封紧固螺栓与密封衬套之间设置有第一弹性垫片;
[0019]
步骤七、在磁性表架上重新装上接杆和千分表,将千分表顶杆上的测量头与密封衬套的外表面接触,转动转动机构,观察千分表的数据,调整密封衬套,使得千分表上圆跳动的数据在要求范围内;
[0020]
步骤八、将千分表转动九十度或可适合测量的角度,并将千分表顶杆上的测量头设置在密封衬套的法兰平面上,转动转动机构,观察千分表的数据,调整密封衬套,使得千分表上端面全跳动的数据在要求范围内;
[0021]
步骤九、测量密封本体的后端压盖内孔与密封衬套外圆之间的距离,调整密封本体使其后端压盖内孔在上下左右四点方向上的距离在要求范围内,校中完成后,拧紧密封紧固螺栓,拆除校中装置。
[0022]
作为优选的技术方案,所述第一轴安装孔设置为1个,所述第二轴安装孔设置为2个,所述第一轴安装孔、所述第二轴安装孔沿所述轴承座框的长度方向交错设置。
[0023]
作为优选的技术方案,所述第一压板与所述轴承座框、所述第二压板与所述轴承座框通过板紧固螺栓固定。
[0024]
作为优选的技术方案,所述第一轴安装孔、所述第二轴安装孔均为长形腰孔,所述轴安装孔的长轴指向所述轴承座框所在圆弧的圆心。
[0025]
作为优选的技术方案,所述滚动轴承与所述第一压板之间设置有第一垫片,所述滚动轴承与所述第二压板设置有第二垫片。
[0026]
作为优选的技术方案,所述安装底座由两个半圆环状的座构件组成,两个座构件的两端各设置有两个座凸台,所述座凸台设置于所述座构件的两侧,两个所述座构件通过固定螺栓与固定螺母固定。
[0027]
作为优选的技术方案,所述支撑座、所述第一调节底板、所述第三调节座板之间设置有加强肋板。
[0028]
作为优选的技术方案,所述支撑座的底部设置有支撑平台。
[0029]
与现有技术相比,本发明的有益效果为:
[0030]
本发明结构简单、使用方便,利用本发明安装尾管密封装置,能够解决现有技术中因主机或中间轴延后安装造成尾管密封装置安装困难的问题,通过本发明能够提高尾管密封装置的安装精度,降低施工人员的安装强度。
附图说明
[0031]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0032]
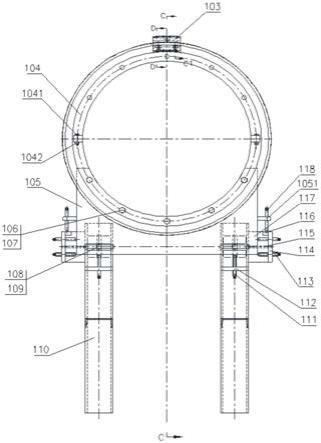
图1为本发明校中装置的找中安装结构示意图。
[0033]
图2为图1中a处的局部放大图。
[0034]
图3为本发明校中装置的使用状态图。
[0035]
图4为图3中b处的局部放大图。
[0036]
图5为本发明校中装置的结构示意图。
[0037]
图6为图5沿c-c方向的剖视图。
[0038]
图7为图5沿c-c1方向的剖视图。
[0039]
图8为图5沿d-d方向的剖视图。
[0040]
图9为本发明校中装置中轴承座框的结构示意图。
[0041]
图10为图9沿e-e方向的剖视图。
[0042]
图11为本发明校中装置中第一压板的结构示意图。
[0043]
图12为图11沿f-f方向的剖视图。
[0044]
图13为图11沿g-g方向的剖视图。
[0045]
图14为本发明校中装置中第二压板的结构示意图。
[0046]
图15为图14沿h-h方向的剖视图。
[0047]
图16为图14沿i-i方向的剖视图。
[0048]
图17为本发明校中装置中安装底座的结构示意图。
[0049]
图18为图17沿j-j方向的剖视图。
[0050]
图19为图17沿k-k方向的剖视图。
[0051]
图20为本发明校中装置中支撑座的结构示意图。
[0052]
图21为本发明校中装置中支撑座的左视图。
[0053]
图22为本发明校中装置中连接板的结构示意图。
[0054]
图23为本发明校中装置中连接板的左视图。
[0055]
其中,附图标记具体如下:千分表101、磁性表架102、转动机构103、轴承座框1031、第一紧定螺钉1032、第一轴承轴1033、第二轴承轴1034、第二紧定螺钉1035、第二压板1036、第二板紧固螺栓1037、第二垫片1038、滚动轴承1039、第一垫片10310、第一压板10311、第一板紧固螺栓10312、安装底座104、固定螺栓1041、固定螺母1042、连接板105、第一调节座板1051、座安装螺母106、座安装螺栓107、板安装螺母108、板安装螺栓109、支撑座110、第二调节螺栓111、第二调节座板112、第三调节螺栓113、第三调节座板114、加强肋板115、第一加强板116、第一调节底板117、第一调节螺栓118、支撑平台201、螺旋桨301、螺旋桨轴401、密封衬套501、密封垫片502、密封紧固螺栓503、第一弹性垫片504、密封本体505、密封安装螺栓506、第二弹性垫片507、调整垫片508、尾管601。
具体实施方式
[0056]
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0057]
本实施例提供一种安装尾管密封装置的校中装置,包括转动机构103、磁性表架102、千分表101、安装底座104、连接板105及支撑座110。
[0058]
其中,转动机构103由轴承座框1031、第一紧定螺钉1032、第一轴承轴1033、第一垫片10310、第一压板10311、第二紧定螺钉1035、第二轴承轴1034、第二垫片1038、第二压板1036及滚动轴承1039组成。轴承座框1031为一圆弧状构件,轴承座框1031沿外圆弧段设置有上凸台,沿内圆弧段设置有下凸台,上凸台与下凸台之间形成安装凹槽。第一压板10311通过紧固件安装于上凸台的端部,第二压板1036通过紧固件安装于下凸台的端部,第一压板10311与第二压板1036均设置为圆弧状。本实施例中,紧固件采用板第一板紧固螺栓10312与第二板紧固螺栓1037,第一压板10311与上凸台对应的位置设置有多个沉头螺栓孔,第二压板1036与上凸台对应的位置设置有多个沉头螺栓孔。
[0059]
轴承座框1031朝向第一压板10311的一侧、第一压板10311朝向轴承座框1031的一侧分别开设有第一轴安装孔,两个第一轴安装孔之间设置有第一轴承轴1033,第一轴承轴1033的外部套设有滚动轴承1039。轴承座框1031朝向第二压板1036的一侧,第二压板1036朝向第二轴承座框1031的一侧分别开设有第二轴安装孔,两个第二轴安装孔之间设置有第二轴承轴1034,第二轴承轴1034上套设有滚动轴承1039。第一轴安装孔设置为1个,第二轴安装孔设置为2个,第一轴安装孔、第二轴安装孔沿轴承座框1031的长度方向交错设置。滚动轴承1039与第一压板10311之间设置有第一垫片10310,滚动轴承1039与第二压板1036设置有第二垫片1038。
[0060]
第一轴安装孔、第二轴安装孔均为长形腰孔,轴安装孔的长轴指向轴承座框1031所在圆弧的圆心。轴承座框1031的外圆弧段与第一压板10311的外圆弧段开设有第一紧定螺孔,第一紧定螺孔内安装有第一紧定螺钉1032,轴承座框1031的内圆弧段与第二压板1036的内圆弧段开设有第二紧定螺孔,第二紧定螺孔内设置有第二紧定螺钉1035,第一紧定螺钉1032垂直第一轴承轴1033,第二紧定螺钉1035垂直所述第二轴承轴1034,通过第一紧定螺钉1032、第二紧定螺钉1035分别调节第一轴承轴1033、第二轴承轴1034的位置,使其能够与安装底座104的表面较好的接触。
[0061]
安装底座104由两个半圆环状的座构件组成,两个座构件的两端各设置有两个座凸台,座凸台设置于座构件的两侧,两个座构件通过固定螺栓1041与固定螺母1042固定。安装底座104的侧部靠近外圆弧处沿安装底座104的周向开设有安装槽道,第二压板1036、下凸台、第二轴承轴1034设置于所述安装槽道内,安装底座104的外圆弧面沿其周向开设有轴承轨道,所述第一轴承轴1033上的滚动轴承1039设置于所述轴承轨道内,所述安装底座104的侧壁沿周向贯穿设置有多个座安装孔。
[0062]
连接板105用于固定安装底座104,连接板105采用钢板制作而成,连接板105的一侧设置为圆弧形面,连接板105沿着弧形面的弧度方向设置有多个板安装孔,板安装孔与座安装孔的位置一一对应,安装底座104上的座安装孔与连接板105上的板安装孔对准后,通过座安装螺栓107与座安装螺母106进行固定。同时,在连接板105的下部于两侧对称开设有长腰形的横向调节槽孔,连接板105的两侧向外延伸对称设置有第一调节座板1051,第一调节座板1051贯穿设置有第一调节螺纹孔,第一调节螺纹孔内安装有第一调节螺栓118,第一调节螺栓118能够转动机构103的上下位置进行固定。
[0063]
支撑座110包括两个,分别设置于连接板105的两侧,支撑座110的底部设置有支撑平台201。支撑座110的主体为槽钢结构,其上部设置有长腰形的竖向调节槽孔,竖向调节槽孔与横向调节槽孔交叉设置并通过板安装螺栓109与板安装螺母108固定,竖向调节槽孔与
横向调节槽孔的作用是对转动机构103的上下及左右位置进行调节。
[0064]
支撑座110的侧部向外延伸设置有第一调节底板117,第一调节底板117远离支撑座110的一侧设置第三调节座板114,第三调节座板114与第一调节底板117垂直,第一调节底板117的顶部设置有第一加强板116,第一加强板116连接支撑座110与第一调节底板117,第一加强板116位于第一调节螺栓118的正下方,用于对第一调节螺栓118形成支撑,实现连接板105位置的固定。支撑座110、第一调节底板117、第三调节座板114之间设置有加强肋板115。
[0065]
第三调节座板114上贯穿设置有第三调节螺纹孔,第三调节螺纹孔内设置有第三调节螺栓113,第三调节螺栓113支撑连接板105的侧部,用于对连接板105的两侧进行固定。支撑座110位于纵向调节槽孔的正下方设置有第二调节座板112,第二调节座板112上贯穿设置有第二调节螺纹孔,第二调节螺纹孔内安装有第二调节螺栓111,第二调节螺栓111支撑连接板105的下部,用于对连接板105形成支撑。
[0066]
磁性表架102通过磁性吸附固定于轴承座框1031的外圆弧段上,千分表101固定于磁性表架102上。
[0067]
本实施例在对尾管601密封装置进行校中时,其具体过程如下:
[0068]
步骤一、螺旋桨轴401安装前,将首密封装置套在螺旋桨轴401上,并移至靠近螺旋桨轴401的法兰端,吊运螺旋桨轴401,将螺旋桨轴401塞入尾管601内,塞至螺旋桨轴401的安装位置,并移动首密封装置至安装位置,再将尾密封装置吊运套装在螺旋桨轴401上,用密封安装螺栓506将密封本体505的前端座板预固定在尾管601上,密封安装螺栓506不拧紧,密封本体505与尾管601之间设置有调整垫片508,密封安装螺栓506与密封本体505之间设置有第二弹性垫片507。
[0069]
步骤二、将螺旋桨301吊运在安装位置,调整螺旋桨301的锥孔中心与螺旋桨轴401中心基本一致,将螺旋桨301套装在螺旋桨轴401上,螺旋桨301套装到位后,在螺旋桨301与密封衬套501之间留有设置千分表101的空间。
[0070]
步骤三、搭设校中装置,在平台上确定校中装置的安装位置,将两个支撑平台201放置在安装位置,将支撑座110、连接板105、安装底座104及转动机构103安装到位,安装底座104设置于密封本体505的外部。具体为:将两个支撑座110固定在安装位置后,用板安装螺栓109与板安装螺母108将连接板105固定在支撑座110上,用座安装螺栓107与座安装螺母106将安装底座104固定在连接板105上,将转动机构103安装在安装底座104上,并转动转动机构103,检查其灵活性及松紧,用第一紧定螺钉1032调整滚动轴承1039与圆弧面轨道的接触情况,用固定螺栓1041、固定螺母1042将两个半圆形的座构件连接成一个整体,通过调整第一调节螺栓118、第二调节螺栓111、第三调节螺栓113进行预校中。
[0071]
步骤四、将磁性表架吸附固定在转动机构103上,表架上安装接杆及千分表101,检查千分表101顶杆上的测量头与螺旋桨轴401的表面接触。
[0072]
步骤五、以螺旋桨轴401的外圆为基准,手动转动转动机构103,观察千分表101的数据,将安装底座调整至与螺旋桨轴401同心,调整后,先锁紧支撑座110与连接板105上的板安装螺栓109,固定校中装置的位置,再锁紧第一调节螺栓118、第二调节螺栓111与第三调节螺栓113,再次转动转动机构103,观察千分表101的数据是否发生变化。
[0073]
步骤六、移走千分表101和接杆,微调螺旋桨与螺旋桨轴401至安装位置,将密封衬
套501的法兰端通过密封紧固螺栓503预固定在螺旋桨301上,密封衬套501与螺旋桨301之间设有密封垫片502,密封紧固螺栓503与密封衬套501之间设置有第一弹性垫片504。
[0074]
步骤七、在表架上重新装上接杆和千分表101,将千分表101顶杆上的测量头与密封衬套501的外表面接触,转动转动机构103,观察千分表101的数据,调整密封衬套501,使得千分表101上圆跳动的数据在要求范围内。
[0075]
步骤八、将千分表101转动九十度或可适合测量的角度,并将千分表101顶杆上的测量头设置在密封衬套501的法兰平面上,转动转动机构103,观察千分表101的数据,调整密封衬套501,使得千分表101上端面全跳动的数据在要求范围内。
[0076]
步骤九、测量密封本体505的后端压盖内孔与密封衬套501外圆之间的距离,调整密封本体505使其后端压盖内孔在上下左右四点方向上的距离在要求范围内,校中完成后,拧紧密封紧固螺栓503,拆除校中装置。
[0077]
另外,首密封装置的校中安装方法与尾密封装置的校中安装方法基本相同,在此不做赘述。
[0078]
尽管上述实施例已对本发明作出具体描述,但是对于本领域的普通技术人员来说,应该理解为可以在不脱离本发明的精神以及范围之内基于本发明公开的内容进行修改或改进,这些修改和改进都在本发明的精神以及范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1