一种减少焊接变形避免火工的船舶上建围壁的制作方法
[0001]
本实用新型涉及船舶建造技术领域,尤其是涉及船舶上建围壁。
背景技术:
[0002]
常规船舶上层建筑在设计阶段,对于其外围壁、内围壁的设计理念都是采用角钢与钢板焊接的形式;这样的设计对于一些大型船厂,如采用先进的工艺控制方法、技能较高的生产工人是可以做到较好的控制焊接变形。但在后期上层建筑大合拢后还是需要对围壁进行火工作业的。而对于那种中小型的船厂来说如果控制不好,就意味着焊接会造成很大的变形,后期将产生大量的火工作业,会影响上层建筑整个的外观,甚至由于火工过量而造成大面积换板,造成人工、成本的浪费。
技术实现要素:
[0003]
本实用新型的目的是针对现有技术存在的不足,提供一种便于制造船体上层建筑减少焊接变形避免火工的船舶上建围壁。
[0004]
为实现上述目的,本实用新型减少焊接变形避免火工的船舶上建围壁的技术方案是:
[0005]
一种减少焊接变形避免火工的船舶上建围壁,包括平板,所述平板与平板之间间隔设置有竖直的波浪板,波浪板与平板一体成型,波浪板的下端凸出于平板的下端,在平板的下端一体折弯有支撑板,波浪板与支撑板分别处在平板的两侧,支撑板与平板之间的夹角大于90度,支撑板的最低点与波浪板的下端齐平,支撑板的两边与波浪板分离。波浪板的下端凸出于平板的下端,仅波浪板的下端与船体的甲板焊接,支撑板与甲板接触但是不焊接,支撑板和波浪板分别处在平板的两侧,双侧支撑起围壁,更好的平衡了围壁,减少焊接工程量,降低了焊接变形,且不需要后期火工处理。
[0006]
所述波浪板竖直投影为等腰的凸角,凸角的角度为不小于90度,凸角的顶部设置倒圆角。等腰凸角与甲板焊接,平衡性更好,且角度不小于90度,有利于力臂的分担,减少应力集中,凸角的顶部倒圆角设置,避免凸角顶部过尖构成应力集中点。
[0007]
支撑板与平板之间的夹角为108度。采用钝角,具有一定的变形缓冲量,支撑板能够更好的支撑围壁,避免围壁倾斜。
[0008]
凸角的角度为95度。
[0009]
相邻波浪板中心距为650mm。
[0010]
支撑板的边缘与平板之间的距离为60mm。
[0011]
波浪板凸角的顶点与平板之间的距离为60mm。
[0012]
本实用新型与现有技术相比,具有以下优点:波浪板凸出在平板的下端与甲板焊接,支撑板与甲板接触但不焊接,围壁与甲板相当于分段焊接,焊接量较小,提高了工作效率且减少了焊接变形。支撑板和波浪板分别处在平板的两侧,两侧支撑围壁,保证了围壁的平衡,较少了围壁变形量。由于围壁的变形量较小,避免了后期火工的介入。支撑板与平板
之间的夹角为大于90度为钝角,提高了支撑板的缓冲作用,能够更好的支撑围壁的平衡。
附图说明
[0013]
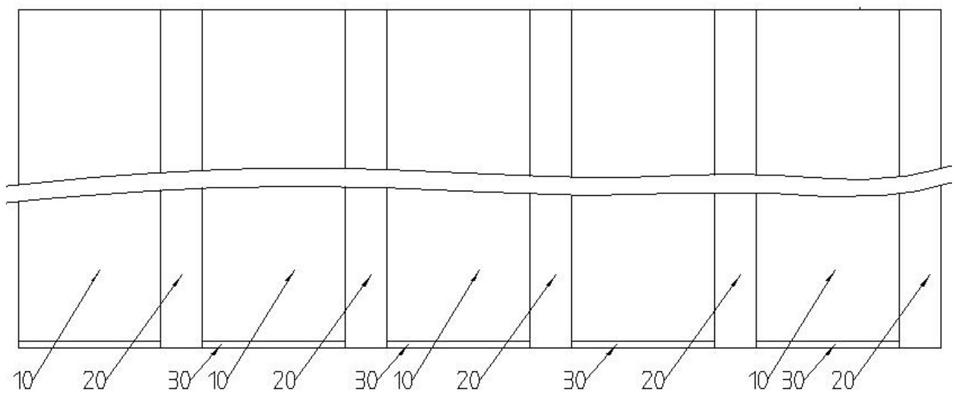
图1是本实用新型减少焊接变形避免火工的船舶上建围壁的结构示意图。
[0014]
图2是图1的俯视图。
[0015]
图3是图1的侧视图。
具体实施方式
[0016]
下面结合附图和具体实施方式,进一步阐明本实用新型,应理解这些实施方式仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
[0017]
如图1至图3所示,一种减少焊接变形避免火工的船舶上建围壁,包括平板10,平板与平板之间间隔布置有波浪板20,平板与波浪板一体成型,波浪板通过平板折弯成型,相邻波浪板中心距为650mm,波浪板下端凸出于平板的下端,平板的下端折弯还有支撑板30,支撑板和波浪板分别处在平板的两侧,支撑板与平板的夹角为108度,支撑板的两侧与波浪板分离,支撑板的边缘与波浪板的下端齐平。支撑板的边缘与平板之间的距离为60mm。波浪板竖直投影为等腰的凸角201,等腰凸角包括两个等长的边202,两个边的夹角为95度,凸角的顶部设置为倒圆角,倒圆角的顶部与平板之间的距离为60mm。波浪板与支撑板分别处在平板的两侧,仅波浪板的下端与甲板焊接,支撑板辅助支撑,焊接工程量较小,焊机变形较小,避免了后期采用火工处理。波浪板的凸角为钝角,提高了波浪板的支撑平衡性,且顶部为倒圆角,避免了焊接应力集中。支撑板与平板之间的折弯夹角为108度,保留的足够的缓冲余量,支撑板与波浪板能够很好的保持围壁的平衡,提高了围壁的稳定性,降低了累计变形量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1