一种机舱用的隔音防火舱壁及其成型系统的制作方法
1.本发明涉及船舶技术领域,尤其是指一种机舱用的隔音防火舱壁及其成型系统。
背景技术:
2.在船舶内壁上,通常都只铺盖有一层常规围壁板作为外盖,为了达到船舱壁的防火以及隔音效果,通常都会在该围壁板外铺设简单的隔音棉作为隔音,然后再在该隔音层外铺设常规防火涂层,由于该防火涂层较为单薄以及简单,所以其通常的耐火烧时间都不长,再加上常规的隔音棉极易点燃,所以使得船舱壁存在火灾安全隐患;而且常规隔音棉由于其材料特性,其隔音效果与其自身的厚度是成正比的,但一般船舱壁为了美观以及不浪费船舱空间,其船舱壁的厚度都要求比较薄,这就使得船舱壁的隔音效果不佳。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种机舱用的结构合理、隔音防火效果好的隔音防火舱壁及其成型系统。
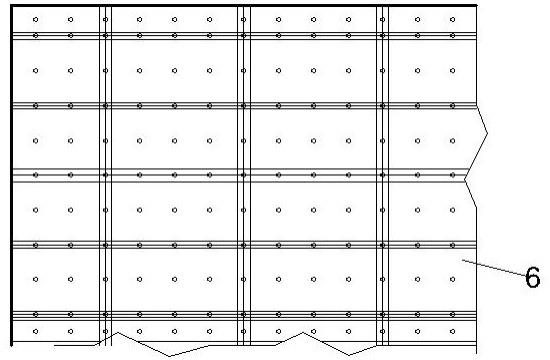
4.为实现上述目的,本发明所提供的技术方案为:一种机舱用的隔音防火舱壁包括有内防火层、外防火层,其中,内防火层附在机舱内壁上,外防火层附在内防火层表面,内防火层上设有内凹形成的内嵌槽,外防火层上设有内凹形成的外嵌槽,外嵌槽嵌合在内嵌槽内,外嵌槽内嵌合有加强条,加强条表面凸出于外防火层表面;加强条表面铺设有舱壁板,铺设后的舱壁板与外防火层之间形成中空的隔音区。
5.完成上述装置所用的成型系统包括有机架、下模、上模,其中,机架其中一端上部安装有进料斗,机架内活动安装有布料框,布料框底部的机架内固定有防漏托板,布料框由防漏托板承托,进料斗下方的机架上安装有布料推送气缸,布料推送气缸的活塞杆与布料框连接,机架另一端下部设有布料出口,布料出口外侧的地面上固定有两条平行的出料导轨,两条出料导轨之间的地面上放置有成型托架,成型托架顶部安装有下模,下模上方通过升降气缸安装有升降架,升降架两端设有竖直向下的振动导轴,振动导轴底部与限位块连接固定,振动导轴上活动安装有振动托板,振动托板由限位块承托,振动托板上设有上下贯穿的轴孔,轴孔内活动安装有振动导柱,振动导柱底部向下穿过轴孔与上模连接,振动导柱顶部向上穿过轴孔与振动定位板连接,振动定位板顶部安装有振动器。
6.所述的内防火层、外防火层通过碰钉固定在机舱内壁上,所述的碰钉穿过外防火层、内防火层后与机舱内壁连接固定。
7.所述的内防火层、外防火层均采用1.2
‑
2mm的玻璃纤维和热塑性树脂材料制作成型。
8.本发明在采用上述方案后,采用双层的防火层其防火性能好,同时再通过嵌槽与加强条的配合,形成双层隔音腔,其隔音效果良好,采用本方案后的结构合理、隔音防火效果好。
附图说明
9.图1为本发明的整体结构示意图。
10.图2为本发明的侧视图。
11.图3为本发明的成型系统示意图。
12.图4为本发明的布料框结构示意图。
具体实施方式
13.下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1至附图4,本实施例所述的一种机舱用的隔音防火舱壁包括有内防火层1、外防火层2,其中,内防火层1附在机舱内壁上,外防火层2附在内防火层1表面,内防火层1、外防火层2通过碰钉固定在机舱内壁上,所述的碰钉穿过外防火层2、内防火层1后与机舱内壁连接固定。内防火层1、外防火层2均采用1.2
‑
2mm的玻璃纤维和热塑性树脂材料制作成型。内防火层1上设有内凹形成的内嵌槽3,外防火层2上设有内凹形成的外嵌槽4,外嵌槽4嵌合在内嵌槽3内,外嵌槽4内嵌合有加强条5,加强条5表面凸出于外防火层2表面;加强条5表面铺设有舱壁板6,铺设后的舱壁板6与外防火层2之间形成中空的隔音区。
14.完成上述装置所用的成型系统包括有机架201、下模202、上模203,其中,机架201其中一端上部安装有进料斗,机架201内活动安装有布料框204,布料框204底部的机架内固定有防漏托板,布料框204由防漏托板承托,进料斗下方的机架201上安装有布料推送气缸205,布料推送气缸205的活塞杆与布料框204连接,机架201另一端下部设有布料出口,布料出口外侧的地面上固定有两条平行的出料导轨206,两条出料导轨206之间的地面上放置有成型托架207,成型托架207顶部安装有下模202,下模202上方通过升降气缸208安装有升降架209,升降架209两端设有竖直向下的振动导轴210,振动导轴210底部与限位块连接固定,振动导轴210上活动安装有振动托板211,振动托板211由限位块承托,振动托板211上设有上下贯穿的轴孔,轴孔内活动安装有振动导柱212,振动导柱212底部向下穿过轴孔与上模203连接,振动导柱212顶部向上穿过轴孔与振动定位板连接,振动定位板顶部安装有振动器213。
15.将玻璃纤维和热塑性树脂材料搅拌均匀形成混合料后倒入进料斗,进料斗将混合料布入布料框,将相应规格的下模放置在成型托架上并固定,布料推送气缸伸出使布料框从布料出口处推出至下模上(与下模重叠),布料框型腔内的混合料下落至下模相应的型腔内,升降气缸活塞杆伸出带动振动托板下降(原始状态的振动定位板底部与振动托板顶部接触,上模呈垂吊状态),当上模底部与布料框接触时,升降气缸继续下降,使振动定位板与振动托板脱离,此时,上模由布料框承托,振动器振动,上模模芯进入布料框型腔与混合料接触并将混合料在下模内压紧成型,振动完成后,升降气缸活塞杆收缩带动振动托板上升,振动托板上升时与振动定位板接触后再同步带动振动定位板上行,振动定位板带动上模从布料框内退出,布料推送气缸活塞杆收缩拉动布料框,布料框在复位的过程中将遗留在下模表面的多余混合料刮除即可形成板坯,板坯通过加热凝固成型即成。
16.所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1