一种薄膜型LNG船货舱区分段划分方法与流程
一种薄膜型lng船货舱区分段划分方法
技术领域
1.本发明涉及船舶建造,具体涉及一种薄膜型lng船货舱区分段划分方法。
背景技术:
2.在现有薄膜型lng船的货舱区分段划分中,内壳壁关键节点除w4外,其余w1、w2、w3和w5均被划为船坞大接缝,另外在设计上,这些节点均采用三面体焊接设计形式;在沿船长方向划分上,所有的横向大接缝(环缝)均布置在货舱区内,现有分段划分方式存在以下弊端和不足:
3.1、由于上述w1、w2、w3和w5关键节点均在船坞搭载后才成形,导致船坞搭载阶段的精度控制要求高、装焊工作量大、焊接质量不易保证、焊接变形大等困难。不利于缩短船坞建造周期和提高船坞建造效率。
4.2、将所有环缝均布置在货舱区内,由吊装定位精度、焊接变形等引起的偏差,对货舱区内壳壁平整度的精度控制很不利;由于没有横隔舱作为依托,因此位于货舱区上方的甲板分段与舷顶分段必须进行全宽型总组后方能入坞搭载,而w3节点正是该总段的船坞合拢节点,通过实船建造精度测量数据反馈,w3节点处精度偏差较大,船坞阶段的装焊返工工作量很大,不仅费工费时,还影响船舶建造质量和周期。
技术实现要素:
5.本发明提供一种薄膜型lng船货舱区分段划分方法,通过对货舱区关键节点的设计形式优化,结合货物围护系统(简称ccs)工作前移和下水完整性要求等目标,对货舱区进行分段划分方式设计,确保船舶建造高效率、提高建造质量,同时实现缩短船坞建造周期和码头建造周期。
6.为了达到上述发明目的,本发明专利提供的技术方案如下;
7.一种薄膜型lng船货舱区分段划分方法,所述的薄膜型lng船货舱区域为八面体结构,该八面体结构在建造时具有w1、w2、w3、w4和w5关键节点,其特征在于,该分段划分方法将货舱区域划分为底部分段、舭部分段、舷侧分段、舷顶分段、甲板分段、横隔舱分段和液穹分段,其具体包括如下步骤:
8.第一步,沿货舱区域的横剖面进行分段划分,针对薄膜型lng船
9.货舱区域为八面体结构形式,采用一个面为一个分段的划分方式,八个内壳面划分成8个典型分段类型,从下往两侧再往上依次为底部分段、舭部分段、舷侧分段、舷顶分段和甲板分段,其中底部分段和甲板分段不含关键节点,其余分段均含1个或2个关键节点,确保关键节点w1~w5均划入分段内;
10.第二步,沿船长方向即纵向进行分段划分,所述薄膜型lng船为4舱设计,除1#舱外,2#~4#舱的舱容相同,在长度划分时1#货舱划为2环段,2#~4#舱采用相同板长规格,每个舱段纵向划为3个环段,并将两个舱段间的环缝布置在横隔舱内,其中底部分段/舭部分段的大接缝布置在横隔舱前壁处的大舱内;
11.第三步,将围阱甲板上的液穹区域单独划为独立分段;
12.第四步,横隔舱分段划为采用独立划分方式,在起重能力满足的情况下总组在一体,确保货物围护系统对横隔舱平整度的高精度要求,同时也为绝缘箱基座在横隔舱总段上的预装奠定基础。
13.在本发明一种薄膜型lng船货舱区分段划分方法中,所述第一步对关键节点中w2、w3和w5节点的设计形式进行优化,将节点处的内壳壁采用圆弧板形式,使这些节点处内壳壁断线尺寸控制在合理的范围内,满足货物围护系统绝缘箱基座的预装要求的尺寸控制即为合理范围。
14.在本发明一种薄膜型lng船货舱区分段划分方法中,所述第一步将关键节点中w1和w2节点划入舭部分段内,w1节点为三面体焊接设计形式,内底板断线位置的宽度需大于1000mm,w2节点采用圆弧板连接形式,该节点处的内壳圆弧板断线位置要结合板厚分布情况、加工设备冷弯工况参数、精度控制、吊运翻身、以内斜傍为基面卧态制造时的胎架高度进行综合考量后确定,其中,上述胎架高度范围h=800mm~1000mm。在实际策划中,通过选取能同时满足冷加工、精度、翻身和胎架要求的内壳板板宽尺寸范围,再由设计部门对w2节点处的内壳圆弧板排板缝位置进行优化调整,最后设定在w2节点向上500mm处作为内壳板大接缝位置。
15.在本发明一种薄膜型lng船货舱区分段划分方法中,所述第一步将w3节点划入舷侧分段内,同样该节点处的内壳圆弧板断线位置要结合板厚分布情况、加工设备冷弯工况参数、精度控制、吊运翻身、以纵壁为基面侧态制造时的胎架高度进行综合考量后确定,其中上述胎架高度范围h=800mm~1000mm。在实际策划中,通过选取能同时满足冷加工、精度、翻身和胎架要求的内壳板板宽尺寸范围,再由设计部门对w3节点处的内壳圆弧板排板缝位置进行优化调整,最后设定在w3节点向上300mm处作为内壳板大接缝位置。
16.在本发明一种薄膜型lng船货舱区分段划分方法中,所述的第一步中,将w5节点划入舷顶分段内,同样该节点处的内壳圆弧板断线位置要结合板厚分布情况、加工设备冷弯工况参数、精度控制、吊运翻身、以内斜傍为基面侧态制造时的胎架高度进行综合考量后确定,其中,上述胎架高度范围h=800mm~1000mm。在实际策划中,通过选取能同时满足冷加工、精度、翻身和胎架要求的内壳板板宽尺寸范围,再由设计部门对w5节点处的内壳圆弧板排板缝位置进行优化调整,最后设定在w5节点向中1600mm处作为内壳板大接缝位置。
17.在本发明一种薄膜型lng船货舱区分段划分方法中,在所述的第二步中,底部分段和舭部分段的环缝从横隔舱内前移至大舱内,距离横隔舱大于1000mm,且该环缝还需避开内底板上泵塔基座的位置。
18.在本发明一种薄膜型lng船货舱区分段划分方法中,在所述的第二步中,所述货舱沿纵向划为3个环缝,分段长度以18~20米为宜,且所有环缝位置均应避开液穹、气穹和舷侧大舱工艺孔。
19.在本发明一种薄膜型lng船货舱区分段划分方法中,在所述的第三步中,位于围阱甲板上的液穹区域是液货舱泵塔在码头阶段吊装进舱的入口,单独划为独立嵌补分段以方便泵塔吊装进舱安装。
20.在本发明一种薄膜型lng船货舱区分段划分方法中,在所述的第三步中,在分段制造时液穹分段需与对应的甲板分段同胎制造,待完工后再拆开吊离。
21.在本发明一种薄膜型lng船货舱区分段划分方法中,在所述的第四步中,横隔舱在分段划分时尽可能保持其整体完整性,同时满足横隔舱整吊的最终需求,即不宜将部分横隔舱划归到四周面的其他分段内,以防止平整度无法控制。
22.基于上述技术方案,本发明专利一种薄膜型lng船货舱区分段划分方法经过实践应用取得了如下技术效果:
23.1.本发明的lng船货舱区分段划分方法在分段划分时依据船厂生产要素,包括加工能力、生产场地、起重运输能力等,满足货物围护系统的施工要求,使总组和搭载最优化,提高分段预装完整性和下水完整性。
24.2.本发明的lng船货舱区分段划分方法与现有技术相比更科学合理,一是由于将w2、w3和w5这3个关键节点由三面体焊接形式改为内壳面圆弧连接设计形式,因此每个节点由原4条角焊缝降为2条角焊缝,即焊接工量减少了一半,以17.4万方lng船为例,可减少角焊缝长度为:194米(货舱总长)
×
6(左右节点数量)
×
2(每个节点减少焊缝条数)=2328米,大大降低了焊接工作量和劳动强度;二是将所有w1~w5关键节点均划到分段内部,节点的安装精度由分段阶段完成,同时将舱段间的环缝布置在横隔舱内,使每个液货舱内减少1条环缝,这有效确保了关键节点的结构对中精度和舱容建造精度;三是本发明的货舱区分段划分方法可以实现以单个舱段长度为单位的总段建造,为ccs绝缘箱基座的总段预装创造了条件,最大化地实现船坞和码头舾装工作前移,提高船舶下水完整性,使船坞周期得以进一步缩短。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
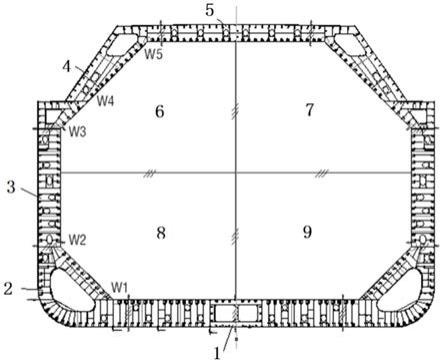
26.图1是本发明中典型横剖面的分段划分方法示意图。
27.图2是本发明中货舱内壳壁关键节点w2的设计形式示意图。
28.图3是本发明中货舱内壳壁关键节点w3的设计形式示意图。
29.图4是本发明中货舱内壳壁关键节点w5的设计形式示意图。
30.图5是本发明中沿船长方向(纵向)分段划分方法示意图。
31.图6是本发明中液穹区域的分段划分方法示意图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.在本发明的描述中需要理解的是,术语“大接缝”“环缝”、“断线”等所指的均为“分段划分线”;术语“货物围护系统”以下简称为“ccs”。
34.本发明作为一种薄膜型lng船货舱区分段的划分方法。其中涉及到的薄膜型lng船
货舱区域为八面体结构,该八面体结构在建造时具有w1、w2、w3、w4和w5关键节点。本发明的划分主体思想是将货舱区域划分为底部分段、舭部分段、舷侧分段、舷顶分段、甲板分段、横隔舱分段和液穹分段,其具体包括如下步骤:
35.第一步,沿货舱区域的横剖面进行分段划分,针对薄膜型lng船货舱区域为八面体结构形式,采用一个面为一个分段的划分方式,八个内壳面划分成8个典型分段类型,从下往两侧再往上依次为底部分段、舭部分段、舷侧分段、舷顶分段和甲板分段,其中底部分段和甲板分段不含关键节点,其余分段均含1个或2个关键节点,确保关键节点w1~w5均划入分段内。
36.第二步,沿船长方向即纵向进行分段划分,所述薄膜型lng船为4舱设计,除1#舱外,2#~4#舱的舱容相同,在长度划分时1#货舱划为2环段,2#~4#舱采用相同板长规格,每个舱段纵向划为3个环段,并将两个舱段间的环缝布置在横隔舱内,其中底部分段和舭部分段的大接缝布置在横隔舱前壁处的大舱内。
37.第三步,将围阱甲板上的液穹区域单独划为独立分段。
38.第四步,横隔舱分段划为采用独立划分方式,在起重能力满足的情况下总组成一体,确保货物围护系统对横隔舱平整度的高精度要求,同时也为绝缘箱基座在横隔舱总段上的预装奠定基础。
39.实施例1
40.下面我们结合附图和实施例来具体阐述:
41.本实施例提供一种薄膜型lng船货舱区典型横剖面的分段划分实施方法,具体方法如下:
42.1)整个横剖面依据其八个内壳面划分成8个典型分段类型,从下往两侧再往上依次为底部分段1、舭部分段2、舷侧分段3、舷顶分段4和甲板分段5,图1中的标号6~9均为横隔舱分段。其中,底部分段1和甲板分段5不含关键节点,其余分段均含有1个或2个关键节点,其中w2、w3、w5关键节点的内壳板设计形式需采用圆弧连接形式,如图1至图4所示。
43.2)舭部分段划分,将w1及w2节点划入舭部分段内,由于w1节点为三面体焊接设计形式,因此内底板断线位置需达到一定的宽度,该宽度采用1000mm以上为宜,采用这个的宽度是防止板材在下料切割时产生较大的热弯变形。如图2所示,w2节点采用圆弧板连接形式,该节点处的内壳圆弧板断线位置要结合板厚分布情况、加工设备冷弯工况参数、精度控制、吊运翻身、以内斜傍为基面卧态制造时的胎架高度进行综合考量后确定,加工设备冷弯工况参数包括有内壳圆弧板的短边a和长边b,一般a+b≥1000mm,短边宽a≥300mm以上即可满足冷加工设备的轧弯要求,胎架高度范围选择为h=800mm~1000mm。
44.3)舷侧分段划分:将w3节点划入舷侧分段内,同样该节点处的内壳圆弧板断线位置要结合板厚分布情况、加工设备冷弯工况参数、精度控制、吊运翻身、以纵壁为基面侧态制造时的胎架高度等进行综合考量后确定,胎架高度范围选择为h=800mm~1000mm。图3中w3节点采用圆弧板连接形式,w3节点中一般圆弧板宽度l或(a+b)≥1000mm,短边宽a≥300mm以上即可满足冷加工设备的轧弯要求。
45.4)舷顶分段划分:将w5节点划入舷侧分段内,如图4所示,图4中w5节点采用圆弧板连接形式,该节点处的内壳圆弧板断线位置要结合板厚分布情况、加工设备冷弯工况参数、精度控制、吊运翻身、以内斜傍为基面侧态制造时的胎架高度进行综合考量后确定,加工设
备冷弯工况参数包括有内壳圆弧板的短边a和长边b,a+b≥1000mm,短边宽a≥300mm以上即可满足冷加工设备的轧弯要求,胎架高度范围选择为h=800mm~1000mm。
46.如图5所示,由于对液货舱内壳面的平整度有很高的精度要求,因此横隔舱在分段划分时尽可能保持其整体完整性,同时满足横隔舱整吊的最终需求,即不宜将部分横隔舱划归到四周面的其它分段内,以防止平整度无法控制,即将图5中a所指的几处环缝均布置在横隔舱内。具体依据船厂的生产设施能力等要素,可将其一分为四或一分为二等方式进行划分,即图1中的标号6、7、8和9即为一分四的横隔舱分段。在横隔舱内大接缝的位置还应考虑与大舱内ccs脚手架平台高度的匹配性,以方便现场施工作业。
47.根据船厂的加工设备能力、起重运输能力、分段制造场地设施等生产要求,结合lng船本身的特点,将每个货舱沿纵向划为3个环缝,每个分段长度以18~20米为宜,其中1#货舱可根据舱长情况划为2环段;需要注意的是所有环缝位置均应避开液穹、气穹和舷侧大舱工艺孔。另外,底部分段和舭部分段的环缝从横隔舱内前移至大舱内,以距横舱壁1000mm以上为宜,如图5中的b处所示,并且该环缝还需避开内底板上泵塔基座的位置。
48.本实施例提供的液穹分段划分方法,具体方法如下:如图6所示,位于围阱甲板上的液穹区域是液货舱泵塔在码头阶段吊装进舱的入口,为此需要单独划为独立嵌补分段,以方便后续泵塔吊装进舱安装。在分段制造时,液穹分段c需与对应的甲板分段5同胎制造,此处的大接缝仅定位焊,待完工后拆开吊离,目的是保证液穹分段c在码头吊装时的合拢精度,减少返修工作量,确保液货舱的施工安全。
49.鉴于lng船货物围护系统的特殊要求,所有货舱区分段划分线均需要避开绝缘箱基座中心位置100mm以上。
50.尽管上述实施例已对本发明作出具体描述,但是对于本领域的普通技术人员来说,应该理解为可以在不脱离本发明的精神以及范围之内基于本发明公开的内容进行修改或改进,这些修改和改进都在本发明的精神以及范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1