一种椭圆形烟囱的海苔卷式建造法的制作方法
1.本发明涉及船舶烟囱建造工艺技术领域,特别是一种椭圆形烟囱的海苔卷式建造法。
背景技术:
2.椭圆形烟囱分段常规建造流程:将分段沿着椭圆的长轴偏一小段距离分成两左右两部分,分别外板作为胎面,安装骨材、框架结构,满焊之后整体翻身180
°
,落在另一半外板上,烧焊外板对接缝以及外板与内部结构之间的焊缝,完成整个分段;
3.存在问题:
4.1、常规建造方案需要制作两个曲面胎架,由于线型大,是加密胎架,制作成本高,周期长,占用2个胎位的空间;
5.2、内部平台及外板之间的组立缝,后期需要对接,由于精度误差的存在导致对接工作量较大,成型困难;
6.3、部分舾装件由于组立缝的存在,只能在分段成型后安装,必须从分段端头导入,施工难度大。
7.鉴于上述情况,有必要对现有的椭圆形烟囱加工方式加以改进,使其能够适应现在对烟囱使用的需要。
技术实现要素:
8.由于现有的烟囱常规建造方式存在较多的问题,使用效果不佳,施工也比较困难,因此我们在现有技术缺陷的基础上设计了一种新型烟囱建造方法,加工方便,工作量小,施工方便,便于企业推广使用。
9.实现上述目的本发明的技术方案为,一种椭圆形烟囱的海苔卷式建造法,包括以下工作步骤:
10.步骤一:将烟囱外板分成2块,分别是左舷平直板片与尾部曲面片拼接而成,以及右舷平直板片与首部曲面板片拼接而成;
11.步骤二、单独制作水平桁与平台板,并在该阶段安装部分内部管舾件;
12.步骤三:将左舷平直板片和尾部曲面板片铺在平直地面上,装配并烧焊左舷平直板片上平直位置的两根角钢;然后从上到下依次装配水平桁和平台板,检查垂直度;
13.步骤四:装配剩余的所有角钢,并进行点焊;
14.步骤五:将链条绑扎在左舷平直板片和尾部曲面板片与水平面交汇的交点位置处,缓慢翻转该分段,每旋转45
°
,进行一次点焊,保证外板和内部构件紧密贴附;
15.步骤六:安装剩余的内部管舾件;
16.步骤七:整体装配到右舷平直板片和首部曲面板片上,烧焊两块板片的对接缝;每翻45
°
做一次点焊,保证外板和内部构件紧密贴附;
17.步骤八:再次翻身180
°
后,修割首部曲面板片的余量,焊接对接缝;
18.步骤九:完成左舷水平桁、平台板以及剩余型材的电焊;
19.步骤十:翻身180
°
,完成右舷水平桁、平台板以及剩余型材的电焊;
20.步骤十一:进涂装房油漆作业;
21.步骤十二:建造完成。
22.对本技术方案的进一步补充,其中首部曲面板片与左舷平直板片对接的位置在首部曲面板片上增加15mm余量,便于最后外板片的对接间隙的控制。
23.对本技术方案的进一步补充,所述外板板片的下端增加10mm的合拢余量,保证合拢精度,上端增加10mm的余量保证上端面在分段成型后的平整度。
24.对本技术方案的进一步补充,所述步骤十一进涂装房油漆作业完成之前根据需要安装烟囱字码与门框结构。
25.对本技术方案的进一步补充,所述步骤十一进涂装房油漆作业完成之前根据需要吊上运输托架,安装防护圆钢。
26.对本技术方案的进一步补充,所述步骤三中用20#槽钢做好保形,保证翻滚过程中不偏转。
27.对本技术方案的进一步补充,所述步骤七中,在板片上烧焊翻身吊马。
28.对本技术方案的进一步补充,所述步骤五、步骤七中翻转分段采用行车翻转。
29.对本技术方案的进一步补充,所述步骤一完成后在烟囱外板上人工划出水平桁、平台板、角钢的定位线及100mark线,保证后续安装精度。
30.对本技术方案的进一步补充,所述左舷平直板片上平直位置的两根角钢是按定位线装配并烧焊。
31.其有益效果在于,1、无需使用胎架,在平整的地面装配,省去了胎架的制作和报检;2、内部平台小组立拼装结束,保证了成型美观,施工简单;3、绝大部分舾装件可提前安装,减小后续舾装件施工的工作量;4、由于外板卷板成型且对接焊完成后,才开始内部平台和大部分骨材的电焊工作,减少了外板“瘦马”现象,保证了外立面的美观。
附图说明
32.图1是本发明海苔卷阶段一结构示意图;
33.图2是本发明海苔卷阶段二结构示意图;
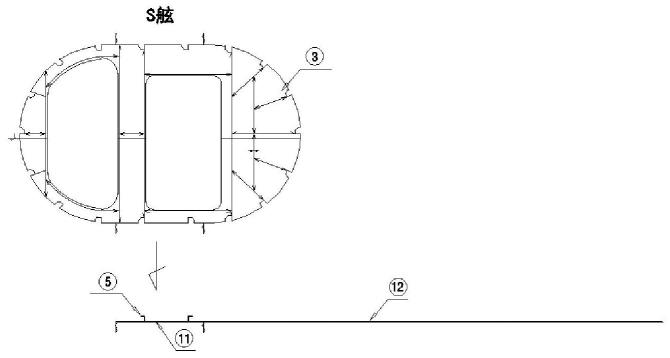
34.图3是本发明海苔卷阶段三结构示意图;
35.图4是本发明海苔卷阶段四结构示意图;
36.图5是本发明加工后的椭圆形烟囱的结构示意图;
37.图中,11、左舷平直板片;12、尾部曲面板片;13、右舷平直板片;14、首部曲面板片;2、水平桁;3、平台板;4、内部管舾件;5、角钢;6、分段翻身吊马;7、烟囱字码;8、门框结构;9、防护圆钢。
具体实施方式
38.由于现有的烟囱常规建造方式存在较多的问题,使用效果不佳,施工也比较困难,因此我们在现有技术缺陷的基础上设计了一种新型烟囱建造方法,加工方便,工作量小,施工方便,便于企业推广使用。
39.为了便于本领域技术人员对本技术方案更加清楚,下面将结合附图1-5详细阐述本发明的技术方案:
40.实现上述目的本发明的技术方案为,一种椭圆形烟囱的海苔卷式建造法,包括以下工作步骤:
41.步骤一:将烟囱外板分成2块,分别是左舷平直板片11与尾部曲面片拼接而成,以及右舷平直板片13与首部曲面板片14拼接而成;其中首部曲面板片14与左舷平直板片11对接的位置在首部曲面板片14上增加15mm余量,便于最后外板片的对接间隙的控制;所述外板板片的下端增加10mm的合拢余量,保证合拢精度,上端增加10mm的余量保证上端面在分段成型后的平整度;在烟囱外板上人工划出水平桁2、平台板3、角钢5的定位线及100mark线,保证后续安装精度。
42.步骤二、单独制作水平桁2与平台板3,并在该阶段安装部分内部管舾件4;
43.步骤三:将左舷平直板片11和尾部曲面板片12铺在平直地面上,按定位线装配并烧焊左舷平直板片11上平直位置的两根角钢5;然后从上到下依次装配水平桁2和平台板3,检查垂直度;用20#槽钢做好保形,保证翻滚过程中不偏转;
44.步骤四:装配剩余的所有角钢5,并进行点焊;
45.步骤五:将链条绑扎在左舷平直板片11和尾部曲面板片12与水平面交汇的交点位置处,缓慢翻转该分段,每旋转45
°
,进行一次点焊,保证外板和内部构件紧密贴附;
46.步骤六:由于此时内部框架强度足够,施工空间开敞,内部管舾件44进出方便,安装剩余的内部管舾件4;
47.步骤七:整体装配到右舷平直板片13和首部曲面板片14上,烧焊两块板片的对接缝;其中,在板片上烧焊翻身吊马,用于滚翻;每翻45
°
做一次点焊,保证外板和内部构件紧密贴附;
48.步骤八:再次翻身180
°
后,修割首部曲面板片14的余量,焊接对接缝;
49.步骤九:完成左舷水平桁2、平台板3以及剩余型材的电焊;
50.步骤十:翻身180
°
,完成右舷水平桁2、平台板3以及剩余型材的电焊;
51.步骤十一:进涂装房油漆作业;
52.步骤十二:建造完成。
53.对本技术方案的进一步补充,所述步骤十一进涂装房油漆作业完成之前根据需要安装烟囱字码7与门框结构8。
54.对本技术方案的进一步补充,所述步骤十一进涂装房油漆作业完成之前根据需要吊上运输托架,安装防护圆钢9。
55.对本技术方案的进一步补充,所述步骤五、步骤七中翻转分段采用行车翻转。
56.上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1