一种船舶上的绑扎件安装方法及一种检查装置与流程
1.本发明涉及船舶上的设备安装技术领域,具体涉及一种船舶上的绑扎件安装方法。
背景技术:
2.目前,在客滚船的设计建造领域中,因为大部分的客滚船、货滚船装载的货物以运载车辆这种大型的货物为主,因此在建造客滚船时,客滚船的甲板上需要安装用于固定车辆的车辆绑扎件,现有的车辆绑扎件有几种规格,有的绑扎件有两个为一组单元的绑扎件,或者四个为一组单元的绑扎件,在进行客滚船的甲板拼装时,车辆绑扎件的安装数量也较多,因此对于板扎件的安装精度也有较高的要求,需要在进行甲板分段拼装时,提前在甲板上进行开孔,为了各阶段装配时达到较高的精度,因此对于甲板的开孔精度也有较高的要求,因此需要一种可以提高车辆绑扎件安装精度的安装方法,以使车辆绑扎件的安装能够满足设计及使用要求,降低前期船舶建造作业难度,提高船舶建造效率。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种可以提高绑扎件安装精度,提高船舶建造效率的船舶上的绑扎件的安装方法。
4.为了实现本发明的目的,本发明提供了一种船舶上的绑扎件安装方法,包括船舶本体,船舶本体上设有船舶甲板,船舶甲板包括多个分段甲板,绑扎件安装于分段甲板上,其特征在于:绑扎件的安装方法具体包括如下步骤:
5.s1、在分段甲板上确定安装节点;
6.s2、在安装节点处开设安装孔;
7.s3、在安装孔的孔边实施精度补偿;
8.s4、在安装孔下设置绑扎件的加强结构;
9.s5、安装绑扎件。
10.优选的,根据权利要求1所述的船舶上的绑扎件的安装方法,其特征在于,所述s5步骤安装绑扎件中包括以下几个步骤:
11.s51、划线;
12.s52、装配;
13.s53、焊接;
14.绑扎件制作完成后,在甲板上确定的安装节点面板上划出绑扎件的中心十字线标记,并用标记工具进行标记,所述标记用于甲板分段安装时的对中基准。
15.优选的,当分段甲板进行拼板后在框架胎架上进行上胎定位,将所述绑扎件的中心十字线划出,将所述绑扎件的中心线引至分段合拢口100mm处做标记,其中,跨分段线下料未开孔的绑扎件安装位置亦应划线,以便检验与其同一组中另一只绑扎件的安装精度,划线允许偏差≤1mm,划线完成后应提交报验合格后方可进行绑扎件的安装。
16.优选的,在所述步骤s52装配中,具体包括如下几个步骤:
17.s521、将所述分段甲板进行拼板时在框架胎架上制作;
18.s522、在所述安装绑扎件前检查待安装的绑扎件是否有中心线标记,根据中心线标记在绑扎件表面划出中心十字线;
19.s523、安装时对齐分段甲板上开孔的中心十字线,装配定位后,测量并调整同一组内两个绑扎件的中心距离。
20.优选的,所述中心距离的允许偏差的范围为≤
±
3mm,并控制对接缝间隙的范围值在5mm-10mm内,并且按5mm间隙进行装配,并记录相应的实际测量结果。
21.优选的,在进行所述焊接时,所述绑扎件的焊接采用保护气体进行保护焊,焊缝背面贴陶瓷衬垫,单面焊双面成型,采用逐段对称的焊接方法,最后在打底焊接头处进行反扣,补焊。
22.优选的,在进行所述装配、定位焊接时,进一步检查是否存在气孔、夹渣、裂纹、未熔合等焊接缺陷,且在进行装配施工阶段时需按照与绑扎件相关的构件在各施工阶段的精度控制要求进行。
23.优选的,与所述绑扎件相关的构件在各施工阶段的精度控制要求包括分段甲板板件下料的板件长宽、分段甲板板件下料的板边直线度、分段甲板拼板的开孔中心距、分段甲板上胎划线作业及分段装配定位。
24.优选的,所述绑扎件安装后,采用检查装置检查各分段的安装精度是否满足要求。
25.优选的,本发明还提供一种检查装置,包括侧边校准连接件和连接柱,所述侧边校准连接件与连接柱固定连接,所述侧边校准连接件设有第一侧边校准连接件和第二侧边校准连接件,所述连接柱一端连接第一侧边校准连接件,另一端连接第二侧边校准连接件,所述检查装置用于检验采用船舶上的绑扎件安装方法安装后的安装精度,所述船舶上的绑扎件的安装方法为上述任一项所述的安装方法。
26.本发明的有益效果为:本发明提供了一种船舶上的绑扎件安装方法,本发明提供的安装方法,在分段甲板拼板时安装绑扎件,在甲板骨材结构之前先安装绑扎件,可避免绑扎件安装时仰装,降低安装难度,本方法通过分阶段安装绑扎件,将绑扎件的安装工序前移,提高了绑扎件的安装精度,降低作业难度的同时也提高了船舶的建造效率。
附图说明
27.通过附图中所示的本发明优选实施例更具体说明,本发明上述及其它目的、特征和优势将变得更加清晰。在全部附图中相同的附图标记指示相同的部分,且并未刻意按实际尺寸等比例缩放绘制附图,重点在于示出本发明的主旨。
28.图1为本发明船舶上的绑扎件安装方法中绑扎件安装节点的平面示意图;
29.图2为本发明船舶上的绑扎件安装方法中绑扎件安装节点的截面示意图;
30.图3为本发明中绑扎件开孔边精度补偿的平面示意图;
31.图4为本发明中加强结构的开孔边精度补偿的示意图;
32.图5为本发明中绑扎件的中心十字线的划线示意图;
33.图6为本发明中各形式绑扎件焊接顺序示意图;
34.图7为本发明中一种检查装置的平面示意图;
35.图8为本发明中一种检查装置的优选实施例示意图。
36.图中:1、套料开孔线;11、加强结构开孔孔边;2、理论开孔线;3、中心十字线标记;4、绑扎件中心十字线;5、侧边校准连接件;51、第一侧边校准连接件;52、第二侧边校准连接件;6、与连接柱。
具体实施方式
37.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。
38.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件并与之结合为一体,或者可能同时存在居中元件。本文所使用的术语“安装”、“一端”、“另一端”以及类似的表述只是为了说明的目的。
39.除非另有定义,本文所使用的所有的技术和科学术语与属于本文的技术领域的技术人员通常理解的含义相同。本文中说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
40.如图1-8所示,本发明的优选实施例提供了一种船舶上的绑扎件安装方法,包括船舶本体,船舶本体上设有船舶甲板,船舶甲板包括多个分段甲板,绑扎件安装于分段甲板上,绑扎件的安装方法具体包括如下步骤:
41.s1、在分段甲板上确定安装节点,具体的,根据绑扎件的常规尺寸在分段甲板上以半径r为185mm为圈设的安装节点,在圈设的安装节点上以半径r为 40mm的椭圆内环为绑扎件的安装开孔;
42.s2、在安装节点处开设安装孔,具体的,所有绑扎件在甲板上的安装孔开孔均在下料阶段数控开设,其所对应的球扁钢型材开孔需要由设计提供定位划线数据和开孔样,对应的加强扁铁、壁板和t型材腹板则由下料阶段数控开孔;
43.s3、在安装孔的孔边实施精度补偿,分段甲板的数控开孔,具体的,在本实施例中,数控开孔的孔边按照-5mm进行精度补偿,如图3所示,外圈为套料开孔线1,内圈为理论开孔线2,;
44.s4、在安装孔下设置绑扎件的加强结构,具体的,如图4所示,绑扎件的加强结构开孔孔边11按照-2mm进行精度补偿;
45.s5、安装绑扎件。
46.参考图1-5所示,在进一步的优选实施例中,在s5步骤安装绑扎件中包括以下几个步骤:
47.s51、划线;
48.s52、装配;
49.s53、焊接;
50.绑扎件制作完成后,在分段甲板上确定的安装节点面板上划出绑扎件的中心十字线标记3,并用标记工具进行标记,具体的,标记工具为洋冲标记,利用洋冲工具进行敲点标记,标记点不易被抹掉,标记用于甲板分段安装时的对中基准。
51.参考图1-5所示,在进一步的优选实施例中,当分段甲板进行拼板后在框架胎架上进行上胎定位,将绑扎件的中心十字线4划出,将绑扎件的中心线引至分段合拢口100mm处
做标记,做标记为了保证后续两个分段的合拢的精度,其中,跨分段线下料未开孔的绑扎件安装位置也应划线,当面对两个绑扎件为一组的单元绑扎件时,以便检验与其同一组中另一个绑扎件的安装精度,划线允许偏差≤1mm,划线完成后应提交合格的检验后再进行绑扎件的安装。
52.参考图1-5所示,在优选实施例中,在步骤s52装配中,具体包括如下几个步骤:
53.s521、将分段甲板进行拼板时在框架胎架上制作,采用框架式胎架作为辅助平台,刚性好,平整性好,方便甲板拼板,拼板件上胎时,绑扎件开孔周围的胎架需要进行局部加强,防止因绑扎件自重导致甲板下沉变形;
54.s522、在安装绑扎件前检查待安装的绑扎件是否有中心线标记,根据中心线标记在绑扎件表面划出中心十字线4;
55.s523、安装时对齐分段甲板上开孔的中心十字线4,装配定位后,测量并调整同一组内两个绑扎件的中心距离。
56.参考图1-5所示,在优选实施例中,中心距离的允许偏差的范围为≤
±
3mm,并控制对接缝间隙的范围值在5mm-10mm内,并且按5mm间隙进行装配,并记录相应的实际测量结果。
57.参考图1-6所示,在进一步的优选实施例中,在进行焊接工序时,绑扎件的焊接采用保护气体进行保护焊,具体体的,在本实施例中,保护气体为co2 气体,焊缝背面贴陶瓷衬垫,单面焊双面成型,采用逐段对称的焊接方法,最后在打底焊接头处进行反扣,补焊。
58.参考图1-6所示,在进一步的优选实施例中,在进行装配、定位焊接时,进一步检查是否存在气孔、夹渣、裂纹、未熔合等焊接缺陷,且在进行装配施工阶段时需按照与绑扎件相关的构件在各施工阶段的精度控制要求进行。
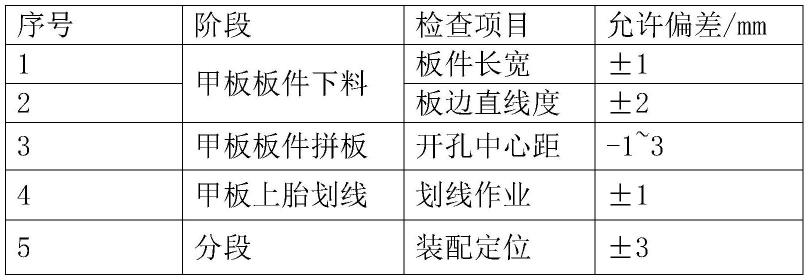
59.参考图1-6,在进一步的优选实施例中,与绑扎件相关的构件在各施工阶段的精度控制要求包括分段甲板板件下料的板件长宽、分段甲板板件下料的板边直线度、分段甲板拼板的开孔中心距、分段甲板上胎划线作业及分段装配定位,具体的,在本实施例中,在施工阶段时,各精度控制要求参照下表执行:
[0060][0061]
参考图1-6,在优选实施例中,绑扎件安装后,采用检查装置检查各分段的安装精度是否满足要求。
[0062]
参考图7-8,本发明的优选实施例还提供一种检查装置,包括侧边校准连接件5和连接柱6,侧边校准连接件5与连接柱6固定连接,侧边校准连接件5设有第一侧边校准连接件51和第二侧边校准连接件52,连接柱6一端连接第一侧边校准连接件,另一端连接第二侧边校准连接件,具体的,检查装置的材质可以为木板或透明树脂,轻便材质,方便拿取,检查
装置用于检验采用船舶上的绑扎件安装方法安装后的安装精度,船舶上的绑扎件的安装方法为上述任一优选实施例提供的安装方法。
[0063]
本发明的有益效果为:本发明提供了一种船舶上的绑扎件的安装方法,本发明提供的安装方法,在分段甲板拼板时安装绑扎件,在甲板骨材结构之前先安装绑扎件,可避免绑扎件安装时仰装,降低安装难度,本方法通过分阶段安装绑扎件,将绑扎件的安装工序前移,提高了绑扎件的安装精度,降低作业难度的同时也提高了船舶的建造效率。
[0064]
在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0065]
在本说明书的描述中,参考术语“优选实施例”、“再一实施例”、“其他实施例”或“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0066]
以上实施例仅表达了发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1