用于减压的装置、用于制造用于减压的装置的方法和计算机程序与流程
本发明涉及用于减压的装置的设计方案。本发明还涉及用于控制用于制造用于减压的装置的生产设备的方法和计算机程序。
背景技术:
1、用于减压的装置通常也称为减压器并且在潜水技术中用作呼吸调节器或用作个人防护装备的组成部分,例如用作用于压缩空气呼吸设备的呼吸调节器。为了减小压力,例如从200巴以上的高压水平减小到5巴的中压水平,由于潜水应用中的压力降低或在潜水进程时在吸气过程期间的压力降低,即使在周围的水的温度高于10℃的情况下也产生以下特殊情况,即,随着压力降低而来的呼吸气体冷却可导致构件或元件结冰。在此,部分地产生外部结冰,所述外部结冰涉及用于减压的装置或减压器在潜水进程期间被水包围冲刷的区域中的冻结。在此,部分地也产生如下结冰,所述结冰也涉及用于减压的装置中或减压器中的部件在潜水进程期间被水包围冲刷的区域中的冻结。结冰可发生在构件或构件的连接结构处,尤其是与水接触的构件的连接结构处,其中,发生从输入压力降低到输出压力。此外,结冰也可能更多地发生在如下构件或构件的连接结构处,在所述构件或构件的连接结构处,高的和局部同样过高的流速(大多数与湍流相关联)在导流构件的壁附近出现,所述导流构件例如是管线路、联接元件,例如接管、构件过渡部、构件连接结构,例如配合结构或螺纹件或类似物。壁或阶梯部处的增加的流速产生局部压降和带有湍流的情况,并且除了提到的结冰问题外,通常是针对如下的原因:尤其是在压降方面、针对将足量的呼吸气体提供和流向至应用者的不利情形。
2、为了向应用者提供和输送足量的气体,呼吸调节器中由于湍流产生的压降必须在结构上得到平衡,这通常则必须以增大连接管路和阀元件的流动横截面为代价。
3、总的来说,这导致呼吸调节器在尺寸设计方面通常构造得大且重,这关于操纵和应用者的舒适度要求方面可能被视为不利的。
4、附加地,在呼吸调节器运行时,带有湍流的情况通常也是针对带有提高的噪声发展的噪声问题的原因,因为通过湍流而出现噪声,所述噪声然后可以被传递直到应用者的呼吸面罩中。在消防队的救援力量应用中,呼吸调节器的传递到呼吸面罩中的噪声尤其是且例如在应用通信技术(无线电话)时可能具有缺点。
5、附加地,可以产生到周围环境中的噪声放射,噪声放射也可以被视为或感知为干扰性的。
6、作为用于联接装置的连接构件或连接元件在此例如提及联接元件,所述联接元件构造和设置用于将软管管路联接至供应容器。在供应容器中,用于潜水器具或压缩空气呼吸器具的使用的呼吸气体(空气、氧气)或还有呼吸气体混合物通常在高压下,即高于150巴(通常范围:200巴至400巴)准备好。
7、作为用于联接所述装置的连接构件或连接元件,在此此外例如提及如下联接元件,所述联接元件构造和设置用于将软管管路联接至呼吸面罩,因此,关于呼吸气体的流动引导和供应,尤其是还有关于在向应用者提供呼吸气体时针对呼吸调节器的部件处的压降的所提到的问题以及结冰问题和/或噪声问题,从现有技术出发存在用于改进用于减压的装置、尤其是呼吸调节器的功能的需求。
8、在本发明的范围内结合装置和装置的实施方式描述的特征和细节当然也与在本发明的范围内描述的方法以及用于执行该方法的计算机程序及其实施方式相关地适用,并且也相应反之亦然,从而关于各个发明方面的公开内容,始终可以相互参考。
技术实现思路
1、本发明的一个任务是给出一种带有改进的流动引导的用于减压的装置。
2、本发明的另一个任务是给出一种用于控制生产设备的方法,该生产设备用于自动化地制造带有改进的流动引导的用于减压的装置。
3、本发明的另一任务是给出一种计算机程序或计算机程序产品,其在生产设备处实现制造步骤的自动化。
4、所述任务通过独立的专利权利要求解决。
5、所述任务通过具有专利权利要求1的特征的用于减压的装置来实现。
6、所述任务通过具有专利权利要求13的特征的用于控制生产设备的方法来实现,该生产设备用于自动化地制造用于减压的装置。
7、所述任务通过具有专利权利要求14的特征的用于控制生产设备的方法来实现,该生产设备用于自动化地制造用于减压的装置。
8、所述任务通过具有专利权利要求15的特征的计算机程序来解决。
9、本发明的有利的实施方式由从属权利要求得到并且在下面部分参考附图的描述中更详细地阐释。
10、用于减压的装置的实施方式、尤其是在呼吸调节器的设计中表明为带有改进的流动引导。
11、本发明的第一方面通过带有改进的流动引导的用于减压的装置构造。
12、带有改进的流动引导的用于减压的装置具有如下组件,该组件具有
13、o 内部腔室,
14、o 外部腔室,
15、o第一气体供应管路,所述第一气体供应管路具有用于与高压气体源流体连接的气体输入部,所述第一气体供应管路用于将气体量从高压源供应到所述组件的内部腔室中,
16、o第二气体供应管路,所述第二气体供应管路用于将气体量供应和提供给气体输出部。
17、所述组件也可以称为呼吸调节器。
18、内部腔室也可以称为高压腔室。
19、外部腔室也可以称为中压腔室。
20、具有内部腔室和外部腔室的组件实现气体量的降低。所述组件因此构造为带有减压器的功能,该减压器设计成用于将压力水平从第一压力水平降低到第二压力水平。所述组件因此也可以称为减压器。
21、气体输入部用于将连接管路联接或连接到所述组件处,例如以适用于高压的软管连接结构的形式设计。第一压力水平上的气体量大多借助高压源提供,所述高压源通常呈具有在高压下压缩的气体混合物的瓶的形式。软管连接结构可以与高压源流体连接。
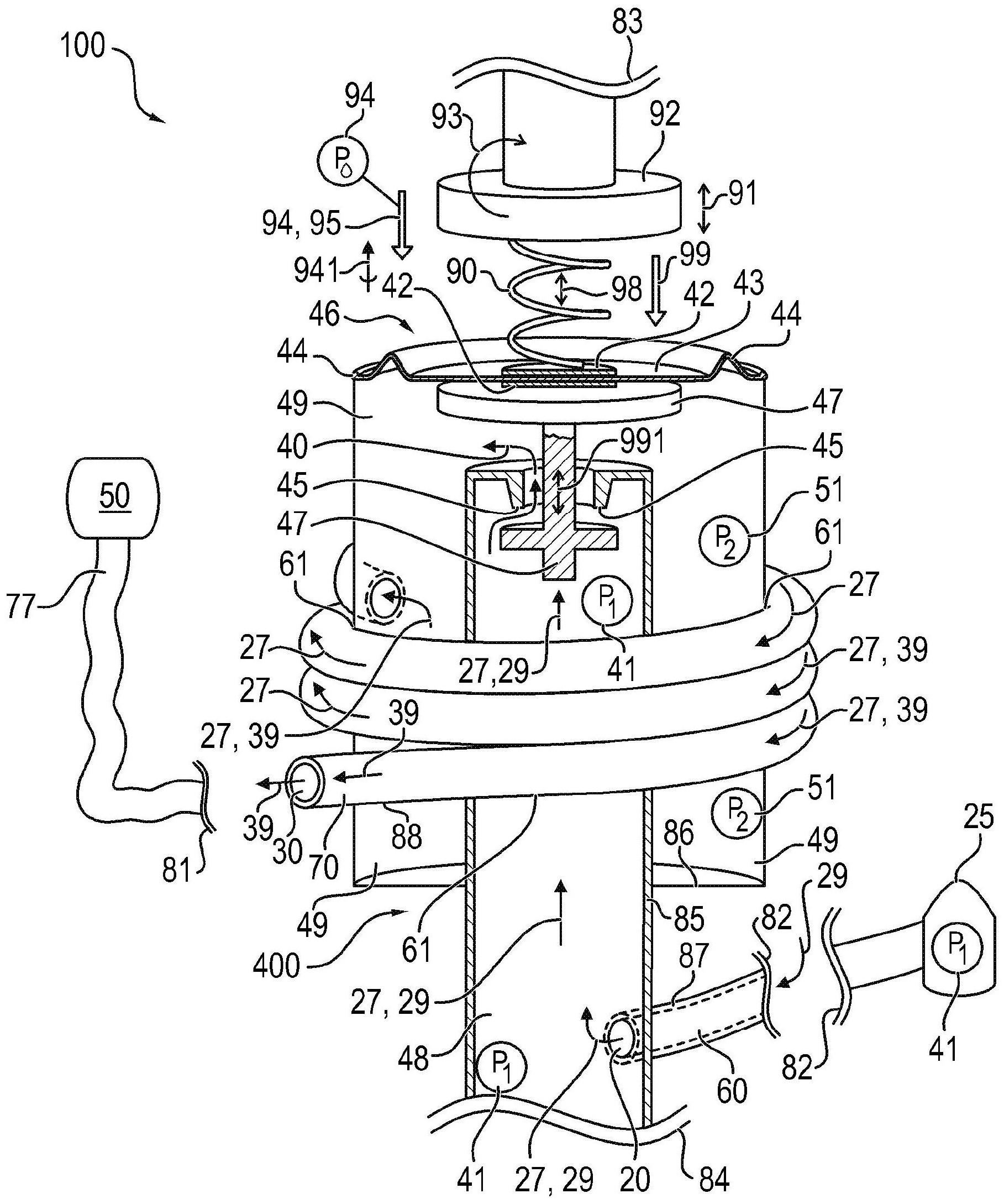
22、为了降低压力,所述组件具有阀组件,其带有阀座、阀元件、柔性构造的膜片和弹簧元件。此外,可以设置有用于调节弹簧元件的预紧力的调整元件。
23、在阀组件中设置有连接元件,所述连接元件构造用于将膜片不仅与弹簧元件连接而且与阀元件连接。
24、膜片借助膜片固定部保持在外部腔室处,例如保持在外部腔室的壁处。如果例如通过第一或第二压力水平的气体量、通过弹簧元件或通过从外部作用的压力、例如水压,力作用到膜片上,膜片固定部使膜片能够运动和偏转。
25、压力在此从高于10mpa或100巴的第一压力水平(高压、高压级)降低到处于低于10mpa或100巴且高于0.2mpa或2.0巴的压力范围内的第二压力水平(中压、中压级)。第一压力水平代表高压范围,该高压范围例如用于借助高压气瓶进行提供。高压范围典型地高于20mpa或200巴。第二压力水平代表中压范围。用于为应用者、如消防队、山地救援、矿山救援的救援力量供应和提供的典型的中压例如是0.5mpa或5.0巴至1mpa或10.0巴的中压。第一压力水平也称为高压。第二压力水平也称为中压。
26、第一气体供应管路在所述装置内用于将处于第一压力水平(高压)的气体量从气体输入部朝向阀组件供应和引导。
27、第二气体供应管路在所述装置内用于将处于呼吸气体量的组件的第二压力水平(中压)的水平上的量从所述阀组件供应给气体输出部。
28、气体输出部用于将例如以合适的软管连接结构形式设计的连接管路联接至具有肺部自动装置的流体连接结构。
29、肺部自动装置可以说是用于压力降低的第二组件,该第二组件构造用于将压力从第二压力水平(中压)降低到第三压力水平(低压)。第三压力水平代表具有低于0.2mpa或2.0巴的压力水平的低压范围,在该压力水平上应用者在使用过程中可以吸气和呼气。这种用于给应用者供应呼吸气体量的肺部自动装置通常也称为肺需求阀(ldv)。肺部自动装置然后使处于第三压力水平的水平上的量作为呼吸气体以用于呼吸面罩的嘴件或联接件形式直接提供给应用者。第三压力水平也称为低压。
30、应用者包括例如消防和救援单位中的消防队的救援力量和人员以及消防队、技术救援组织或警察的潜水员。
31、所述组件(呼吸调节器)作为用于减压的装置的一部分构造从高压到中压的第一压力降低。第二组件(肺部自动装置)构造从中压到低压的压力降低作为对于应用者而言可呼吸的压力水平。
32、根据本发明,第二气体供应管路如此设计,使得第二气体供应管路至少部分地在外侧包围所述组件的至少一个气体引导区段。在此,在所述第二气体供应管路和所述组件之间得到导热接触部。由此,有利地在处于所述组件的气体引导区段内的量和处于气体供应管路内的量之间产生温度平衡和/或在所述组件的气体引导区段和所述第二气体供应管路之间产生温度平衡。所述组件的气体引导区段可以是内部腔室、外部腔室、气体输入部、气体输出部、内部腔室和外部腔室、气体输入部、气体输出部的壁以及阀组件整体,但尤其是阀座、阀元件、连接元件或膜片固定部、膜片。
33、借助这种温度平衡,可以实现以下优点,即,可以减少或甚至很大程度上防止由于呼吸气体的随着压力降低而来的冷却而导致的装置结冰,尤其是所述组件结冰。
34、在一个优选的实施方式中,所述第二气体供应管路以第一端部开始至少部分地在外侧围绕所述组件的气体引导区段螺线形地、环形地和/或螺旋形地布置。所述第二气体供应管路以第二端部通入到所述气体输出部中。第二气体供应管路的环形和/或螺旋形的布置得到结构性情况,即,第二气体供应管路可以说以多圈缠绕所述组件。借助这种环形和/或螺旋形的缠绕,有利地,用于在所述组件和第二气体供应管路之间构造热接触部的表面可以在有限的安装空间上最佳地和最大地设计,从而在组件和第二气体供应管路之间的高效的温度平衡可以避免所述组件的结冰。
35、在一个优选的实施方式中,所述第二气体供应管路可以构造成至少部分地在外侧包围所述组件的另外的元件,例如也包围阀组件,尤其是也包围弹簧元件、膜片固定部或连接元件。借助这种环形的和/或螺旋形的缠绕,可以有利地最佳地和最大地设计在所述组件的元件和第二气体供应管路之间的热接触部的构造。由此在所述组件的元件之间产生高效的温度平衡,尤其是也在阀组件和第二气体供应管路之间产生高效的温度平衡,这可以很大程度上有助于防止组件的元件,尤其是阀组件的元件结冰。
36、一些实施方式表明,用于减压的装置的单个的部件或部件的功能结构组可以在制造或接合方法中制造,该制造或接合方法为了塑料材料和/或金属材料的形状配合和/或力配合以及气密的连接的构造基于打印技术或3d打印技术。其它材料是塑料复合材料或金属复合材料。
37、打印技术或3d打印技术实现在所谓的增材制造方法(am,英文:additivemanufacturing)中生产构件和/或部件,也就是说构件、如逐铺层或逐层地增材生长部件。各种不同的打印技术、尤其是3d打印技术实现如下形状的设计,所述形状利用切削或铣削制造方法亦或借助传统的注射成型方法是无法实现的。
38、使用打印技术或3d打印技术的所描述的实施方式的特别优点从以下得到:由于形状设计的新可能性,部件和/或功能结构组可以设计为带有新颖的功能和/或也带有改进的功能。
39、在此代表另外的增材制造方法在下面示例性地列出一些增材制造方法,并且简短地进行描述。
40、fdm 3d打印(熔融沉积成型,英文:fused deposition modeling)或熔丝制造(fff)通常也称为熔化分层,表示如下制造方法,借助该制造方法逐层地由可熔化的塑料或由熔化的金属构建工件。
41、粘合剂喷射成型或粘合剂喷射成型3d表示一种增材制造方法,在该增材制造方法中,粉末状的初始材料在所选择的部位处与粘合剂粘接,以产生工件。工件的机械性能可以通过接着借助后续的烧结工艺去除粘合剂来改进。
42、sls(选择性激光烧结,英文:selective laser sintering),选择性激光烧结(sls)的方法是一种工业3d打印方法,该3d打印方法理想地适用于制造最终应用部件。在sls中,激光选择性地烧结聚合物粉末颗粒,将其熔合并且逐层构建部件。
43、立体光刻
44、借助立体光刻,工件通过在空间中自由材料化的(网栅)点逐层地由光固化塑料(光敏聚合物,例如丙烯酸树脂、环氧树脂或乙烯基酯树脂)构建,并且由激光逐层固化。在立体光刻方法中,由于由激光固化的树脂仍然相对较软,因此在构建过程中必须可靠地固定大的构件和还有特定的形状元件(例如伸出部)。为此,在制造时还一同构建支撑结构。在构建过程之后,构件被从支撑结构释放,利用溶剂清洗,并且在紫外线灯下在柜中完全固化。在用于较小的构件的微立体光刻中,不需要支撑结构,在许多情况下也可以省却再固化。
45、mjm(多喷嘴成型,英文:multijet modeling)在mjm方法中,部件通过将粘合剂喷涂到聚合物粉末颗粒的薄层上连同后续在使用红外热源的情况下进行的烧结工艺来制成。mjm制造带有各向同性机械性能的功能性塑料部件,所述功能性塑料部件可用于原型成型或小批量生产的最终应用。
46、其它增材制造方法例如在德国标准“增材制造方法”:vdi34005中以及在美国标准“增材制造技术”:astmf42中或在国际标准“增材制造”:iso/tc261中列出。为此在没有对完整性的要求的情况下给出其中的示例性摘录:
47、·立体光刻(sl、sla)
48、·激光烧结(ls)
49、·激光束熔化(slm=选择性激光熔化,还有:激光束熔化=lbm)
50、·电子束熔化(ebm)
51、·熔融层成型/制造(flm)
52、·熔丝制造(fff)
53、·多喷嘴成型(mjm)
54、·聚喷嘴成型(pjm)
55、·粘合剂喷射
56、·3d打印
57、·层压制造(llm)
58、·数字光处理(dlp)
59、·热转移烧结(tts)
60、在另一个优选的实施方式中,气体输出部设计为在内侧带有几何结构,所述几何结构构造内轮廓,从而在所述气体输出部和联接元件之间的过渡部中不存在阶梯部或台肩。用于与气体输出部连接的联接元件可以例如设计为联接元件、连接管路或以软管连接结构的形式设计。内轮廓可以在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。在所述气体输出部至所述联接元件的过渡部处的没有流动分离的流动状态和/或基本上局部层流的流动减少了在联接元件和气体输出部之间的过渡部位处的湍流和压降,并且因此例如也减少了可能的由于流动引起的噪声。
61、在一个优选的实施方式中,所述组件的气体输出部设计为在外侧带有柱状或管状的外轮廓。柱状或管状的外轮廓构造用于附接或接纳连接元件或联接元件。连接元件或联接元件例如可以构造为这样的元件,该元件可以借助接合连接、夹紧连接或切割连接与气体输出部的柱状或管状的外轮廓连接。作为示例在此提及所谓的切割环螺纹连接结构。切割环螺纹连接结构亦或切割环管螺纹连接结构是用于直至高于600巴的气压的高压的装配元件,其结构设计和设置用于实现在柱状的管线路元件之间的气密连接。例如,切割环螺纹连接结构例如在国际标准“用于流体动力和一般应用的金属管螺纹连接结构”:iso8434-1中列出并且针对不同压力范围内的应用进行了分类。外轮廓可以在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
62、在一个优选的实施方式中,第二气体供应管路与所述组件一起设计为共同的构件。所述共同的构件优选地且例如可以一件式地在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
63、在一个优选的实施方式中,第二气体供应管路与气体输出部一起设计为共同的构件。所述共同的构件优选地且例如可以一件式地在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
64、在一个优选的实施方式中,气体输出部与第二气体供应管路以及所述组件一起设计为共同的构件。所述共同的构件优选地且例如可以一件式地在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
65、在一个优选的实施方式中,气体输入部与所述组件一起设计为共同的构件。所述共同的构件优选地且例如可以一件式地在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
66、在一个优选的实施方式中,气体输入部、气体输出部、第二气体供应管路与所述组件一起设计为共同的构件。
67、在一个优选的实施方式中,所述共同的构件可以在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
68、在一个优选的实施方式中,具有膜片、阀座和阀元件的阀组件作为结构组可以在基于打印技术或3d打印技术的制造或接合方法中制造或可以基于打印技术或3d打印技术制造。所述制造可以借助所述制造或接合方法优选地得到共同的结构组并且进一步优选地可以得到一件式的共同的结构组。
69、在一个优选的实施方式中,在基于打印技术或3d打印技术的制造或接合方法中,使用由塑料材料、塑料复合材料、金属材料或金属复合材料构成的材料。
70、在一个优选的实施方式中,所述共同的构件可以优选地且例如一件式地在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。制造或接合方法可以优选地作为自动化方法实施。
71、在一个优选的实施方式中,在基于3d打印技术的制造或接合方法中不使用增材制造中的支撑结构。该制造或接合方法提供以下优点,即,可以省却用于后处理的步骤。例如,如果代替基本上圆形的内部造型,例如气体输入部、气体输出部和第二气体供应管路的基本上圆形的内部造型而选择具有滴状或三角形结构的内轮廓,则可以省却支撑结构。
72、在一个优选的实施方式中,所述气体输入部作为嵌入件嵌入、拧入或压入到布置在所述组件中的配合座中。所述座例如可以借助铣削和/或切削加工以孔、螺纹或接纳部的形式引入到所述组件中。在此,所述组件可以由塑料材料、塑料复合材料在基于打印技术或3d打印技术的制造或接合方法中制造或者可以基于打印技术或3d打印技术制造。
73、在一个优选的实施方式中,所述气体输出部作为嵌入件嵌入、拧入或压入到布置在所述组件中的配合座中。所述座例如可以借助铣削和/或切削加工以孔、螺纹或接纳部的形式引入到所述组件中。
74、上面阐释了本发明的关于带有改进的流动引导的用于减压的装置的方面。
75、下面更详细地阐释本发明的关于用于控制生产设备的方法的另一方面,所述生产设备用于自动化地制造带有改进的流动引导的用于减压的装置。此外,应阐释关于计算机程序或计算机程序产品的方面。计算机程序或计算机程序产品使该方法能够在制造步骤的自动化时在生产设备中实现。
76、作为用于自动化地制造用于减压的装置的合适的生产设备,在此尤其提及打印设备,3d打印设备以及钻孔、车削或铣削设备,所述钻孔、车削或铣削设备用于对借助打印设备,3d打印设备制备的根据本发明的装置进行切削加工或后处理。打印设备和3d打印设备实现根据在本技术的范围内已经提到的方法、例如fdm 3d打印(熔融沉积成型)或熔丝制造(fff)、选择性激光烧结(sls)、多喷嘴成型(mjm)、聚喷嘴成型(pjm)、熔融层成型/制造(flm)、选择性激光熔化(slm)、立体光刻(sl)、激光烧结(ls)、电子束熔化(ebm)来制造部件。在此可以应用塑料材料、塑料复合材料、金属材料或金属复合材料。钻孔、车削或铣削设备、尤其是具有在设计为带有cnc控制(cnc=计算机数字控制)的机床的情况下可以实现构件的带有造型、表面处理、钻孔、铣削、螺纹切割的自动化加工。构件加工或后处理的定义在此可以借助cam系统(计算机辅助制造=cam,即计算机辅助的制造)自动化地实现。在此可以应用塑料材料、塑料复合材料、金属材料或金属复合材料。
77、控制在此可以包括闭环控制(英文:closed-loop-control)、开环控制(英文:open-loop-control)或在所使用的打印设备和3d打印设备以及钻孔、车削或铣削设备处执行调整(设定、调节)。
78、在一个优选的实施方式中,所述方法能够在基于打印技术或3d打印技术的制造或接合方法中实现自动化的增材制造,以便将第二气体供应管路如此布置在具有内部腔室和外部腔室的组件处,以及由所述第二气体供应管路与所述组件如此构造共同的构件,使得所述第二气体供应管路环形地和/或螺旋形地至少部分地在外侧围绕所述组件的气体引导区段布置并且至少部分地在所述组件的气体引导区段和所述第二气体供应管路之间存在导热接触部。
79、在一个优选的实施方式中,所述方法能够在基于打印技术或3d打印技术的制造或接合方法中实现自动化的增材制造,以便将具有内轮廓的气体输出部如此布置在具有内部腔室和外部腔室的组件处,以及由所述气体输出部与所述组件如此构造共同的构件,使得在所述气体输出部和联接元件之间的过渡部中不存在阶梯部或台肩。
80、在另一个实施方式中构造有计算机程序或计算机程序产品,所述计算机程序或计算机程序产品带有程序代码,所述程序代码用于当程序代码在计算机、处理器或可编程硬件部件上实施时执行上述用于自动化地增材制造用于减压的装置的方法中的至少一个方法。计算机程序或计算机程序产品构造为带有用于执行用于控制生产设备的方法的程序代码,其中,该程序代码可在计算机、处理器或可编程硬件部件上实施。除了用于控制3d打印设备和/或钻孔、车削或铣削设备的指令外,程序代码在此还具有关于用于减压的装置的形状和设计的数据,该装置具有带有内部腔室和外部腔室、气体输出部、气体输入部以及第二气体供应管路的组件。所述数据可包括适用于外形设计和结构设计的计算机程序(计算机辅助工程(cae))的cad模型、3d模型、2d模型、线框模型或矢量数据。
81、所述数据可包括适用于计算机辅助制造(cam,英文:computer-aidedmanufacturing)的计算机程序的cad模型、3d模型、2d模型、线框模型或矢量数据。
82、计算机程序产品和程序代码在此包括对于创建用于减压的装置所需的数据(cae、cam),以便在打印设备和3d打印设备以及钻孔、车削或铣削设备上借助自动化增材制造来制造所述用于减压的装置。
- 还没有人留言评论。精彩留言会获得点赞!