推进器的导管以及制作方法与流程
本公开属于船舶推进器领域,特别涉及一种推进器的导管以及制作方法。
背景技术:
1、导管是推进器的重要结构。导管一般包括外环框、多个导叶以及毂体。外环框位于所述毂体外,所述多个导叶位于所述外环框和所述毂体之间,且分别与所述外环框和所述毂体相连。
2、相关技术中,通常采用铸造加磨削的方式制造导管,铸造脱模得到导管毛坯后,再对导管毛坯进行磨削加工,以使导管的各个尺寸满足设计要求。
3、然而,对于尺寸较大的导管,铸造难度较大,铸造过程不好控制,导叶分别与外环框以及毂体的连接部位易出现气孔、疏松等铸造缺陷,影响导管的质量,导致加工出的导管精度较差。
技术实现思路
1、本公开实施例提供了一种推进器的导管以及制作方法,能够提高导管的加工精度,有利于进一步提升推进器的推进效率。所述技术方案如下:
2、本公开实施例提供了一种导管的制作方法,所述制作方法包括:提供外环框,所述外环框具有多个第一定位结构和多个第一装配孔,所述多个第一定位结构沿着所述外环框的周向均匀间隔布置,且所述多个第一装配孔与所述多个第一定位结构一一对应,所述多个第一装配孔中每个第一装配孔沿着所述外环框的轴线方向延伸,所述第一装配孔位于对应的所述第一定位结构中;提供毂体,所述毂体具有多个第二定位结构和多个第二装配孔,所述多个第二定位结构沿着所述毂体的周向间隔均匀布置,且所述多个第二装配孔与所述多个第二定位结构一一对应,且所述多个第二装配孔中每个第二装配孔沿着所述外环框的轴线方向延伸,所述第二装配孔靠近对应的所述第二定位结构布置;提供多个导叶,所述多个导叶中每个导叶具有第三定位结构、第四定位结构、第三装配孔以及第四装配孔,所述第三定位结构和所述第三装配孔沿着所述外环框的径向均位于所述导叶的第一端,所述第三装配孔靠近对应的所述第三定位结构布置,所述第四定位结构和所述第四装配孔沿着所述外环框的径向均位于所述导叶的第二端,所述第四装配孔靠近对应的所述第四定位结构布置;将所述多个导叶置于所述外环框和所述毂体之间,使每个所述导叶的所述第三定位结构与对应的一个所述第一定位结构相互卡接,所述第四定位结构与对应的一个第二定位结构相互卡接,所述第三装配孔与对应的所述第一装配孔同轴,所述第四装配孔与对应的所述第二装配孔同轴;在同轴布置的所述第一装配孔和所述第三装配孔中,以及同轴布置的所述第二装配孔与所述第四装配孔中均插装连接件,得到所述导管。
3、在本公开的又一种实现方式中,所述提供外环框包括:分别加工内环板、中间法兰、悬架连接法兰以及多个耳型外板;将所述内环板、所述中间法兰、所述悬架连接法兰以及所述多个耳型外板焊接在一起,使得所述中间法兰和所述悬架连接法兰分别位于所述内环板的两端,且所述多个耳型外板中每个所述耳型外板的第一端与所述悬架连接法兰相连,所述耳型外板的第二端与所述中间法兰相连,得到所述焊接件;对所述焊接件进行机加工,使得每个所述耳型外板分别具有一个所述第一定位结构和一个所述第一装配孔。
4、在本公开的又一种实现方式中,所述第一定位结构的延伸方向为所述耳型外板的第一端到第二端的方向,所述第一装配孔位于所述第一定位结构靠近所述耳型外板的第二端处。
5、在本公开的又一种实现方式中,所述将所述内环板、所述中间法兰、所述悬架连接法兰以及所述多个耳型外板焊接在一起,包括:将所述中间法兰同轴套在所述内环板的第一端外,且使得所述中间法兰的内环壁与所述内环板焊接在一起;将所述悬架连接法兰布置在所述内环板的第二端,且使得所述悬架连接法兰的外环壁与所述内环板焊接在一起;将所述多个耳型外板沿着所述悬架连接法兰的周向均匀间隔布置,且使得所述多个耳型外板中每个耳型外板的第一端与所述悬架连接法兰焊接在一起,所述耳型外板的第二端与所述中间法兰的环面焊接在一起,所述耳型外板的中部与所述内环板焊接在一起。
6、在本公开的又一种实现方式中,所述提供多个导叶,包括:采用以下方式制造所述多个导叶中的任一导叶:通过增材制造技术得到导叶毛坯;对所述导叶毛坯进行去应力退火;对去应力退火后的所述导叶毛坯的外表面进行粗加工和精加工,得到导叶成型件;对所述导叶成型件进行机加工,得到所述导叶。
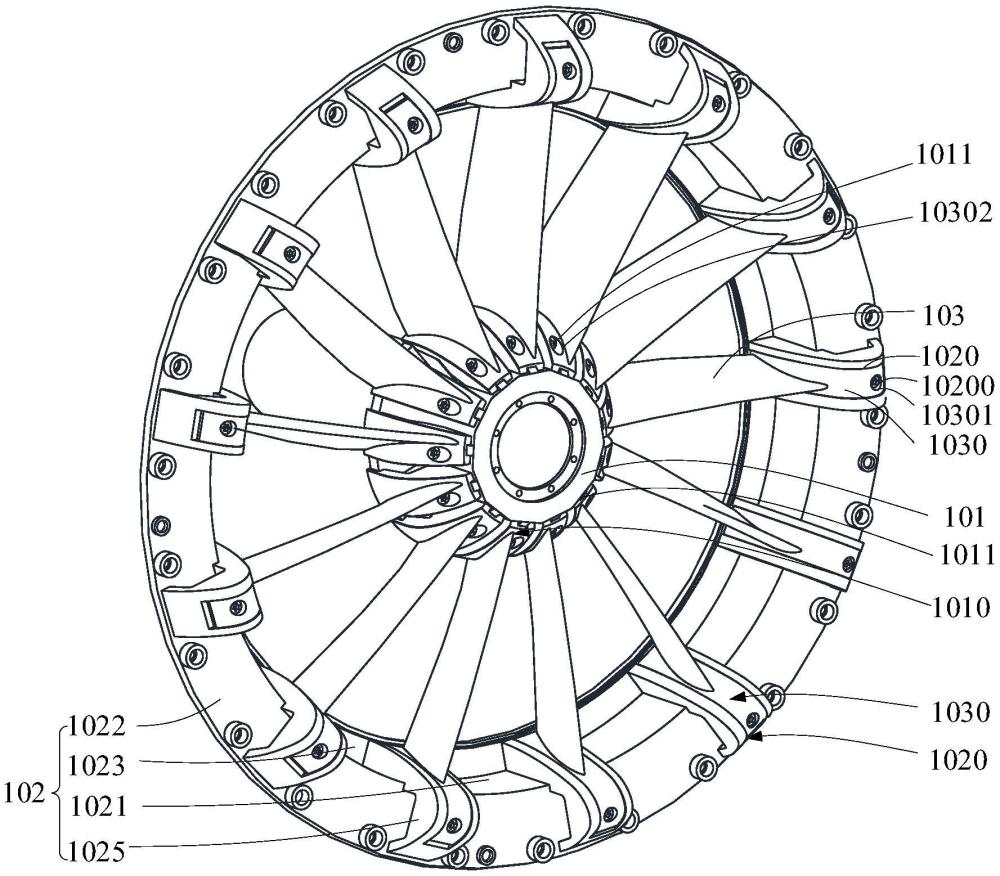
7、在本公开的又一种实现方式中,还提供一种导管,所述导管包括毂体、外环框和多个导叶,所述毂体和所述外环框同轴布置,且所述外环框位于所述毂体外,所述外环框中具有多个第一定位结构和多个第一装配孔,所述多个第一定位结构沿着所述外环框的周向均匀间隔布置,且所述多个第一装配孔与所述多个第一定位结构一一对应,所述多个第一装配孔中每个第一装配孔沿着所述外环框的轴线方向延伸,所述第一装配孔位于对应的所述第一定位结构中;所述毂体具有多个第二定位结构和多个第二装配孔,所述多个第二定位结构沿着所述毂体的周向间隔均匀布置,且所述多个第二装配孔与所述多个第二定位结构一一对应,所述多个第二装配孔中每个第二装配孔沿着所述外环框的轴线方向延伸,所述第二装配孔靠近对应的所述第二定位结构布置;所述多个导叶周向均匀布置在所述毂体和所述外环框之间,所述多个导叶中每个导叶具有第三定位结构、第四定位结构、第三装配孔以及第四装配孔,所述第三定位结构和所述第三装配孔沿着所述外环框的径向均位于所述导叶的第一端,所述第三装配孔靠近对应的所述第三定位结构布置,所述第四定位结构和所述第四装配孔沿着所述外环框的径向均位于所述导叶的第二端,所述第四装配孔靠近对应的所述第四定位结构布置,每个所述导叶的所述第三定位结构与对应的一个所述第一定位结构相互卡接,所述第四定位结构与对应的一个第二定位结构相互卡接,所述第三装配孔与对应的所述第一装配孔同轴连接,所述第四装配孔与对应的所述第二装配孔同轴连接。
8、在本公开的又一种实现方式中,所述第一定位结构以及所述第四定位结构均为卡槽,所述第二定位结构以及所述第三定位结构均为凸起,所述第三定位结构位于所述第一定位结构中,所述第二定位结构位于所述第四定位结构中。
9、在本公开的又一种实现方式中,所述导叶包括第一连接部、第二连接部和叶片主体,所述第一连接部和所述第二连接部沿着所述外环框的径向分别连接在所述叶片主体的两端;所述第一连接部为弯折结构,所述第一连接部的第一部分位于所述外环框内,所述第一连接部的第二部分位于所述外环框的端部外,所述第三定位结构位于所述第一连接部中,所述第三装配孔位于所述第一连接部的第二部分中;所述第四定位结构和所述第四装配孔位于所述第二连接部中。
10、在本公开的又一种实现方式中,所述第三定位结构具有第一斜面,沿着所述第一连接部的第一部分到第二部分的方向,所述第一斜面沿着所述外环框的径向向外延伸;所述第一定位中具有与所述第一斜面贴合的第二斜面。
11、在本公开的又一种实现方式中,所述毂体包括轴径段、环套以及多个固定座,所述环套套接在所述轴径段的中部外,所述多个固定座周向间隔均匀连接在所述轴径段的外周,且与所述环套的同一端面连接;所述多个第二定位结构与所述多个固定座一一对应,且所述第二定位结构为长条肋板,所述第二定位结构的长度方向为所述轴径段的轴线方向,所述第二定位结构的一端与对应的所述固定座相连,另一端与所述轴径段相连,所述第二装配孔位于对应的所述第二定位结构所对应的中;所述第二连接部朝向所述毂体的一侧具有定位凸台,所述第四装配孔穿过所述定位凸台,所述定位凸台与对应的一个所述固定座对接在一起。
12、本公开实施例提供的技术方案带来的有益效果是:
13、通过本公开实施例提供的制作方法在加工导管时,由于该方法是分别先提供外环框、毂体以及导叶,然后再将导叶置于外环框和毂体之间,并通过第一定位结构与第三定位结构配合,第二定位结构与第四定位结构配合,使得各个导叶分别定位装配在外环框和毂体之间,然后再在第一装配孔和第三装配孔以及第二装配孔与第四装配孔中插接连接件,即可得到导管。这样通过采取装配的方式加工导管,避免了导管的整体铸造的诸多缺点,简化了导管的加工工艺,将导管的整体制造的串联式工艺变成了并联工艺,大大提升了生产效率。
14、另外,装配方式加工导管,也大大提高了产品的可维修性,当某一部件损坏后,只需更换损坏部件而不必整个导管报废,可以大大较少推进器的维修周期,也能降低维修成本。
- 还没有人留言评论。精彩留言会获得点赞!