适用于飞机大部件的蒙皮端面的位置度检测方法与流程
1.本发明属于数字化测量领域,具体涉及一种适用于飞机大部件的蒙皮端面的位置度检测方法。
背景技术:
2.在飞机大部件下架进行质量终检时,需要针对大部件的蒙皮端面位置度进行检测。其中,位置度是表示零件上的点、线、面等要素相对其理想位置的准确状况,包括点的位置度、线的位置度和面的位置度,位置度公差是被测要素的实际位置相对于理想位置所允许的最大变动量。具体到蒙皮端面,在检测时,需要测量端面上的点的实际坐标,并与其数学模型的理论坐标值进行比较,根据二者的差值得到蒙皮端面位置度。
3.传统方法使用激光跟踪仪检测,属于接触式检测,需要人为将反射球接触在蒙皮端面上,由于常规大部件蒙皮的端面厚度在1mm-3mm间,人为摆放反射球至蒙皮端面上操作难度大,效率非常低。而使用激光雷达检测,属于非接触式检测,需要依靠人眼目视的方法,将激光雷达的光线移动至蒙皮端面上,由于蒙皮端面薄,人眼驱动激光瞄准目标耗时大,部分高处的蒙皮,由于观察视角不理想,无法准确瞄准。若直接利用激光雷达视觉扫描功能,获取蒙皮端面边界点云时,点云的离散性大,无法直接使用,因此难以准确评价蒙皮端面位置度。
技术实现要素:
4.本发明为了解决上述问题,提出一种适用于飞机大部件的蒙皮端面的位置度检测方法。
5.本发明是通过下述技术方案来解决上述技术问题的:
6.本发明提供了一种适用于飞机大部件的蒙皮端面的位置度检测方法,所述方法包括以下步骤:
7.步骤一:建立蒙皮的数学模型,从而得到蒙皮端面的模型坐标以及沿着蒙皮的数学模型端面的边缘线;
8.步骤二:利用激光雷达沿着所述边缘线对蒙皮端面进行扫描,得到有关蒙皮端面的点云数据;
9.步骤三:以沿着蒙皮端面周向的相邻点之间的预定距离,将有关蒙皮端面的点云数据划分成多簇纵向点云数据,每簇所述纵向点云数据包含位于蒙皮端面上的数据和在垂直于蒙皮端面的纵向方向上的数据;
10.步骤四:从每簇所述纵向点云数据中提取位于蒙皮端面上的数据并将其拟合成一条直线,由此得到多条拟合的直线,确定每条直线的中点;
11.步骤五:根据拟合的直线中点的坐标,利用激光雷达测量蒙皮端面上对应于该中点的点的实际坐标;
12.步骤六:比较多条拟合直线中点的实际坐标和模型坐标,从而得到蒙皮端面位置
度。根据本发明的方法简单、步骤少、易于实现,可以全自动化完成,成本低,测量精度高,大大提升了检测的质量和效率。
13.根据本发明的一种实施方式,所述方法还包括:在利用激光雷达对蒙皮端面进行扫描之前,建立测量坐标系,并将所述测量坐标系与蒙皮的数学模型坐标系对齐。根据本实施方式的方法,坐标对齐消除了坐标系之间的差异和转换,便于后续整个过程的快速实现。
14.根据本发明的一种实施方式,利用工具球将所述测量坐标系与蒙皮的数学模型坐标系对齐。根据本实施方式的方法,工具球的使用可以简单、高精度地完成坐标系对齐。
15.根据本发明的一种实施方式,利用工具球将所述测量坐标系与蒙皮的数学模型坐标系对齐包括:将工具球放置在飞机的基准孔中,利用激光雷达扫描工具球的表面,确定基准孔中心的实际坐标,并获取基准孔中心在蒙皮的数学模型坐标系中的理论坐标,将所述实际坐标转换到理论坐标,从而将所述测量坐标系与蒙皮的数学模型坐标系对齐。根据本实施方式的方法,通过工具球与基准孔的组合使用,步骤少,需要的工具少,可以简单、快速地实现坐标系对齐。
16.根据本发明的一种实施方式,步骤三通过聚类分析方法实现。根据本实施方式的方法,利用成熟的聚类分析可以快速、高效地实现数据处理。
17.根据本发明的一种实施方式,从每簇所述纵向点云数据中提取位于蒙皮端面上的数据通过聚类分析方法实现。根据本实施方式的方法,利用成熟的聚类分析可以快速、高效地实现数据处理。
18.根据本发明的一种实施方式,每簇所述纵向点云数据具有l形形状。根据本实施方式的方法,l形数据辨识度高、通用性好、易于处理,适用于各种零部件的检测。
19.根据本发明的一种实施方式,蒙皮为圆筒形。根据本实施方式的方法,圆筒形的蒙皮具有代表性,对其的检测可以扩展到其他形状的零部件。
20.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
21.根据本发明的适用于飞机大部件的蒙皮端面的位置度检测方法,从点云扫描数据中提取出端面中心点,将激光雷达的视觉扫描与聚焦测量进行结合。具体地,通过激光雷达的视觉扫描功能,得到有关蒙皮端面的点云数据,利用聚类算法计算出端面的中心点位置,最后根据该中心点,驱动激光雷达对蒙皮端面进行单点连续测量。相对于传统的激光跟踪仪检测和常规的激光雷达测量,该方法简单、步骤少、需要较少的辅助工具和仪器、易于实现,整个过程中无需人为工作,全自动化完成有关蒙皮端面的数据获取与分析工作,极大地节省了人力成本和时间成本,而且测量精度高,大大提升了检测的质量和效率。
附图说明
22.图1为根据本发明的优选实施方式的位置度检测方法所使用的激光雷达的示意图。
23.图2为测量坐标系建立的示意图。
24.图3为在数学模型中提取蒙皮端面的边缘线的示意图。
25.图4示出了利用激光雷达扫描得到有关蒙皮端面的点云数据。
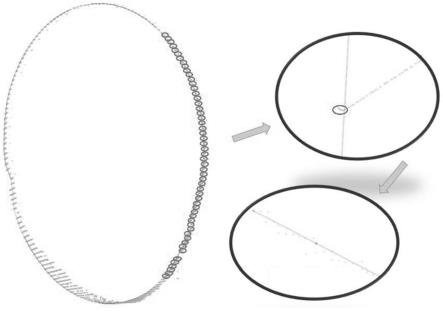
26.图5示出了利用聚类分析获得蒙皮端面上的点云并获得端面的中心点。
具体实施方式
27.下面结合说明书附图,进一步对本发明的优选实施例进行详细描述,以下的描述为示例性的,并非对本发明的限制,任何的其他类似情形也都落入本发明的保护范围之中。
28.参考图1所示,示出了根据本发明的优选实施方式的位置度检测方法所使用的激光雷达。激光雷达是非接触式测量系统,其将激光束驱动到待测量的位置,或者通过程序控制,连续地从一点到另一点移动激光束以执行表面扫描。由调频(fm)相干激光雷达(clr)技术确定的水平角度,垂直角度和范围(距离)用于计算三维空间中每个点的位置。在本文中,主要利用了激光雷达的视觉扫描功能和聚焦测量功能。其中,在视觉扫描功能下,激光雷达可以旋转对四周环境进行全面的3d扫描,对周遭环境进行全面的覆盖,获得其点云数据。聚焦测量是指激光雷达对离散的位置点进行单独测量,获得精确的实测坐标值。
29.本文所述的位置度检测方法所使用的仪器、工具以及硬件和软件组件包括上述激光雷达、工具球以及测量分析软件等。其中,如下文所述,工具球在建立测量坐标系时使用,其是标准工具球,具有高精度尺寸。通常工具球包括1.5英寸和0.5英寸两种规格,其表面光洁、粗糙度小。工具球是激光雷达的测量目标,即激光雷达在扫描时,其激光发射到工具球的表面,工具球的表面反射激光并被雷达接收到,雷达据此计算其到工具球表面的距离,该距离加上工具球的半径即可得到球心的坐标,该坐标用于表征工具球的位置处的点位。
30.对于测量分析软件,以sa软件为例,其是new river kinematics开发的三维测量分析软件,主要用于复杂的工业测量及分析,并可连接摄影测量系统、激光跟踪仪等多种测量设备。但不限于此,测量分析软件还可以是市售的其他软件、应用程序或本领域内开发的相关软件、app或测量分析程序和系统,只要其能够实现本文所述的测量分析功能即可,它们均落入本发明的保护范围内。
31.在本发明中,以飞机大部件为例,利用下文所述的检测方法对其蒙皮端面进行位置度检测,飞机大部件例如可以是机头、机身、机翼、缝翼、发动机短舱等零部件,其上均覆盖有蒙皮。但不限于此,所述方法也适用于飞机大部件以外的其他零部件,例如中型尺寸甚至小尺寸的零部件;而且也可以对这些零部件本身进行位置度检测,检测项目也不必限于位置度,也可以是其他形位误差。此外,本文所述检测方法也可以扩展到飞机以外的其他工程场景,例如需要进行相关检测的其他机械领域。总之,只要利用了本发明的方法的原理和构思的应用,均落入本发明的保护范围内。
32.如图3所示,本发明的蒙皮为圆筒形,其端面为近似圆形,但这仅是示例,本发明不限于此,蒙皮可以为其他各种形状,其端面可以为长方形、正方形、椭圆形、梯形、三角形以及其他规则形状和不规则形状。以图中的蒙皮形状为例,蒙皮的端面为近似圆形,并沿着其中心轴线在纵向方向(或称为长度方向)上延伸成长形形状。蒙皮具有一定厚度,其端面沿周向方向具有一圈环形边缘轮廓(即下文所述的边缘线),蒙皮在纵向方向上可以划分为一个个纵向段或纵向截面,这些纵向段沿着周向方向拼接成蒙皮。
33.在实施本发明的方法时,计算机或测量分析软件中已经建立并存储了蒙皮的数学模型,如图2所示,该数学模型在其理论坐标系(或称为数学模型坐标系)下具有一套模型坐标(或称为理论坐标)(包括蒙皮端面的模型坐标)。而在利用激光雷达测量实体蒙皮零件时,激光雷达会建立另一坐标系(称为激光雷达坐标系或测量坐标系),需要将这两个坐标系对齐,使得蒙皮在测量坐标系下的坐标与其数学模型的模型坐标具有对应关系,优选地
使二者一致。
34.坐标系的对齐通过工具球实现。如图2所示,具体地,在飞机的工程现场,飞机上设置有用于定位的多个基准孔,计算机或测量分析软件中还包括这些基准孔以及其理论坐标,通过测量基准孔的实际坐标并将实际坐标转换到其理论坐标,从而实现两个坐标系的对齐。具体地,在测量基准孔的实际坐标时,将地标基准座定位在基准孔中,然后将多个工具球放置在基准座中,工具球的球心与基准孔的中心重合。利用激光雷达扫描工具球的表面得到表面的坐标值,然后加上工具球的半径,获得多个工具球的球心坐标,即多个基准孔的中心坐标。从数学模型中获取这些基准孔中心的理论坐标,求取基准孔中心的实际坐标到理论坐标的旋转平移矩阵,使得这两类坐标一致。
35.坐标系对齐以后,如图3所示,通过测量分析软件,在数学模型中,沿着蒙皮端面的边缘提取出边缘线。然后在测量分析软件中选择激光雷达的视觉扫描功能,沿着提取的边缘线对蒙皮端面进行扫描,扫描生成有关蒙皮端面的点云数据。
36.在实际视觉扫描时,由于蒙皮与激光雷达之间的相对距离、放置和定位,激光雷达在扫描到锐角区时,能量会溢出导致点云数据离散特别大(参见图4),故无法直接采用这些点云评价蒙皮端面质量。在本文中,术语“点云”和“点云数据”可以表示相同的含义,意指在扫描蒙皮端面时所生成的点的集合,并且可以互换使用。
37.如图4所示,对蒙皮端面扫描得到的点云数据比较离散,其不仅包括端面本身的点云,而且包括从端面纵向向内扩展一定距离的点云,这些纵向扩展的点云实际上是蒙皮内部空间中的内壁表面的点云。因此,术语“有关蒙皮端面的点云数据”是指不仅包括端面本身的点云数据,而且包括这些纵向扩展的点云数据。
38.如上所述,有关蒙皮端面的点云数据不能直接用于评价蒙皮端面,而是需要进一步处理。在本文中,使用聚类分析方法进行点云数据处理。聚类分析是指将物理或抽象对象的集合分组为由类似的对象组成的多个类的分析过程,是将研究对象分为相对同质的群组的统计分析技术。聚类分析的目标就是在相似的基础上收集数据来分类。聚类源于很多领域,包括数学、计算机科学、统计学、生物学和经济学。在不同的应用领域,很多聚类技术都得到了发展,这些技术方法被用作描述数据,衡量不同数据源间的相似性,以及把数据源分类到不同的簇中。聚类分析是已知的分析方法,并且在许多领域广泛应用,因此本文不再赘述。
39.如图5所示,在本文中,一共需要两次聚类分析。如图5左侧分图所示,在第一次聚类分析中,对有关蒙皮端面的点云数据进行数学处理,即以沿着蒙皮端面周向的相邻点之间的预定距离,将有关蒙皮端面的点云数据划分成多簇纵向点云数据,其中每簇纵向点云数据包含位于蒙皮端面上的数据和在垂直于蒙皮端面的纵向方向上的数据,“位于蒙皮端面上的数据”对应于上述的“端面本身的点云”,“在垂直于蒙皮端面的纵向方向上的数据”对应于“从端面纵向向内扩展一定距离的点云”。也就是说,在端面周向上按照原始点云数据中相邻点之间的距离进行第一次聚类分析,距离相近似的数据对象被划分为一个簇,将点云数据在周向上区分开,使得每簇纵向点云数据实际上表征蒙皮的一个纵向段或纵向截面的一部分。“预定距离”或“距离”可以根据实际需要进行设定,以将有关蒙皮端面的点云数据分成多个纵向簇。图4中的右侧分图以及图5的右上分图示出了第一次聚类分析得到的其中一簇纵向点云数据,其具有l形形状。其中,l形的短边表示位于蒙皮端面上的数据,长
边表示在垂直于蒙皮端面的纵向方向上的数据。
40.如图5右上分图和右下分图所示,在第二次聚类分析中,对每簇纵向点云数据进行数学处理,即从每簇纵向点云数据中提取位于蒙皮端面上的数据(如图5右上分图所示)并将其拟合成一条直线(如图5右下分图所示),由此得到多条拟合的直线,确定每条直线的中点。也就是说,对每簇纵向点云数据进行聚类,按点云数据的方向进行第二次聚类分析,获取蒙皮端面的数据对象划分为一个簇,计算该簇端面点云数据拟合成一根直线,获取直线中点即为端面位置的中心点,该直线中点可以用于评价蒙皮端面质量。
41.由于每条直线的中点是通过数学拟合得到的,因此,其在蒙皮上对应点的实际坐标(或测量坐标)需要进行实测。如上所述,根据拟合的每条直线的中点在数学模型中的模型坐标,利用激光雷达测量蒙皮端面上对应于该中点的点的实际坐标。实际测量中,使激光雷达根据聚类分析所得到的直线中点坐标,自动指向被测蒙皮端面上,进行聚焦测量,获得端面上对应点的实际坐标数据。
42.在获得每条直线的中点的实际坐标之后,比较多条拟合直线中点的实际坐标和模型坐标,从而得到蒙皮端面位置度。在实际测量分析软件中,将多条拟合直线中点的实际坐标与理论数模进行色温比对分析,从而更形象、直观地获得蒙皮端面位置度,使测量结果可视化。
43.该方法属于非接触式测量模式,相对于激光跟踪仪大大减少了人力成本。此外该方法将激光雷达视觉扫描、聚焦测量与聚类分析方法进行结合,利用视觉扫描快速提取蒙皮端面的相关点云数据后,通过聚类分析提取蒙皮端面点,再利用聚焦测量高精度地采集蒙皮端面实测数据。相对于传统激光雷达测量提升了质量精度与检测效率。
44.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1