一种飞机舱门阶差的快速检测工具及测量方法与流程
1.本技术属于飞机装配技术领域,具体是一种用于飞机部件装配中舱门外表面与机身外表面之间阶差的快速检测工具及测量方法。
背景技术:
2.飞机舱门是飞机机身中的重要且运动特殊的一类部件,是一种带铰链机构,供人员和货物进出或作为舱段主要维护通道的开口。为了保证飞机外形的均匀受力及飞机整体的飞行性能,设计对于舱门与机身的阶差尺寸具有严格的要求。在飞机各类舱门安装完成后,需要测量各类舱门外蒙皮与机身外蒙皮的阶差是否符合设计要求。以我国自主研制的单通道大型干线客机c919为例:全机分为10类共22个舱门,全机舱门阶差测量点数多达300余处。目前国内飞机制造企业对于舱门与机身之间阶差主要依靠工人使用塞尺进行测量,通过在较低的平面增加塞板,将不同平面通过加塞的方式垫高到同一高度。工人凭借手感判断两平面是否齐平,然后记录塞尺厚度。不同工人感觉标准存在差异,测量标准难以统一,且测量效率低下,对于装配效率及产品质量存在严重的负面影响。在飞机质量和产能要求不断提升的大趋势下,急需一种检测工具来经济、高效的完成飞机舱门阶差的快速检测工作。
技术实现要素:
3.本发明专利的目的是针对现有的上述问题,提供一种经济、稳定、简单的飞机舱门阶差快速检测工具及测量方法,以解决传统测量过程中测量精度低、标准不统一、效率低等一系列问题。
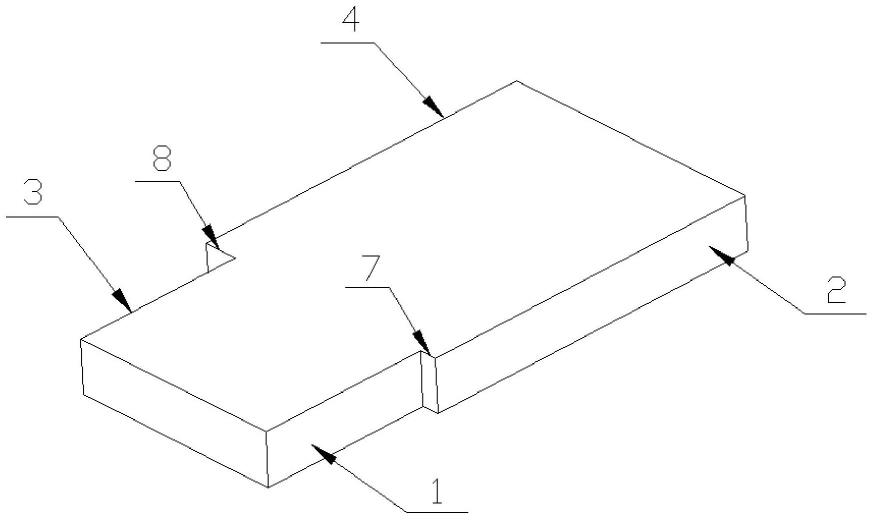
4.一种飞机舱门阶差的快速检测工具,其主体结构为一个长方体金属块,沿金属块长度方向的两侧边为台阶结构,台阶面均为精加工面,金属块前端两侧凹面分别为第一测量面和第三测量面,后端两侧凸面分别为第二基准面和第四基准面,两侧台阶结构的阶差分别为s1和s2。
5.其中,s1=s+&,s2=s-&,s为飞机舱门与机身蒙皮外表面之间的理论阶差,&为间隙。
6.用该快速检测工具进行检查的方法,包括以下步骤:
7.1操作人员首先凭借触摸进行判断,首先判断舱门外蒙皮相对于与机身外蒙皮是“凹进”还是“突出”。
8.2当判断出舱门蒙皮外表面高于机身蒙皮外表面时,将该检测工具第一测量面放置于舱门蒙皮外表面上方,第二基准面紧贴机身蒙皮外表面,测量第一测量面与舱门蒙皮外表面之间间隙
△
:
9.若
△
≥0,则舱门蒙皮外表面超出机身蒙皮外表面的高度值小于s1,既阶差符合设计要求,为合格
10.若
△
<0,则舱门蒙皮外表面超出机身蒙皮外表面的高度值大于s1,既阶差超出设
计要求,为不合格。
11.3当判断出舱门蒙皮外表面低于机身蒙皮外表面时,将第三测量面放置于机身蒙皮外表面上方,第四基准面紧贴舱门蒙皮外表面,测量第三测量面与机身蒙皮外表面之间间隙
△
:
12.若
△
≥0,则机身蒙皮外表面超出舱门蒙皮外表面的高度值小于s2,既阶差符合设计要求,为合格;
13.若
△
<0,则机身蒙皮外表面超出舱门蒙皮外表面的高度值大于s2,既阶差超出设计要求,为不合格。
14.本发明的有益效果在于:
15.(1)使用本发明所述的阶差检测工具对飞机舱门阶差进行检测时,仅需要工人判断舱门外表面是高于机身外表面还是低于机身外表面。然后用该检测工具不同的基准面放置于较低的那个平面,用对应的测量面去检测较高平面的高度是否大于该工具的测量阶差,即可简单、快速的判断出舱门外蒙皮与机身外蒙皮的阶差是否符合设计要求。
16.(2)该检测工具一方面解决了传统阶差测量过程中测量精度低、标准不统一、效率低等问题;另一方面,结构简单、造价成本低、操作快速方便、所需操作空间小,操作全程只需一人即可完成。
附图说明
17.图1是本发明所述检测工具的正等轴测图。
18.图2是本发明所述检测工具的主视图。
19.图3是本发明所述检测工具的测量示意图1。
20.图4是本发明所述检测工具的测量示意图2。
21.图中编号说明:1-第一测量面、2-第二基准面、3-第三测量面、4-第四基准面、5-机身蒙皮外表面、6-舱门蒙皮外表面、7-第一阶差、8-第二阶差。
具体实施方式
22.为使本发明专利的目的、方案更加清楚,下面以某型飞机舱门为例,结合本技术实例中的说明书附图,对本技术实例中的技术方案进行清楚详细的描述。显然所描述的实例并不是本发明专利的全部实例,仅为本技术的一部分实施案例。
23.以某型飞机舱门为例,在非增压状态下,设计要求应急门与机身之间的阶差为:-1.5
±
1mm。既s=-1.5mm,&=1mm,s1=s+&=0.5mm,s2=s-&=-2.5mm,进一步地通过计算可得,该应急门在非增压状态下的阶差范围为-2.5mm至﹢0.5mm之间,则该检测工具的第一阶差s1设置为0.5mm,第二阶差s2设置为2.5mm。
24.一种飞机舱门阶差的快速检测工具,其主体结构为一个长方体金属块,沿金属块长度方向的两侧边为台阶结构,台阶面均为精加工面,金属块前端两侧凹面分别为第一测量面1和第三测量面3,后端两侧凸面分别为第二基准面2和第四基准面4,两侧台阶结构的第一阶差7和第二阶差8分别为s1和s2。
25.其中,s1=s+&,s2=s-&,s为飞机舱门与机身蒙皮外表面之间的理论阶差,&为公差。
26.在使用过程中,如图3所示,工人凭借手感进行判断,判断出舱门蒙皮外表面6高于机身蒙皮外表面5;将该检测工具第二基准面2放置于机身蒙皮外表面5上,将第一测量面1放于舱门蒙皮外表面6上方;观察该检测工具第一测量面1与舱门蒙皮外表面6之间的间隙
△
。
27.若
△
≥0,则舱门蒙皮外表面6相较于机身蒙皮外表面5超出高度小于第一阶差7,符合设计要求,为合格;
28.若
△
<0,则舱门蒙皮外表面6相较于机身蒙皮外表面5超出高度大于第一阶差7,超出设计要求,为不合格;
29.在使用过程中,如图4所示,工人凭借手感进行判断,判断出舱门蒙皮外表面6低于机身蒙皮外表面5;将该检测工具第四基准面4放置于舱门蒙皮外表面6上,将第三测量面3放于机身蒙皮外表面5上方;测量第三测量面3与机身蒙皮外表面5之间间隙
△
。
30.若
△
≥0,则机身蒙皮外表面5相较于舱门蒙皮外表面6超出高度小于第二阶差8,符合设计要求,为合格;
31.若
△
<0,则机身蒙皮外表面5相较于舱门蒙皮外表面6超出高度大于第二阶差8,超出设计要求,为不合格;
32.在本技术描述中,需要说明的是,附图中提供的实施案例并非为本发明专利要求保护的全部范围内,仅表示本发明专利选取的一部分实施案例。本领域技术人员可以对本发明专利进行各种改动或改进,在没有作出创造性改进的前提下所获得的所有其他实施案例,均属于本发明专利申请的保护范围。
33.本发明专利结构形式简单,造价成本低、操作快速方便,有效解决了现有飞机部件装配中舱门阶差测量效率低下,测量精度低、标准不统一等问题。在飞机部件、组件装配的阶差测量中可普遍应用,具有一定推广价值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1