一种飞机小型零部件通用装配型架的制作方法
本技术涉及飞机装配设备领域,具体是一种飞机小型零部件通用装配型架。
背景技术:
1、在目前的飞机装配领域,部件装配是整机装配中重要的一环,部件产品的特点是重量较大、尺寸种类多,需要协调装配的孔位置分布广,并且互换性要求高。但现有的飞机结构装配型架几乎都是针对大型零部件的装配型架,对于飞机小型零部件而言,种类过多造成所需装配型架过多,基于飞机装配高性价比的要求,飞机小型零部件的装配工作主要是通过多名操作工人完成。而仅通过人工完成对飞机小型零部件的装配, 容易造成部件装配精度不足的缺点。如此,如何满足飞机装配高性价比并能解决人工操作中装配精度不足的问题亟待解决。
技术实现思路
1、本实用新型的目的在于克服现有技术在飞机装配工作过程中,由于飞机小型零部件在装配中所需型架种类过多,导致飞机装配在采用装配型架提升装配精度时,无法满足高性价比的不足,提供了一种飞机小型零部件通用装配型架,通过设有能对多类型飞机小型零部件夹紧定位的第二定位板,以及能够保证装配过程中第二定位板稳定工作的第一定位板,所述第一定位板与第二定位板之间为可拆卸式连接,解决了飞机小型零部件装配需要过多装配型架种类的问题。
2、本实用新型的目的主要通过以下技术方案实现:
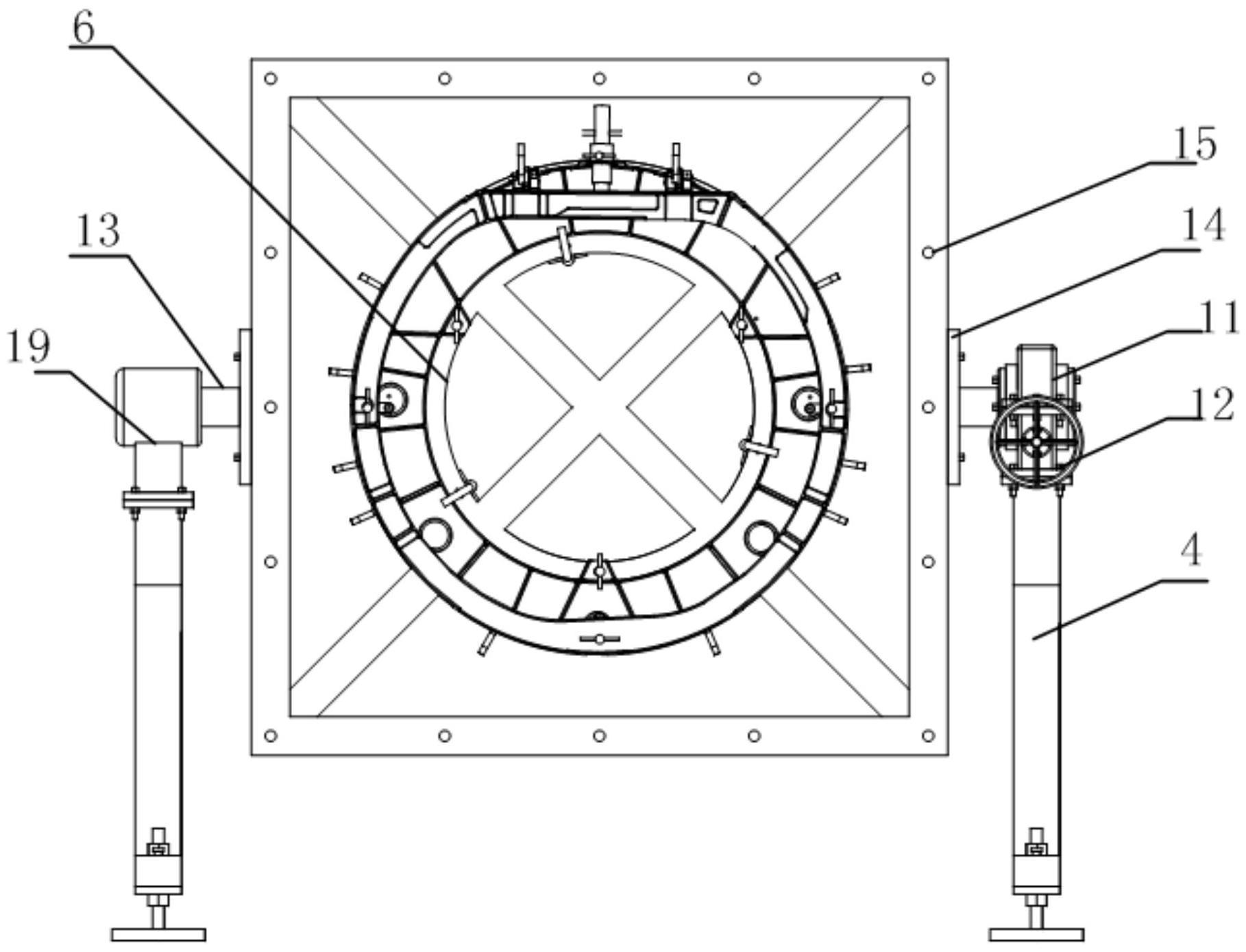
3、一种飞机小型零部件通用装配型架,包括支架组件,所述支架组件包括第一定位板和第二定位板,所述第一定位板连接所述第二定位板为内框,所述第一定位板与所述第二定位板为可拆卸式连接;所述第二定位板上设有若干个旋口,若干个所述旋口上旋装有夹紧定位器:所述夹紧定位器用于将飞机小型零部件定位夹紧在所述第二定位板上。
4、目前,由于飞机小型零部件的装配多依靠人工的方式完成,而飞机小型零部件的装配并不是一个简单的工作过程,仅仅依靠人工操作,容易出现装配精度较低的问题;为了保证飞机的使用寿命,需要满足飞机装配过程中各零部件安装的精度要求。对于飞机的装配而言,飞机零部件与装配工装之间的定位基准一旦出现偏差,会造成不协调现象的出现,以至出现飞机性能降低以及结构稳定性降低的问题;但由于飞机小型零部件具有多尺寸,多类型的特点,按照传统的装配型架满足多类型飞机小型零部件的装配,则需要设计与各类型飞机小型零部件匹配的装配工装,这大大增加了飞机装配过程中的成本,不能满足高性价比的飞机装配要求。
5、在本技术实施例中,在采用装配型架以提升装配精度的情况下,为了满足飞机小型零部件装配高性价比的要求,所述装配型架包括支架组件,所述支架组件包括第二定位板,所述第二定位板通过设有若干个旋口,所述旋口用于旋装夹紧定位器;如此,所述定位夹紧器件可按照飞机小型零部件的类别进行不同形式的设置,从而满足多类型飞机小型零部件的夹紧定位装配工作要求;此外,对于同类型飞机小型零部件的装配,通过所述装配型架可使同类型零部件在装配过程中,彼此间误差更小,精度也更加准确。所述支架组件还包括第一定位板,所述第一定位板与所述第二定位板固定连接,可使所述第一定位板对所述第二定位板起支撑作用;以此,可降低飞机小型零部件在装配过程中由于过重,造成所述第二定位板变形现象的几率;在本技术实施例中,由于所述第二定位板通过设置旋口的方式旋装夹紧定位器,所述第二定位板设有的旋口形式有限,为了提高所述装配型架的适用范围,所述第一定位板与所述第二定位板之间连接为可拆卸式;如此,当需要对更多不同类型的零部件进行装配工作时,可以通过直接替换所述第二定位板的方式实现,飞机制造成本大大降低;而作为对飞机小型零部件进行夹紧定位的重要部件,所述第二定位板在装配过程中磨损程度较重,所述第一定位板与所述第二定位板之间的可拆卸式连接,可简化所述第二定位板的定期维护工作,从而提高所述装配型架的使用寿命。
6、进一步的,所述夹紧定位器包括端面螺旋夹紧器、框外形定位压紧器和框外形定位器,所述框外形定位器用于卡合定位飞机小型零部件于所述第一定位板上,所述框外形定位压紧器用于抵紧所述飞机小型零部件固定于所述第一定位板上,所述端面螺旋夹紧器用于旋紧所述飞机小型零部件紧贴所述第一定位板。
7、在本技术实施例中,为了保证所述支架组件对飞机小型零部件的夹紧定位达到满足装配工作的精度,所述夹紧定位器包括框外形定位器;所述框外形定位器具有卡合固定所述飞机小型零部件的作用;以此,可以实现飞机小型零部件在内框上快速、准确的固定。由于框外形定位器只能保证在装配过程中所述飞机小型零部件不会从内框上滑脱,为了保证装配的精度,所述内框上还设有若干个端面螺旋夹紧器;所述端面螺旋夹紧器贯穿所述内框并设有可调节螺栓,通过旋转可调节螺栓可调节所述飞机小型零部件在内框上的压紧、定位。所述夹紧定位器还包括若干个框外形定位压紧器,所述框外形定位压紧器上设有可调节紧固螺栓和卡合凹槽,所述可调节紧固螺栓用于抵紧零部件边缘。通过所述卡合凹槽卡合所述飞机小型零部件外缘,再通过旋转所述可调节紧固螺栓抵紧所述飞机小型零部件;如此,所述飞机小型零部件得以紧贴所述内框,在装配过程中变形程度得以控制在规定的公差范围之内。以此,通过多种所述夹紧定位器的配合,飞机小型零部件在装配过程中精确度得以保证。
8、进一步的,所述内框外侧设有外框,所述外框固定连接所述内框。
9、在本技术实施例中,为了进一步的保证支架组件对于飞机小型零部件夹紧定位工作的精度,所述内框外侧还设有外框,所述外框作为固定组件与内框连接,进一步的增加了内框对于重量偏大的飞机小型零部件夹紧定位工作的稳定性;以此,提高了所述装配型架的适用范围。
10、进一步的,所述装配型架还包括翻转组件,所述翻转组件具有若干个翻转侧面,任一所述翻转侧面连接所述外框的外侧面。
11、在本技术实施例中,由于所述装配型架可适应多类型飞机小型零部件的装配,在安装过程中,为了保证装配时飞机小型零部件的装配精度,需要对装配型架角度进行调整。由于飞机小型零部件的装配工作并不能快速完成,而传统装配方式多依靠人工完成对飞机小型零部件的装配工作,以致所述飞机小型零部件装配难度增加。在本技术实施例中,所述装配型架还包括有翻转组件,所述翻转组件可带动所述支架组件翻转,当调节好角度时,只需固定所述翻转组件即可达到对装配角度的固定保持,既简化了对飞机小型零部件装配的工作流程,又保证了装配的精度。
12、进一步的,所述翻转组件包括蜗轮蜗杆装置,所述蜗轮蜗杆装置的输出轴上设有连接杆;所述连接杆上设有定位板,所述定位板与所述外框通过螺栓固定连接。
13、在所述装配型架调整好角度后,为了减少所述装配型架由于误碰造成角度的改变,以致飞机小型零部件在装配过程中装配精度降低问题出现的几率;在本技术实施例中,所述翻转组件包括带有自锁功能的蜗轮蜗杆装置,所述蜗轮蜗杆装置的输出轴上设有连接杆,所述连接杆上设有定位板。在本技术实施例应用时,所述定位板连接所述外框,所述支架组件随着所述翻转组件转动;当转动的角度能使所述装配型架满足所述飞机小型零部件装配的要求时,通过所述蜗轮蜗杆装置的自锁功能,装配角度得以保持,飞机小型零部件装配的精度得以保证。
14、进一步的,所述翻转组件还包括旋转手柄,所述旋转手柄安装在所述蜗轮蜗杆装置的蜗杆上:所述旋转手柄用于驱动蜗杆转动。
15、为了降低转动所述翻转组件的操作难度,所述蜗杆上设有旋转手柄;由于所述蜗杆为杆件,所述旋转手柄的握把较所述蜗杆在转动过程中,能提供更好的施力效果以及更大的操作空间;如此,本技术实施例在应用时,可通过直接施力于旋转手柄的方式直接带动蜗杆转动,大大降低了所述翻转组件转动的操作难度。
16、进一步的,所述装配型架还包括支撑组件,所述支撑组件包括支撑柱,所述支撑柱可拆卸式连接所述支架组件。
17、在本技术实施例中,为了提高所述装配型架的适用范围,同时简化高处飞机小型零部件的装配工作,所述飞机小型零部件装配型架还包括支撑组件,所述支撑组件可拆卸式连接于所述支架组件;如此,当需要对高处飞机小型零部件进行装配时,可直接替换具有不同高度支撑组件。
18、进一步的,还包括支撑组件,所述支撑组件包括支撑柱;所述翻转组件上设有底座,所述底座用于固定支撑所述蜗轮蜗杆装置;所述支撑柱可拆卸式连接于所述底座,所述翻转组件与所述支架组件为可拆卸式连接。
19、在装配过程中,由于所述翻转组件需要不停协调所述支架组件完成工作,为了避免所述翻转组件过多磨损导致所述装配型架使用寿命的减少,所述翻转组件需要定时维护,所述翻转组件与所述支架组件采用可拆卸式连接,可简化所述翻转组件的维护、修理工作。
20、进一步的,所述支撑组件还包括法兰盘,所述法兰盘安装在所述支撑柱的底部;所述法兰盘与所述支撑柱通过螺纹杆件固定连接;所述螺纹杆件上设有螺母,所述螺母紧贴所述支撑柱:所述螺母用于调节所述法兰盘与所述支撑柱之间的距离。
21、为了提高所述支撑柱的支撑稳定性,所述支撑柱底部设有法兰盘,通过螺纹杆件连接所述法兰盘与所述支撑柱,如此,所述法兰盘使所述支撑柱的稳定性得到进一步的提高。在本技术实施例中,为了提高所述螺纹杆件对所述支撑柱和所述法兰盘连接的稳定性,所述螺纹杆件上还设有螺母,所述螺母可通过旋入和旋出调节支撑杆与法兰盘之间的高度,以此,支撑组件高度具有可调节性,所述装配型架的适用范围扩大。
22、进一步的,所述外框上设有若干个工具球。
23、为了对所述飞机小型零部件的装配位置进行精准定位,以此减少装配过程中产生的误差,所述外框上设有工具球;所述工具球化通过计算机的辅助配合,将所述飞机小型零部件的装配信息数据化,从而精准地对所述飞机小型零部件的装配位置进行定位。
24、综上所述,本实用新型与现有技术相比具有以下有益效果:所述飞机小型零部件装配型架,包括支撑组件,支架组件和翻转组件三部分,三部分彼此之间均为可拆卸式连接,当部件损坏时,能够实现及时更换、维修各零部件的目的,提高了所述装配型架各部分的利用率,避免了装配资源的浪费。通过所述支撑部件上设有的法兰盘,可实现支撑部件高度的调节,增加了所述装配型架的适用范围;此外,所述支架组件包含可以替换的第二定位板,所述第二定位板通过不同形式旋口的设置能够满足不同类型、数量的夹紧定位器的旋装;所述翻转组件具有自锁功能,可实现所述装配型架装配角度的稳定保持,提高了所述装配型架对于飞机小型零部件的装配精度。
- 还没有人留言评论。精彩留言会获得点赞!