一种物品输送方法以及物品包装输送方法与流程
[0001]
本发明涉及一种物品输送方法及装置,特别地,涉及一种物品包装输送方法。
背景技术:
[0002]
以往的装盒、装箱机,输送方式都是直线型的输送,循环装置按照水平轴来进行循环,工位一多,整机就会设置很长。
技术实现要素:
[0003]
本发明首先所要解决的技术问题是提供一种物品输送方法,既能够减少所需占用的场地,同时也能保证相当的输送速度。为此,本发明采用以下技术方案:
[0004]
一种物品输送方法,其特征在于它采用水平循环的装置循环输送物品限位结构输送物品,并在水平循环的装置的外圈设置所述物品限位结构队列,水平循环的装置处在物品限位结构队列圈的内侧,在物品限位结构队列圈的下方则设置平滑的支撑结构,
[0005]
在所述水平循环的装置第一侧,物品一次多个地输入各自的物品限位结构中;
[0006]
物品从所述水平循环的装置第二侧一次多个地被从各自的物品限位结构中输出,该多个物品是在一定长度上排列的数个物品限位结构上的物品;
[0007]
水平循环的装置按照输出物品和输入物品的时机而按照一定的节拍带着与其相连的物品限位结构运动和暂停,循环往复;
[0008]
所述一圈物品限位结构队列的列数为一列或多列,物品一次输入的数量和物品一次输出的数量均大于所述列数。
[0009]
或者也可采用以下方法:
[0010]
一种物品输送方法,其特征在于它采用水平循环的装置循环输送物品限位结构输送物品,并在水平循环的装置的外圈设置所述物品限位结构队列,水平循环的装置处在物品限位结构队列圈的内侧,在物品限位结构队列圈的下方则设置平滑的支撑结构,
[0011]
在所述水平循环的装置第一侧,第一物品一次多个地输入各自的物品限位结构中;
[0012]
在所述水平循环的装置的第一物品输入工位之前,第二物品一次多个地输入各自的物品限位结构中;
[0013]
第一物品在输入物品限位结构中时,放在第二物品中或与第二物品组装在一起或放在第二物品旁
[0014]
组合在一起的第一物品和第二物品从水平循环的装置第二侧一次多个地被从各自的物品限位结构中输出,该多个组合在一起的第一物品和第二物品是在一定长度上排列的数个物品限位结构上的物品;
[0015]
水平循环的装置按照输出物品和输入物品的时机而按照一定的节拍带着与其相连的物品限位结构运动和暂停,循环往复;
[0016]
所述一圈物品限位结构队列的列数为一列或多列,物品一次输入的数量和物品一
次输出的数量均大于所述列数。
[0017]
进一步地,所述水平循环的装置设置上下两层循环结构,分别和一圈前限位部件和一圈后限位部件连接,一对前限位部件和后限位部件构成物品限位结构。
[0018]
本发明另一个目的是提供一种物品包装输送方法,既能够减少所需占用的场地,同时也能保证相当的输送速度。为此,本发明采用以下技术方案:
[0019]
一种物品包装输送方法,其特征在于它采用水平循环的装置循环输送物品限位结构输送,并在水平循环的装置的外圈设置所述物品限位结构队列,水平循环的装置处在物品限位结构队列圈的内侧,在物品限位结构队列圈的下方则设置平滑的支撑结构,
[0020]
在所述水平循环的装置第一侧或其之前,包装容器一次多个地输入各自的物品限位结构中;
[0021]
在所述水平循环的装置第一侧,在包装容器被输入位置之后的位置,产品一次多个地输入各自的物品限位结构中,放在已处在物品限位结构中的包装容器中;
[0022]
装有产品的包装容器被水平循环的装置沿循环方向向前输送,
[0023]
在所述水平循环的装置第二侧的输出工位,装有产品的包装容器一次多个地在输出工位被从各自的物品限位结构中输出,该多个装有产品的包装容器是在一定长度上排列的数个物品限位结构上的装有产品的包装容器;
[0024]
水平循环的装置按照输出装有产品的包装容器和输入产品及输入包装容器的时机而按照一定的节拍带着与其相连的物品限位结构运动和暂停,循环往复;
[0025]
所述一圈物品限位结构队列的列数为一列或多列,产品一次输入的数量、包装容器一次输入的数量和装有产品的包装容器一次输出的数量均大于所述列数。
[0026]
进一步地,装有产品的包装容器被水平循环的装置沿循环方向向前输送,经过折盖工位或还经过封箱工位被折盖或还封箱,再到达位于所述水平循环的装置的输出工位。
[0027]
进一步地,所述水平循环的装置设置上下两层循环结构,分别和一圈前限位部件和一圈后限位部件连接,一对前限位部件和后限位部件构成物品限位结构。
[0028]
上述包装容器可以是有盖的包装容器,比如包装盒、包装箱。
[0029]
由于采用本发明的技术方案,本发明能够有效利用宽度方向上的空间,进行物品的传输及设置所需要的处理工位,同时结合采用水平外圈循环的方式,便于物品的输入和输出并缩短输入和输出的移动距离,在物品输入和输出水平循环的装置时都能实现排与列的转换,从而在正常生产后,由外界的一次性输入和输出的速度决定整体输送速度,能够在节约场地的同时,保证输送速度和效率。本发明可以应用于物品装箱等包装设备领域,作为低成本低场地占用及保证效率的物品输送解决方案。
附图说明
[0030]
图1为本发明实施例的示意图。
[0031]
图2位本发明实施例的俯视图。
[0032]
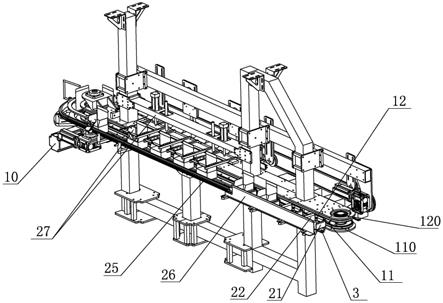
图3位本发明实施例的主视图。
[0033]
图4为本发明实施例在组合了开箱机构、物品输入装置后的俯视图。
[0034]
图5为物品限位结构的爆炸图。
[0035]
图6为包装盒或包装箱的示意图。
具体实施方式
[0036]
参照附图。以下以一种物品包装输送方法为例进一步详细描述本发明的物品输送方法。应用本发明方法的所述物品包装输送装置包括水平循环的装置,其优选采用链条循环装置,链条的传动链轮水平设置,带动链条循环运动。
[0037]
水平循环的装置的外圈设置一圈物品限位结构,物品限位结构包括一圈前限位部件22和一圈后限位部件21,前限位部件22和后限位部件21依次间隔排列,一个前限位部件22和一个后限位部件21构成一个物品限位结构。前限位部件22和后限位部件21分别设置有前限位结构和后限位结构。前限位部件22和后限位部件21分别设有连接结构220、210,通过连接结构220、210与处在内圈的链条连接在一起。
[0038]
所述水平循环的装置设置上下两层循环链条12、11,链条12和一圈前限位部件22连接,链条11和一圈后限位部件21连接。采用这种结构,可以通过调节前限位部件22和后限位部件21之间的间距来调节物品限位结构的长度,以适应不同的包装箱100。上下两层循环链条12、11的传动链轮120、110同轴设置,可以用同一个电机10驱动上下两层循环链条12、11,当需要调节前限位部件22和后限位部件21之间的间距时,只要将其中一圈链条在传动链轮上前后移动即可。两层循环链条12、11也可以通过两个电机分别驱动,当需要调节前限位部件22和后限位部件21之间的间距时,只要将其中一个电机驱动其链条单独运动一定距离即可。
[0039]
如上可见,水平循环的装置处在物品限位结构队列圈的内侧,物品限位结构水平循环,非常便于物品对于物品限位结构的输入和输出,并缩短输入和输出的移动距离。在物品限位结构队列圈的下方则设置平滑的支撑结构3,该支撑结构3也沿着循环路线绕行一圈,所述平滑的支撑结构3能够利于被其支撑的物体在支撑结构3上滑行,该支撑结构3可以是一圈托条。所述物品限位结构具有底部23,作用是使产品不直接接触支撑结构3,不损伤产品容器,通过底部23与支撑结构滑动摩擦配合,不仅适用于各种纸箱纸盒容器结构同时使得各物品限位结构之间的摩擦力统一,有助于输送运行的稳定性。所述底部23与前限位部件22和后限位部件21的其中之一连接,一般最佳地为和后限位部件21连接,便于在转向时能够兜住包装箱。更佳地,所述物品限位结构还设置有内侧限位结构24,该内侧限位结构24最好设置在后限位部件21上。
[0040]
在输送过程中,处在外圈的物品限位结构在处在内圈的链条11、12的带动下,沿着循环路线向前运动,物品限位结构连同其内被输送的物品支撑在支撑结构3上,底部23在所述支撑结构3上滑动,能够有效地保障链条的平直,相比于以往的直线输送,能够有效地降低链条的负载。
[0041]
所述水平循环的装置的第一侧具有一段作为产品输入工位201,该段的长度涵盖了多个物品限位结构,第一侧一般为面向物品整合排列输送线300的一段直边,与物品整合排列输送线300呈t形位置配置。所述水平循环的装置在产品输入工位之前具有一段长度作为包装容器输入工位202,在该段中具有多个物品限位结构,包装容器输入工位202最好是为与第一侧同一侧的一段直边,与包装箱坯叠输送线400呈t形位置配置。包装箱100在包装箱输入工位202被输入物品限位结构中后,当被输送到产品输入工位201时,装箱产品输入而放入包装箱内。
[0042]
所述水平循环的装置一般具有平行的但物品限位结构向前输送的方向刚好相反
的两段平行边,其中一边为所述第一侧,另一边为第二侧,装有产品的包装容器输出工位203即布置在该第二侧,所述水平循环的装置在第二侧具有一段作为装有产品的包装容器输出工位203,该段的长度涵盖了多个物品限位结构。
[0043]
在产品输入工位201和装有产品的包装容器输出工位203之间,沿着水平循环的装置的输送路径,还布置有折盖工位204或进一步还布置封箱工位,而设置有折盖机构或者还设置封箱机构,在装有产品的包装箱承载在物品限位结构中被输送时,经过相应工位时被相应机构作用而被折盖或还被封箱。所述折盖机构包括了折盖页片的功能,如果需要插舌,折盖工位也可包括插舌功能,而相应设置插舌机构。对于折盖机构而言可以通过拍打机构、压盖机构、导向机构等进行折盖,对于插舌而言,可以通过导向结构折舌并随折盖、压盖等动作一起运动到位。
[0044]
所述物品装箱输送装置在物品限位结构队列圈的更外圈设置物品向前移动时的限位导向件25以及外圈限位件26。
[0045]
附图标号27位在物品输入工位201处设置的可升降的撑箱机构。
[0046]
根据以上的结构,本发明在进行物品输送时,采用水平循环的装置循环输送物品限位结构以运载输送物品,并在水平循环的装置的外圈设置物品限位结构队列,水平循环的装置处在物品限位结构队列圈的内侧。
[0047]
在所述水平循环的装置第一侧或其之前的包装容器输入工位202,包装容器100一次多个地输入各自的物品限位结构中,再被水平循环的装置沿输送路线向前输送。
[0048]
在所述水平循环的装置第一侧,在包装容器输入工位202之后的产品输入工位201,产品一次多个地输入各自的物品限位结构中,放在相应物品限位结构中的包装箱100中。
[0049]
对于包装箱的输入,可以利用开箱机构,从包装箱坯叠输送线400中拉出包装箱坯,在拉出到物品限位结构的位置时顺势开箱。对于装箱产品的输入,可以采用机械手301从物品整列输送线300上一次取出多个(此时,机械手的每个执行机构所抓的产品可以是一件或者是有几件所构成的一组,而在本发明中,为描述方便,该一组也称为一个)放入各自的包装箱中。
[0050]
装有产品的包装箱被水平循环的装置沿循环方向向前输送,同时,物品限位结构的底部在支撑结构上滑行,经过折盖或还经过封箱工位被折盖或还被封箱,到达位于所述水平循环的装置第二侧的输出工位203后,装有产品的包装箱一次多个地在输出工位203被从各自的物品限位结构中输出,执行该输出的机械手可以是带吸盘的机械手或推箱机械手等。在本实施例中,所述一圈物品限位结构队列的列数为一列,物品一次输入的数量和物品一次输出的数量均为4个,大于列数,在正常生产后,由外界(机械手301及物品输出工位的物品输出机械手)的一次性输入和输出物品的速度决定整体输送速度,能够在节约场地的同时,保证输送速度和效率。
[0051]
在正常生产中,水平循环的装置按照物品输出工位和物品输入工位及输入包装箱的工作时机而按照一定的节拍带着与其相连的物品限位结构运动和暂停,循环往复。
[0052]
此外,如果需要,还可在折盖工位前设置其它物品的输入工位,以在包装箱内放入其它物品。
[0053]
另外本实施例中,为描述方便和清楚,包装容器仅以包装箱为例,包装容器也可以
是包装盒,这主要仅涉及尺寸的改变。
[0054]
以上所述仅为本发明的具体实施例,但本发明的技术特征并不局限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的包护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1