自动化粗纱架组件和系统及其制作和使用方法与流程
自动化粗纱架组件和系统及其制作和使用方法
1.相关申请的交叉引用
2.本申请要求2018年7月30日提交的美国临时专利申请号62/711,886的申请日期的权益,所述申请出于所有目的特此以引用方式整体并入本文。
技术领域
3.本发明涉及一种自动化粗纱架组件,以及多个此类自动化粗纱架组件用于生产模块化粗纱架系统的用途。
背景技术:
4.在簇绒/换筒操作中,需要提高安全性并且减少加工时间、换线时间、劳力和粗纱架可变性。所公开的组件、系统和方法可解决这些需求中的一个或多个。
技术实现要素:
5.本文所公开的是粗纱架装载设备。所述粗纱架装载设备可包括框架和能够在第一轴线和垂直于所述第一轴线的第二轴线上沿着所述框架移动的平台。旋转致动器可被配置来使所述平台的至少一部分围绕所述第一轴线旋转。夹持器可移动地附接到所述平台的被配置来围绕所述第一轴线旋转的所述至少一部分。所述夹持器可被配置来可释放地接合纱线卷装的内表面。线性致动器可被配置来使所述夹持器沿着垂直于所述第一轴线的线性致动器轴线移动。线性致动器可包括第一区段和第二区段。
6.所述粗纱架装载设备可包括框架和平台,所述平台能够在第一轴线和垂直于所述第一轴线的第二轴线上沿着所述框架移动。旋转致动器可被配置来使所述平台的至少一部分围绕所述第一轴线旋转。夹持器可移动地附接到所述平台的被配置来围绕所述第一轴线旋转的所述至少一部分。至少一个相机可附接到所述平台。所述至少一个相机可被配置来检测对应于所测量纱线卷装上的剩余材料量的所测量纱线卷装的直径。至少一个处理器可被配置来从所述至少一个相机接收所测量纱线卷装的图像,并且基于所测量纱线卷装的所述图像粗略估计所测量纱线卷装上的所述剩余材料量。
7.一种系统可包括粗纱架装载设备、暂存区域(staging area)和机械臂,所述机械臂包括位于所述机械臂的远侧端部处的机械臂夹持器。所述机械臂和所述粗纱架装载设备可相对于所述暂存区域定位,使得所述机械臂可将纱线卷装递送到所述暂存区域,并且所述粗纱架装载设备的所述夹持器可从所述暂存区域接收所述纱线卷装。
8.所述系统还可包括粗纱架,其中所述粗纱架包括所述暂存区域。
9.一种系统可包括服务机器人,所述服务机器人具有:底座;夹持器组件,所述夹持器组件具有至少一个夹持器,所述至少一个夹持器被配置来可释放地接合纱线卷装的内表面;服务臂组件,所述服务臂组件具有固定到所述底座的近侧端部和固定到所述夹持器组件的远侧端部;以及致动器,所述致动器被配置来选择性地移动所述服务臂组件以使所述夹持器组件相对于所述底座进行关节运动。所述服务机器人可包括三维相机,所述三维相
机被配置来确定纱线盒上的纱线卷装量。至少一个处理器可通信地耦接到所述三维相机和所述服务机器人的所述致动器。所述至少一个处理器可被配置来从所述三维相机接收指示所述纱线盒上的所述纱线卷装量的输入。所述至少一个处理器可进一步被配置来选择性地实现所述致动器的移动。
10.一种方法可包括:在粗纱架上的第一位置处接收第一纱线卷装;将指示所述粗纱架上的所述第一位置被占用的值存储在存储器中;在接收到将第二纱线卷装放置在所述粗纱架上的所述第一位置处的指令时,基于所述存储器中的所述值确定所述粗纱架上的所述第一位置被占用;以及向操作者提供指示所述粗纱架上的所述第一位置被占用的反馈。
11.一种系统可包括:粗纱架,所述粗纱架限定多个纱线卷装位置;机架,所述机架被配置来在装载位置处接收纱线卷装并且将所述纱线卷装放置在所述粗纱架上的选定位置处;服务机器人,所述服务机器人被配置来将卷装递送到所述机架;存储器,所述存储器与一个或多个处理器耦接。所述存储器可在其上具有用于实现方法的多个指令,所述方法包括:接收粗纱架图,所述粗纱架图包括所述粗纱架上的多个纱线卷装接合位置和在每个相应纱线盒暂存位置处要接收的纱线盒的标识符;基于所述粗纱架图,使所述服务机器人将选定纱线卷装从相应纱线盒递送到所述机架,并且基于所述粗纱架图,使所述机架将所述选定纱线卷装递送到相应纱线卷装接合位置。
附图说明
12.并入本说明书并且构成其一部分的附图示出本发明的某些方面,并且连同描述一起用于解释本发明的原理,但不限于此。贯穿若干附图,其中所使用的相似的附图标记指示相似的部分。
13.图1是如本文所公开的任何示例性粗纱架组件的示意性顶视图。
14.图2是具有如本文所公开的竖直堆叠的粗纱架组件的多层粗纱架系统的示意性侧视图。
15.图3是用于将纱线卷装递送到如本文所公开的粗纱架组件的示例性进给器组件的示意性顶视图。
16.图4是描绘使用如本文所公开的粗纱架组件的示例性方法的流程图。
17.图5是根据本文所公开的实施方案的包括模块化粗纱架系统和整经机的纺织品制造系统的透视图。
18.图6是图5的模块化粗纱架系统的粗纱架的一部分的透视图。
19.图7a是图6的粗纱架的粗纱架模块的透视图。图7b是图7a的粗纱架模块的顶视图。
20.图8是包括单个粗纱架模块的示例性整经机系统的透视图。
21.图9是包括两个粗纱架模块的示例性簇绒系统的透视图。
22.图10是包括三个粗纱架模块的示例性簇绒系统的透视图。
23.图11是包括四个粗纱架模块的示例性簇绒系统的透视图。
24.图12是用于与图5的模块化粗纱架系统一起使用的机架的透视图。
25.图13是图12的机架的一部分的透视图。
26.图14是图12的机架的夹持器的透视图。
27.图15是图12的机架的暂存平台的透视图。
28.图16a是机架在装载暂存平台时的透视图。图16b是当暂存平台进行装载并且机架的端部执行器进行装载且处于缩回位置时机架的透视图。图16c是当暂存平台进行装载并且机架的端部执行器进行装载且处于延伸位置时机架的透视图。
29.图17是图12的机架的侧视图。
30.图18是如图5中的纺织品制造系统的服务机器人的透视图。
31.图19是图18的服务机器人的夹持器组件的透视图。
32.图20是图19的夹持器组件的底侧透视图。
33.图21是图5的粗纱架模块的端部的透视图,其进一步示出纱线盒暂存位置。
34.图22是图5的粗纱架模块的端部的透视图,其进一步示出空的纱线盒暂存位置。
35.图23是图5的模块化粗纱架系统的暂存区域的透视图。
36.图24是由图18的服务机器人的相机拍摄的纱线盒的图像。
37.图25示出装载图5的模块化粗纱架系统的方法。
38.图26是用于与图5的纺织品制造系统一起使用的计算装置的框图。
39.图27是示出配合以控制图5的纺织品制造系统的多个计算装置的框图。
具体实施方式
40.通过参考以下详细描述、示例、附图和权利要求及其先前和以下描述可以更容易地理解本发明。然而,在公开和描述本发明装置、系统和/或方法之前,应理解,除非另有指明,否则本发明不限于所公开的特定装置、系统和/或方法,因为它们当然可以变化。还应理解,本文所使用的术语只是为了描述特定方面,并非意图进行限制。
41.本发明的以下描述以其最佳当前已知的实施方案提供作为本发明的使能教义。为此,相关领域技术人员将认识并了解到,可对本文所描述的本发明的各个方面作出许多改变,同时仍然获得本发明的有益结果。还将显而易见的是,可通过选择本发明的特征中的一些而无需利用其他特征,获得本发明的期望益处中的一些。因此,本领域工作人员将认识到,对本发明的许多修改和变动是可能的,并且在某些情况下甚至可能是期望的,并且是本发明的一部分。因此,提供示出本发明的原理但不限于此的以下描述。
42.如贯穿本文所使用,除非上下文中另外明确规定,否则单数形式“一个”、“一种”和“所述”包括复数指示物。因此,例如,除非上下文中另外指示,否则对“夹持器”的引用可包括两个或更多个此类夹持器。
43.范围在本文中可表达为“约”一个特定值和/或至“约”另一个特定值。当表达这样的范围时,另一个方面包括一个特定值和/或至另一个特定值。类似地,当值通过使用先行词“约”表达为近似值时,将理解,所述特定值形成另一个方面。还将理解,范围中的每一个的端点无论相对于另一个端点还是独立于另一个端点都是有意义的。
44.任选地,在一些方面,当通过使用先行词“约”或“大体上”或“大致”来粗略估计值时,可设想,在具体陈述的值或特性的(高于或低于)多达15%、多达10%或多达5%内的值可包括在这些方面的范围内。
45.如本文所使用,术语“任选的”或“任选地”意指随后描述的事件或情况可能发生或可能不发生,并且所述描述包括所述事件或情况发生的实例和不发生的实例。
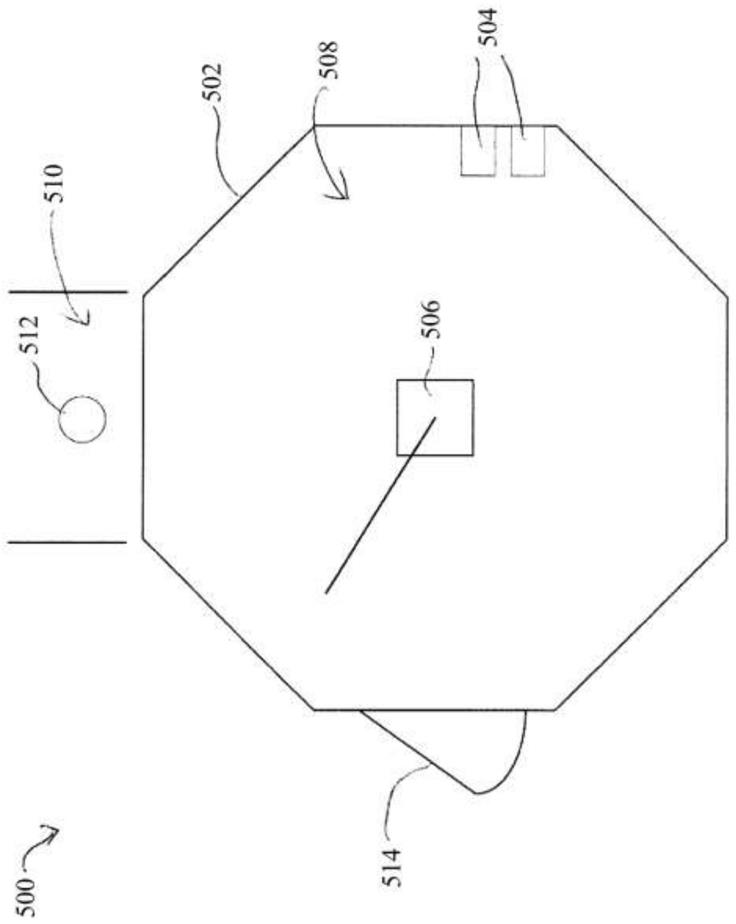
46.本文参考图1至图4公开了粗纱架组件500,其具有:外壁502;多个纱线卷装接合位
置504;多轴机器人506;以及至少一个处理器。外壁可限定内部空间508,并且多个纱线卷装接合位置504可分布在内部空间内。可设想,每个粗纱架组件500的外壁可以任何期望的形状设置,包括但不限于圆形、正方形、八边形或五边形形状。多轴机器人可牢固地固定在内部空间内,并且被定位以在内部空间内选择性地接合纱线卷装。任选地,多轴机器人506可设置在基座上。多轴机器人可被配置来选择性地接近多个纱线卷装接合位置。至少一个处理器可通信地耦接到多轴机器人,并且被配置来接收对应于多轴机器人所选择动作的输入。还公开了使用粗纱架组件的方法。
47.本文还描述了模块化粗纱架系统,其包括多个所公开的粗纱架组件,其中每个粗纱架组件用作相应粗纱架模块。任选地,模块化粗纱架系统可包括自动化进给器组件,所述自动化进给器组件被配置来选择性地将纱线卷装递送到多个粗纱架组件。任选地,多个粗纱架组件可包括至少两个竖直堆叠的粗纱架组件。另外或替代地,多个粗纱架组件可包括至少两个水平相邻的粗纱架组件。还公开了使用和组装模块化粗纱架系统的方法。
48.在另外的方面,可设想,模块化粗纱架系统可包括多个粗纱架组件,所述多个粗纱架组件可在第一换筒(簇绒或整经)操作期间以第一构型定位,并且可在第二换筒(簇绒或整经)操作期间以第二构型定位,其中第一构型和第二构型彼此不同。在再一些另外的方面,另外的粗纱架组件可以添加方式耦接到初始粗纱架组件群组,以扩展给定粗纱架系统。
49.下面提供了所公开组件、系统和方法的另外的细节。
50.粗纱架设计和功能
51.结构特征
52.在示例性方面,粗纱架的构型将是标准、柔性和模块化的,以提供粗纱架整经和簇绒单元。在这些方面,可设想,每个粗纱架组件可用作粗纱架模块。
53.任选地,在另外的示例性方面,所公开粗纱架组件可装配在42英尺宽乘49英尺长的占地面积内,其中最大天花高度为20英尺。在提供模块化粗纱架时,可根据需要扩展或缩小粗纱架的占用面积。因此,可提供具有较小占用面积的粗纱架。
54.任选地,在另外的示例性方面,每个粗纱架组件的多轴机器人可以是居中定位的服务机器人。
55.任选地,在另外的示例性方面,进给器组件可包括机械进给器组件。
56.任选地,在示例性方面,每个粗纱架组件的多轴机器人可具有安装到粗纱架组件的地板(例如,使用底座)或天花板(例如,使用机架)的机械臂。在这些方面,可设想,机械臂可被配置来使用360度接近来抵达纱线组件内的所有纱线位置。
57.任选地,在示例性方面,粗纱架系统可以是可进行添加或删减以实现用于整经或簇绒操作的期望粗纱架构型的多层系统。可设想,堆叠粗纱架组件的数量可以是两个或三个,其中大多数操作是在两层堆叠构型下进行的。
58.任选地,在示例性方面,所公开粗纱架系统的上层可包括到相邻粗纱架组件的猫道联动装置(catwalk linkage)。在使用中,可设想,这些猫道联动装置可允许操作者在同一层接近多个粗纱架组件,而不必上下攀爬,从而使人工效率和生产率最大化。
59.任选地,在示例性方面,所公开粗纱架系统的上层可包括位于围绕操作区域的猫道520上的螺栓和用于在粗纱架系统内从下层接近上层的机构(例如,梯子)。
60.任选地,在每个粗纱架组件内,可设想粗纱架部段(即,纱线卷装接合位置的竖直
列)可不超过6或8(偶数)个纱线锥筒高。可设想,以此方式使用有限的偶数个纱线锥筒可允许使用(耦接到机械臂的)双端部执行器或四端部执行器,以使装载/卸载过程更高效。尽管如本文所公开的粗纱架组件不限于锥形卷装,但是出于本公开的目的,应理解,术语纱线锥筒和纱线卷装在本文中可互换地使用。
61.在使用中,可设想,工厂操作者可例如通过接合手动模式来选择性地调整纱线卷装接合位置和粗纱架组件方位,以实现指定粗纱架构型。
62.在一个非限制性示例中,可设想,粗纱架系统内的每个粗纱架层可服务至少1,844个锥筒位置(两层可服务至少3,688个锥筒位置)。然而,可设想,每个粗纱架层可被配置来取决于粗纱架组件构型和空间约束而服务更多或更少的锥筒位置。
63.任选地,在示例性方面,所公开多轴机器人的底座是固定的。
64.任选地,在另外的示例性方面,所公开粗纱架组件和粗纱架系统不包括视觉系统或不使用视觉系统。
65.在示例性方面,可设想,所有纱线锥筒位置(纱线卷装接合位置)都固定在给定粗纱架组件内。
66.在另外的示例性方面,粗纱架操作者512可具有来自每个纱线组件的周边的分区入口510,以允许执行捆扎和拼接任务。可设想,可从粗纱架组件的壁外部提供到粗纱架的所有非维护接近。在一个区可具有人机交互(接口模式)的同时,其他区域(任选地,粗纱架组件内的所有其他区)可处于运行或操作顺序或模式。在每个粗纱架层内,可选择性地调整被配置用于人机交互的区的数量。任选地,在每个粗纱架层内,可设想,被配置用于人机交互的区的数量可在四个至八个的范围内。
67.在示例性非限制性方面,所公开的机械部件可由瑞典通用电气布朗
‑
博韦里(abb)或安川马达(莫托曼)公司(yaskawa(motoman))制造。
68.在示例性非限制性方面,可设想,所公开的粗纱架组件和粗纱架系统可包括处理单元(包括可编程逻辑控制器(plc)),以允许各种系统部件之间的通信。任选地,此类plc可以是艾伦
‑
布拉德利公司(allen bradley)制造的ab l83 plc。
69.在示例性非限制性方面,可设想,所公开的粗纱架组件和粗纱架系统可包括用于实现纱线卷装的移动的一个或多个驱动系统。任选地,此类驱动系统可由安川马达公司制造。
70.在示例性非限制性方面,可设想,所公开的粗纱架组件和粗纱架系统可包括用于从粗纱架操作者接收输入的至少一个人机接口(hmi)。任选地,此类hmi可提供为西门子22英寸精智面板;然而,也可设想,可使用便携式hmi(诸如平板电脑和其他远程计算装置(例如,智能手机))。
71.在另外的示例性方面,每个粗纱架组件可具有维修通道门514,以允许接近粗纱架组件内的固定机器人。在这些方面,可设想,维护通道门可在操作期间打开的情况下具有紧急停止协议(例如,触发的紧急停止开关)。例如,所有活动件都可停止。还可设想,维护通道门可形成为粗纱架组件的外壁的一部分,使得通道门的内表面可用作粗纱架空间。
72.在另外的示例性方面,可设想,所有纱线出口点可向上定向,其中纱线在粗纱架组件的外壁的顶部之上弯曲,以桥接粗纱架组件与一个或多个簇绒和/或整经机之间的距离。
73.在再一些另外的示例性方面,可设想,每个粗纱架层可具有至少一个状态灯(例
如,至少一个安灯灯),所述至少一个状态灯通信地耦接到处理器并且被配置来提供对系统自动化的状态的指示。例如,一个或多个状态灯可根据状态在开启与关闭之间变化、在稳定与闪烁之间变化、在闪烁频率方面变化和/或改变颜色。
74.自动化操作
75.在使用中,可从入站托盘位置拾取纱线锥筒(即,纱线卷装)。任选地,机器视觉可用于在托盘上有效地找到纱线锥筒并将它们放置在入站系统(诸如输送机)上。
76.在示例性方面,在将每个纱线锥筒从托盘取下时,如本领域已知,可将塑料盖安装在纱线锥筒上。
77.在另外的示例性方面,进给到粗纱架中的纱线锥筒可设置有可被扫描以验证大量纱线和消耗量/速率的标记。可设想,这可通过辅助自动化在粗纱架内或粗纱架外部完成。
78.在另外的示例性方面,每个粗纱架组件内的机器人可包括一次装载多个锥筒的端部执行器。任选地,端部执行器可以是双端部执行器、三端部执行器或四端部执行器。可设想,粗纱架组件可具有单个端部执行器,以在过程中围绕纱线进行操纵。
79.在使用中,在将锥筒放置到卷装粗纱架运输机构中之后(如本文进一步所公开),机器人可将塑料盖放置到纱线卷装的端部上。
80.在示例性方面,可提供编程接口,以接收对应于适当粗纱架配置的一个或多个输入。在这些方面,可设想,锥筒和粗纱架总体配置的位置可存储在存储器中并且与特定过程和操作相关联。
81.对于多层粗纱架系统(至少两个堆叠模块化系统),可将机电小型升降机螺栓连接或以其他方式固定到粗纱架的外部上。小型升降机可包括选择性地沿着粗纱架竖直移动的平台。可设想,小型升降机可被配置来一次递送选定数量的纱线卷装(例如,四个纱线卷装)。任选地,还可设想,粗纱架系统可包括灯(例如,安灯灯),所述灯在小型升降机在服务中时提供视觉指示并且提供安全协议以防止人身伤害。然而,可设想可使用其他视觉指示器和安全协议。
82.在另外的示例性方面,单独的扫描仪或相机可设置有端部执行器,并且可被配置来产生指示空的和/或需要及时注意的纱线锥筒位置的警示或信号。在使用中,可设想,所述警示或信号可由如本文所公开的自动化纱线系统内的处理单元接收。还可设想,所述警示或信号可由粗纱架操作者(任选地,通过由操作者访问的远程计算装置)接收。
83.在操作中,在空闲时间期间,每个纱线组件的机器人可被配置来连续扫描空锥筒位置。在“自动”模式下,机器人可被配置来无需来自粗纱架操作者的提示而更换空纱线锥筒。在“手动”模式下,操作者可负责做出决定并且提供指导更换纱线锥筒或调换纱线锥筒之间的位置的至少一个输入。
84.机器人可被配置来在纱线锥筒用尽之后移除纱线锥筒,并且将其放置在要通过运输工具或重力溜槽从单元移除或由服务机器人放置到容器中的位置中。
85.任选地,在示例性方面,纱线系统可包括设置在机械臂上的防撞系统,以检测是否犯了人为错误以及机器人是否试图装载已经负载的位置。另外,在这些方面,如果机器人去拾起纱线锥筒而那里不存在,则可将机器人配置来扫描最小锥筒直径,以便评估并确认是否不存在纱线。在这两种情况下,都可将机器人配置为进入故障状态并且在hmi上提供反馈,以提示粗纱架操作者进行人工干预。
86.人机交互
87.人机接口可提供为远程计算装置(例如,平板电脑、便携式电子触板、智能手机等)或其他常规hmi装置。在使用中,人机接口可允许粗纱架操作者对纱线位置进行手动更改,以便优化粗纱架并且使纱线浪费最小化。粗纱架内的逻辑可维持对锥筒位置的追踪,并且在粗纱架操作者错误地分配填充位置时警示他们。
88.在使用中,粗纱架操作者可手动地将纱线的末端捆扎或拼接在一起。可设想,可向这些粗纱架操作者提供从每个粗纱架组件的壁的周边进行的分区接近。当粗纱架操作者位于特定区域内时,机械臂可继续服务粗纱架组件(模块)的其他区(即,除了分区部段被中断以进行手动作业的位置之外,粗纱架组件内的操作将继续)。
89.在操作中,可设想hmi接口可显示纱在粗纱架内的实时位置。任选地,在这些方面,可用逻辑而不是传感器来监视纱线的实时位置。虽然由于复杂性和追踪纱线位置所必需的传感器数量而并非优选的,但是可设想也可使用传感器。
90.在示例性方面,每个粗纱架组件都可具有显示监视器(任选地,55英寸监视器),以通过粗纱架组件内的一个或两个相机的画中画(pip)来展示所有粗纱架位置的实时视图和实时状态,以允许监视操作区域内部的活动。任选地,可设想每个粗纱架可具有远程查看、监视和诊断能力。
91.纱线/锥筒特性
92.在示例性非限制性方面,每个粗纱架位置可被配置来容纳直径多达15英寸的纱线锥筒。
93.任选地,每个锥筒可具有2.75英寸内径和3
‑
1/8英寸外径。
94.任选地,每个纱线锥筒的长度可以是11
‑
7/16英寸。
95.任选地,本文所公开的自动化可被配置来在每个纱线锥筒位置处处理多达25磅的纱线锥筒。任选地,在一些方面,双端部执行器可具有50磅容量。如果使用三端部执行器,则可设想所述端部执行器可具有75磅容量。如果使用四端部执行器,则可设想所述端部执行器可具有100磅容量。
96.粗纱架的复杂性
97.在示例性方面,粗纱架可能将多种(例如,4至6种)不同类型的纱线同时装载到粗纱架中。在这些方面,可设想,粗纱架的编程逻辑可允许粗纱架操作者以纱线位置总数内的任何配置装载粗纱架。
98.在另外的示例性方面,每个纱线锥筒可通过扫描相关联条形码(或其他标记)进行验证,之后进入粗纱架。
99.在再一些另外的示例性方面,hmi可跟踪显示器(屏幕)上的纱线id,以使操作者知晓在粗纱架内的特定位置中正在运行的纱线类型。
100.在操作中,hmi可提供以手动方式或使用自动化处理器控制来优化纱线的能力。任选地,在一个实例中,hmi可被配置来允许以手动方式将纱线锥筒从一个位置移动到另一位置,以在簇绒运行接近结束时提供优化。
101.过程流程
102.加载粗纱架运行模式
103.示例性装载过程可从升降机驱动器或agv将一托盘纱线递送到固定入站/出站位
置530开始。垫料可通过手工剥离和丢弃。hmi可被设置为在“自动”模式下操作,并且用于装载粗纱架。材料处理机器人532可定位每个纱线卷装并且将纱线卷装装载到适当位置中以便运输到粗纱架中。如果机器人发现不合格卷装,则系统可产生警报并且警示粗纱架操作者移除所述纱线卷装。材料处理机器人可在将塑料盖放置到卷装上之后再进入到粗纱架中。一旦托盘已经完全装载,材料处理机器人就可生成警报并要求另外的纱线托盘;替代地,可将额外的托盘自动索引到位置中以与材料处理机器人接合。在示例性方面,纱线递送可暂时在常规输送机534或即时(jit)递送输送机上进行。一旦托盘是空的,托盘就可被运输到出站位置以便取走。然后可使用输送机组件将装载的纱线运输到粗纱架中。任选地,可设想,粗纱架组件的壁可设置有一个或多个开口,以用于接收输送机组件的部分,并且允许将纱线卷装递送到粗纱架组件的内部空间内的机器人可接近的位置。人类粗纱架操作者可进行所有纱线连接,以确保每个纱线锥筒都连接到簇绒机。
104.粗纱架操作期间
105.当粗纱架组件(粗纱架模块)的自动化部件处于“自动”模式时,自动化可被配置来以与纱线卷装由材料处理机器人装载相同的一般方式将(从输送机组件接收的)纱线卷装装载到粗纱架组件内的选定位置上。在操作过程中,每个粗纱架组件内的机器人在处于“自动”模式时可被配置来使用扫描端部执行器来寻找空纱线锥筒,并且将它们存放到射出杆(ejection shoot)中。
106.如果粗纱架组件处于“手动”模式,则hmi和安灯灯可提示操作者给出指令,以将纱线锥筒从一个位置移动到另一个位置或自动地装载新纱线锥筒。可设想可采用此过程来优化纱线使用。在示例性方面,可设想,人类粗纱架操作者可连接或断开所有纱线连接,以确保没有锥筒从簇绒机中拉出。
107.剥离粗纱架运行模式
108.在另外的示例性方面,人类粗纱架操作者断开所有纱线连接,以确保没有锥筒从簇绒机中拉出。在断开纱线锥筒之后,可使hmi处于“剥离”模式以剥离粗纱架。在此模式下,纱线被运输出粗纱架,并且所有剩余的纱线锥筒都可由材料处理机器人运输至出站位置。当托盘装满时,升降机驱动器或agv可移除装满的托盘,并且用空托盘替换装满的托盘,以用于装载另外的纱线锥筒。
109.系统可被配置来一旦粗纱架是空的就警示hmi粗纱架是空的,并且打开灯(例如,安灯灯)或其他视觉指示器以自行准备装载。
110.粗纱架模块
111.参考图5和图6,纺织品制造系统2可包括粗纱架4和整经机6或诸如簇绒机或热定型隧道的其他纱线处理设备。粗纱架4可包括多个粗纱架模块10。每个粗纱架模块10可包括外壁12和多个纱线卷装接合位置14。纱线卷装接合位置14可以是牛角状物(bullhorn)16,所述牛角状物16包括大体上圆柱形部分18和拉布机20,所述拉布机20抵靠纱线卷装的内部向外偏置以便将卷装保持在纱线卷装接合位置上。拉脱引导件22(例如,半圆柱形拉脱引导件)可与牛角状物16轴向对齐并定位在其下方。
112.粗纱架系统
113.一个或多个粗纱架模块可配合以形成进给纱线处理设备的粗纱架4。根据各种实施方案,粗纱架可包括多个模块(例如,介于一个模块与二十个模块之间)。还参考图7a和图
7b,每个粗纱架模块10可包括第一侧30和相对的第二侧32,其中第一侧30和第二侧32由机架行进穿过的通道34间隔开,如本文进一步所公开。每一侧可包括多个部段36(例如,介于两个与二十个部段之间)。每个部段可包括纱线卷装接合位置14的多个水平行(例如,介于六行与二十行之间)和多个竖直列(例如,四列)。任选地,每个部段可定位在粗纱架的框架的相应水平分隔器之间,如图7a至图7b所示。每个模块可包括一个或多个层38。每个层38处的猫道40可为操作者提供到粗纱架的通道。
114.参考图8,在第一实施方案中,整经机系统2a可包括单个粗纱架模块10。任选地,单个粗纱架模块10可以是两层高,每侧八个部段。单个粗纱架模块10可容纳连接到整经机6的640个卷装或320个端部。参考图9,在第二实施方案中,簇绒系统2b可包括一对粗纱架模块10。一对粗纱架模块10可以是两层高,并且每侧具有十个部段。一对粗纱架模块10结合可容纳连接到簇绒机的1844个卷装或922个端部。可设想,两个卷装可连接成使得在附接到给定织针的第一卷装耗尽时,第二(转移)卷装可继续向织针提供纱线。参考图10,在第三实施方案中,簇绒系统2c可包括三个模块10。簇绒系统可以是两层高,每侧具有五个部段。所述三个粗纱架模块10结合可容纳连接到簇绒机的1844个卷装或922个端部。参考图11,在第四实施方案中,簇绒系统2d可包括四个模块10。簇绒系统可以是两层高,每侧具有十个部段。簇绒系统可容纳连接到簇绒机的3688个卷装或1844个端部。在第五实施方案中,纱线粗纱架系统可包括单个模块,所述单个模块一层高,每侧具有八个部段,所述模块可容纳连接到热定型隧道的640个卷装或320个端部。在一些实施方案中,多个粗纱架模块10可耦接以形成扩大的粗纱架,例如以执行簇绒操作。在簇绒操作之后,多个粗纱架模块中的至少一个可从多个粗纱架模块中的其他粗纱架模块脱离,以形成较小的粗纱架(具有较少粗纱架模块)。由于粗纱架系统的模块性,可根据需要提供另外的粗纱架模块组合。
115.机架
116.每个粗纱架模块10可具有相应粗纱架装载设备。参考图12和图13,粗纱架装载设备或机架100可包括框架102。框架102可包括水平轨道102a和桅杆102b,所述桅杆102b可通过马达(例如,伺服马达)沿着第一轴线106在水平轨道102a上移动。框架102可包括用于提供电力、空气和真空源的集成管道103。平台104可包括通过马达(例如,伺服马达)沿着桅杆102b竖直移动的第一部分104a。因此,平台104可相对于第一轴线106和第二(竖直)轴线108沿着框架移动。平台还可包括第二部分104b,所述第二部分104b可相对于第一部分104a围绕平行于第一轴线106的旋转轴线109旋转。旋转致动器112可被配置来使平台104的第二部分104b围绕旋转轴线109旋转。机架控制面板107可附接到桅杆102b。
117.第一线性致动器112可附接到平台104的第二部分104b。第一线性致动器112可能够沿着线性致动器轴线114延伸。夹持器116可附接到第一线性致动器112的端部。任选地,夹持器116可被设置为臂端工具(eoat)的部件。夹持器116可包括多个钳口118,所述钳口118相对于彼此径向延伸,以便夹持纱线卷装120的内表面122(图6)。多个钳口118可任选地具有圆柱形表面。因此,夹持器116可任选地限定圆柱形表面。
118.线性致动器可包括第一区段130和第二区段132。第一区段130可包括子平台134,所述子平台134可沿着线性致动器轴线114在轨道136上移动。伺服马达138可驱动皮带140以使子平台132沿着轨道136移动。第二区段132可包括气动致动器142,所述气动制动器142附接到子平台132,使得第一区段130的移动使气动致动器142沿着线性致动器轴线114平
移。气动致动器142可包括其中具有活塞杆146的气动气缸144。夹持器116可附接到活塞杆146的远侧端部。
119.如本文进一步所公开,服务机器人可将纱线卷装在粗纱架内的暂存区域中进行区段,然后机架可将纱线卷装从暂存区域运输到粗纱架上的期望纱线卷装接合位置。为了服务机器人更容易接近,可将暂存区域设置为更靠近包括第一轴线106和第二轴线108的中心平面。因此,第一区段130可相对于与第一轴线106垂直的横向水平轴线将夹持器定位在第一横向位置中,夹持器可通过第二区段132的延伸从所述横向水平轴选择性地接近暂存区域中的纱线卷装。然后,第一区段130可相对于横向水平轴线将夹持器定位在第二横向位置,夹持器可通过第二区段132的延伸从所述横向水平轴将纱线卷装选择性地定位在粗纱架上的纱线卷装接合位置上。
120.此外,双区段致动器可使机架能够被配置用于各种粗纱架模块宽度(即,垂直于粗纱架模块的纵向尺寸的水平尺寸)。例如,在正常操作期间,第一区段130可设置在固定位置,并且第二区段132可用于放置纱线卷装。另外,当第二区段132完全延伸时,可调整第一区段的位置以改进纱线卷装相对于纱线卷装接合位置的定位。
121.在一些实施方案中,第二线性致动器150和第三线性致动器152可附接到平台104的第二部分104b,其中第二线性致动器和第三线性致动器中的每一者具有与第一线性致动器112相同的构造和配置。第二线性致动器150和第三线性致动器152中的每一者可具有附接在远侧端部处的夹持器116。以此方式,机架100可一次操纵三个纱线卷装120。第一线性致动器112、第二线性致动器150和第三线性致动器152中的每一者可以是可独立致动的。另外,第一线性致动器112、第二线性致动器150和第三线性致动器152可能够一致(即,同时或顺序)移动。在另外的实施方案中,机架可包括两个、四个、五个或更多个线性致动器,并且相应夹持器可独立操纵对应数量的纱线卷装。线性致动器和相应夹持器可统称为端部执行器158。
122.参考图17,第一相机160可附接到平台104的第二部分104b。第一相机160可被配置来检测纱线卷装120的直径。第一相机160以及本文所描述的相机中的每一个可任选地是ifm o3d302。与相机160通信的计算装置1001(图19)可被配置来粗略估计纱线卷装120上的剩余材料量。例如,第一相机162可距离相应纱线卷装接合位置上每个纱线卷装位于固定位置处。剩余纱线量可基于纱线卷装在相机的视野内所涵盖的区域量进行粗略估计。在一些实施方案中,测量误差可在正负百分之五之内。在一些实施方案中,第一相机可设置成使得其捕获机架的第一侧(相对于包括第一轴线106和第二轴线108的平面)上的纱线卷装120的图像,并且第二相机162(标记但未示出)可与第一相机相反设置,使得其可捕获在机架的相反侧上的纱线卷装120的图像。
123.参考图15,暂存平台170可能够沿着框架102移动。暂存平台170可附接到桅杆102b,使得暂存平台170与平台104一起沿着第一轴线106移动。暂存平台可包括被配置来在其上接收纱线卷装120的多个牛角状物172。牛角状物172可定位成使得当平台104的第二部分104b旋转成使得线性致动器轴线竖直时,牛角状物与相应线性致动器的轴线114轴向对齐。因此,多个夹持器116可容纳第一多个卷装120,并且暂存平台可容纳第二多个卷装120。如本文进一步所公开,夹持器116可将第一多个卷装120定位在粗纱架模块10上(图5)。然后,旋转致动器112可旋转平台104的第二部分104b使得多个夹持器116定向成接合暂存平
台170上的第二多个卷装120。多个夹持器116可延伸并接收第二多个卷装中的相应卷装120,缩回然后旋转(任选地,旋转九十度),以便将第二多个卷装定位在粗纱架模块10上。
124.参考图23,粗纱架模块10可包括位于第一端部处的暂存区域190。纱线盒暂存位置196可接收其上具有多个纱线卷装120的一个或多个纱线盒198。纱线盒暂存位置196可包括用于定位纱线盒198的引导件197(图15)。暂存区域190可包括类似于牛角状物16并且被配置来接收纱线卷装120的牛角状物192。牛角状物可沿着竖直轴线竖直地间隔开,使得当平台104处于原位置180时,夹持器116可被定位来同时从暂存区域的牛角状物192接收纱线卷装。在一些实施方案中,每个粗纱架模块10可包括各自包括两行三个垂直间隔的牛角状物192的一对相对的暂存区域190。
125.还参考图18,服务机器人200可相对于暂存区域190和纱线盒暂存位置196设置,使得服务机器人可从纱线盒暂存位置196中的纱线盒接收纱线卷装,并且将纱线卷装120装载到暂存区域190的牛角状物192上。服务机器人200可包括锚定到地板的底座202。臂204可具有附接到底座202的第一端部206和与第一端部206相对的操作端208。臂204可具有至少四个自由度。在一些实施方案中,服务机器人200可具有六个移动轴。服务机器人200可包括多个致动器,所述多个致动器被配置来致动每个臂接头处的相应臂部件之间的移动。夹持器组件210可附接到臂204的操作端208。夹持器组件210可包括多个夹持器116(例如,三个夹持器),所述多个夹持器116被间隔开使得它们可同时装载暂存区域的牛角状物192(即,具有与机架上的夹持器116的间隔相同的间隔)。
126.还参考图19,根据另外的方面,夹持器组件210可包括相对于夹持器组件210处于固定位置的中心夹持器116a。夹持器组件210还可包括位于中心夹持器116a的第一侧上的第一夹持器116b和位于中心夹持器116a的与第一侧相反的第二侧上的第二夹持器116c。第一夹持器116b和第二夹持器146c可耦接(例如,附接)到相应线性致动器212,所述线性致动器212将相应第一致动器或第二致动器定位成更靠近和远离中心夹持器116a,以适应纱线卷装的间距的变化。线性致动器212可与如本文所公开的控制其致动的计算装置的处理器通信。在一些实施方案中,线性致动器212可具有约两英寸的行程。在一个示例性实施方案中,当在箱上时纱线卷装从中心到中心可间隔10.5英寸,暂存区域中的牛角状物从中心到中心可间隔12.5英寸。因此,线性致动器212可提供行程以适应间距差。
127.还参考图20,服务机器人200(图18)还可包括相机220。相机220可以是三维相机。相机220可与计算装置1001(图26)通信。计算装置1001可从相机220接收纱线盒暂存位置196中的给定纱线盒198的图像,并且处理图像以确定在所述箱上的纱线卷装120的数量。所述相机可以是范围相机(range camera)。也就是说,相机(和耦合处理器)可确定相机与物体(例如,纱线卷装120)之间的距离。相机和耦合处理器可被配置来确定水平阵列中纱线卷装的存在与否。例如,纱线盒可包括多个堆叠水平层。相机可捕获顶层以确定顶层上纱线卷装的存在与否。例如,参考图24,系统可检测到缺失卷装250(即,没有卷装存在的空位置)。相机和耦合处理器还可被配置来确定对应于纱线卷装的堆叠层数量的纱线卷装高度。
128.参考图20至图22,夹持器组件210可包括垫料移除组件230。垫料移除组件可包括一个或多个吸盘232。每个吸盘232可与真空源234流体连通(例如,在真空泵与吸盘232之间可延伸软管。吸盘232可被配置来夹持垫料186(图18),然后服务机器人200(图18)可移动夹持器组件210以将垫料从箱198提起。然后,服务机器人200可将垫料移动到垫料区域188(假
设垫料区域188具有接收垫料的能力;如果垫料区域已满,则系统可通过例如消息或指示器通知操作者必须清空垫料区域)。服务机器人200可对多个垫料层重复垫料移除过程。
129.在一些实施方案中,可在指定位置(例如,纱线盒暂存位置196)接收纱线盒198。给定纱线盒198上的纱线卷装120可处于纱线盒上的固定位置。以此方式,服务机器人200在知晓纱线盒198的位置的情况下可确定每个纱线卷装120的位置。
130.控制编程
131.纺织品制造系统2(图5)可由计算装置1001(图26)上的.net应用程序控制。操作者可通过输入/输出接口1010(图26)与.net应用程序连接。在一些实施方案中,接口可使操作者能够控制粗纱架系统的操作。例如,操作者可输入对应于地板最终产品(例如,地毯)的库存单位(sku)(称为“成品sku”),从而使计算装置1001加载成品sku的图数据库。此外,接口可向操作者提供关于过程的信息,诸如某些卷装是否需要装载到粗纱架上、包括此类卷装的纱线盒需要定位在哪些纱线盒暂存位置中使得纺织品制造系统2可装载纱线盒,或某些卷装是否需要拼接。
132.粗纱架制图
133.每个地板成品都可具有对应sku。每个成品sku可具有可编程并且上载到计算系统1001中的对应粗纱架图。
134.参考图25,计算装置1001(图26)可执行用于分配纱线卷装及监视其暂存的方法400。从开始框405,方法400可前进到阶段410,在阶段410处计算装置1001接收地板成品标识符。例如,操作者可将特定地板成品标识符(例如,成品sku)输入到计算装置1001中。从阶段410,方法400可前进到阶段415,在阶段415处计算装置1001接收粗纱架图。例如,计算装置1001可基于输入的成品标识符来接收(例如,从数据库下载,如本文进一步所公开的)粗纱架图,所述粗纱架图包括多个纱线接合位置和对应于在每个纱线卷装接合位置处要接收的纱线卷装的相应标识符。因此,图可存储每个纱线卷装接合位置并将每个纱线卷装位置链接到对应纱线卷装sku。
135.图可(例如,在计算装置的显示器上)显示为电子表格,所述电子表格包括列出每个纱线接合位置的第一列和列出对应纱线接合位置的纱线卷装标识符的第二列。相应标识符可以是例如每个纱线卷装的sku。在另外的实施方案中,图可显示为粗纱架的可视化。例如,图可显示为具有对应于不同纱线卷装sku的不同颜色、文本和/或图形的粗纱架的三维渲染。
136.从阶段415,方法400可前进到阶段420,在阶段420处计算装置1001可分配纱线盒暂存位置。即,计算装置可使用粗纱架图来分配纱线盒暂存位置以用于接收相应纱线盒。每个纱线盒可包括具有多个纱线卷装的托盘,所述多个纱线卷装各自具有相同标识符(例如,sku)。因此,对于包括第一纱线标识符和第二纱线标识符的图,计算装置可分配用于接收具有第一标识符的纱线的纱线盒的第一暂存位置,以及用于接收具有第二标识符的纱线的纱线盒的第二暂存位置。从阶段420,方法400可前进到阶段425,在阶段425处计算装置1001确定应当定位在每个纱线盒暂存位置处的纱线盒(如果有的话)。例如,计算装置可在显示器上提供每个纱线盒暂存位置的图以及指定在每个纱线盒暂存位置处要接收的给定纱线盒标识符。任选地,图可包括至少一个空纱线盒暂存位置。
137.然后可在每个相应纱线盒暂存位置处接收分配的纱线盒。例如,叉式升降机操作
者或自动化引导车辆可将每个纱线盒定位在其相应纱线盒暂存位置处。从阶段425,方法400可前进到阶段430,在阶段430处计算装置1001在纱线盒暂存位置处检测纱线盒。暂存位置可包括托盘传感器。例如,托盘传感器可以是负载传感器,所述负载传感器可检测何时在相应暂存位置中放置了足够重量。在另外的实施方案中,托盘传感器各自可以是激光器,所述激光器发射跨纱线盒暂存位置并且进入光电探测器的光束。当将箱放置在相应暂存位置中时,纱线盒可阻挡激光器照射光电探测器,并且计算装置1001可从光电探测器接收对应于箱被放置在暂存位置中的信号变化。
138.从阶段430,方法400可前进到阶段435,在阶段435处计算装置接收定位在每个纱线盒暂存位置处的纱线盒的标识符。根据一些方面,使用与计算装置1001通信的手持式扫描仪,操作者可扫描对应于纱线盒暂存位置的标识符(例如,条形码、qr码,rfid(射频标识)标签等)。任选地,手持式扫描功能可使用计算装置1001(例如,使用计算装置的相机和光学扫描应用程序)来执行。然后,操作者可扫描纱线盒上的标识符(例如,条形码、qr码、rfid标签等)。对应于纱线盒暂存位置的可扫描标识符可任选地位于纱线盒暂存位置处或其附近,使得在纱线盒暂存位置处的操作者可从同一站立位置扫描纱线盒暂存位置标识符和定位在纱线盒暂存位置上的纱线盒上的标识符两者。从阶段435,方法400可前进到阶段440,在阶段440处将纱线盒标识符与纱线盒暂存位置进行比较。计算装置可确定纱线盒与给定暂存位置是否正确匹配。从阶段440,方法400可前进到阶段445,在阶段445处如果所接收的纱线盒标识符与分配的纱线盒标识符不匹配,则向操作者提供反馈。如果纱线盒识符不正确,则系统可显示错误并且阻止服务臂200对纱线卷装进行暂存,直到正确的纱线盒定位在暂存位置中为止。
139.在另外的实施方案中,代替在阶段430处使用托盘传感器或除此之外,系统可基于扫描上下纱线盒暂存位置的纱线盒来保持对每个纱线盒暂存位置的占用状态(占用或未占用)的了解。例如,当操作者扫描暂存位置然后扫描纱线盒时,计算装置1001(图26)可在系统存储器1012(图26)中存储:暂存位置被占用。类似地,在移除纱线盒(或来自纱线盒的空托盘)时,操作者可扫描暂存位置,从而使计算装置在系统存储器1012存储:暂存位置未占用。在再一些另外的实施方案中,可使用rfid或其他自动化扫描方法来确定纱线盒何时处于暂存位置。例如,rfid扫描仪可相对于暂存位置定位,使得当具有适当安放的rfid标签的纱线盒放置在暂存位置中时,rfid扫描仪可检测到纱线盒的存在。
140.一旦每个纱线盒暂存位置处已经接收到纱线盒,服务机器人200就可向机架100提供纱线卷装。然后,机架可基于粗纱架图将纱线递送到相应纱线卷装接合位置。
141.计算装置1001(图26)的系统存储器1012(图26)可包括用于监视在每个纱线卷装接合位置处纱线卷装的占用情况的数据库。例如,当机架将纱线卷装放置在纱线卷装接合位置上时,计算装置可在数据库中存储:纱线卷装接合位置被占用。然后,计算装置1001可在向机架提供放置另一个纱线卷装的指令之前检查数据库。如果计算装置1001接收到将纱线卷装放置在占用的纱线卷装位置上的指令,则计算装置1001可提供出错信息或以其他方式通知操作者纱线卷装位置已被占用。例如,出错消息可包括计算装置的显示器上的文本、音响警报和/或控制面板上的状态灯。
142.机架可通过将纱线卷装从其相应纱线卷装接合位置移除来清除纱线卷装。在一些方面,机架和服务臂还可将清除的纱线卷装递送到仓或递送到服务臂从其接收清除的纱线
卷装的纱线暂存区域,然后将清除的纱线卷装放置在仓中。在另外的方面,服务臂可基于卷装设计将清除的纱线卷装堆叠到位置中。例如,托盘可包括可接收在由卷装的内表面122(图6)限定的内部容积内的圆柱形或圆锥形螺柱。因此,螺柱可将清除的纱线卷装间隔开。当托盘具有一整层卷装时,可将另一个托盘堆叠在整个卷装层的顶部直到箱装满为止,此时可将装满的箱移除并用空托盘替换。
143.计算装置1001可允许各种级别的访问。例如,级别可包括操作者级别、维护级别、工程级别和管理员级别。每个级别可基于某些规则而允许或限制访问。例如,在一些实施方案中,可向操作者提供访问以加载粗纱架图但不能编辑粗纱架图,但可允许工程师编辑粗纱架图并且覆盖某些参数。
144.程序在由计算装置的处理器执行时可使操作者能够选择粗纱架系统的特定操作模式。例如,模式可包括剥离粗纱架模式、装载粗纱架模式、运行模式和手动换筒模式。在剥离粗纱架模式下,程序可提示操作者验证纱线的端部已经被切断,并且阻止进一步操作直到操作者通过用户接口验证如此为止,如本文进一步所公开的。然后,程序可提示操作者验证rti仓(例如,垃圾/卷装回收箱)是空的并且处于适当位置。如果否,则程序可在操作者验证rti仓既是空的(或具有可用容量)又处于适当位置之前阻止进一步操作,并且提供指示具有可用容量的适当定位的仓的输入。然后,处理器可指导机架继续剥离粗纱架中的一些或全部(即,从中移除纱线卷装)。任选地,操作者可选择单独的粗纱架模块10、粗纱架模块的一部分或单独的纱线卷装接合位置以用于剥离。
145.在装载粗纱架模式下,操作者可输入或扫描成品sku。程序可基于输入的成品sku来加载粗纱架图,并且基于图分配纱线盒暂存位置以接收选定的纱线盒。然后,操作者可扫描纱线盒或以其他方式输入纱线盒的标识符。程序可从图验证纱线盒对应于分配的纱线盒。如果纱线盒与分配的纱线盒不匹配,则程序可(通过用户接口,诸如文本或图形显示)向操作者提供此类反馈。如果纱线盒与分配的纱线盒匹配,则程序可允许操作者扫描纱线盒暂存位置。然后,程序可确定纱线盒暂存位置是否与纱线盒匹配。如果纱线盒不匹配,则程序可(例如,通过出错信息)提供此类反馈,并且阻止程序进一步推进,直到纱线盒与分配的纱线盒暂存位置匹配为止。如果纱线盒与分配的纱线盒暂存位置匹配,则程序可提示操作者将纱线盒装载到纱线盒暂存位置上。任选地,程序可感测到纱线盒到纱线盒暂存位置上的接收。程序可重复,直到每个纱线盒暂存位置都已接收到其分配的纱线盒为止。
146.然后,操作者可拼接/系扎纱线的端部,以将粗纱架准备用于操作。一旦系扎了末端,操作者就可(通过经由用户接口输入书面/键入或口头命令)选择运行模式。程序可提示操作者验证所有的纱线末端均已系扎。程序可阻止运行模式执行,直到操作者验证纱线端部均已系扎为止。
147.在手动换筒模式下,操作者可选择将卷装从暂存区域移动到模块位置。操作者可输入或扫描成品sku。例如,操作者可从下拉菜单选择成品sku,将sku键入到文本输入框中,或者从对应于相应最终地板产品的条形码簿扫描条形码。如果所需纱线卷装已经存在于粗纱架上或纱线盒暂存位置中的纱线盒中,则系统可将纱线定位在期望纱线卷装接合位置中。如果所需纱线卷装既不存在于粗纱架上又不纱线盒暂存位置中的纱线盒中,则程序可使操作者能够扫描至少一个纱线卷装。如果纱线卷装与成品sku匹配,则程序可推进以允许操作者扫描位置(例如,操作者可使用条形码扫描仪来扫描定位于相应纱线卷装接收位置
处的条形码)。如果扫描的位置与纱线卷装匹配或以其他方式相关联,则程序可推进以允许操作者装载纱线。
148.此外,在手动换筒模式下,程序可使操作者能够将纱线卷装从纱线卷装接合位置移动到卷装暂存位置。程序可提示操作者验证纱线端部是否被切断。一旦确认,程序就可验证一个或多个rti仓的位置。例如,可将空rti仓放置在纱线盒暂存位置中。为了验证空rti仓的布局,操作者可扫描每个纱线盒暂存位置的标识符(例如,条形码)和相应rti仓上的标识符(例如,条形码),从而将每个空rti仓的位置输入到计算装置中,以用于从粗纱架接收纱线卷装。如果rti仓位置未得到验证,则程序可提示操作者装载rti仓。否则,机架可将纱线卷装从纱线卷装接合位置移动到卷装暂存位置。
149.此外,在手动换筒模式下,程序可使操作者能够将纱线卷装从一个纱线卷装接合位置移动到另一个纱线卷装接合位置。处理器在执行程序时可提示操作者验证纱线端部被切断。一旦确认,处理器在执行程序时可使机架将纱线卷装从第一纱线卷装接合位置移动到第二纱线卷装接合位置。
150.以上公开的系统可根据以下过程来使用。操作者可输入成品的sku。例如,操作者可从下拉菜单中选择成品sku,将sku键入到文本输入框中,或者从对应于相应最终地板产品的条形码书中扫描条形码。这样做时,系统可加载与成品的已加载sku相关联的粗纱架图。然后,可基于加载的粗纱架图将纱线盒在纱线盒暂存位置处进行暂存。操作者可通过硬键和/或软键(例如,输入键代码)接近栅栏隔开的托盘暂存区域。服务机器人200可移动到原位置。原位置可以是这样的位置:在其中服务机器人与机架的行程间隔开以避免碰撞,并且与纱线盒暂存位置间隔开以允许在其上放置纱线盒。操作者可扫描纱线盒的sku,然后扫描对应纱线盒暂存位置。系统可提示操作者装载纱线卷装盖或者验证纱线卷装盖已存在于纱线卷装上。操作者可验证纱线盒是否相对于纱线盒定位器适当地布置。系统可阻止服务机器人移动,直到一个或多个托盘传感器检测到在其上的纱线盒为止。然后,服务机器人接合机架可开始装载相应粗纱架模块,并且继续进行直到粗纱架装满为止(其中每个接合位置根据粗纱架图进行填充)。如果纱线盒用尽(如由例如服务机器人的相机所检测),则系统可暂停以允许操作者在纱线盒暂存位置中进行扫描并将另一个纱线盒装载在纱线盒暂存位置处,如本文描述。当暂存区域已满时,服务机器人可进入空闲模式(例如,在原位置不动),直到机架在暂存区域中打开空间。当从纱线盒中移除一层纱线卷装时,服务机器人可将垫料移除并将垫料放置在空垫料区域中,从而露出下一层纱线卷装以用于与服务机器人的夹持器接合。
151.机架可在暂存等待位置处(与暂存区域间隔开的位置处)开始。机架可等待,直到服务机器人将足够数量的纱线卷装定位在暂存区域190中为止。机架和服务机器人可维持对彼此位置的了解,以便避免碰撞。例如,机架可停留在暂存等待位置处,直到服务机器人停在原位置中为止。然后,机架可装载暂存平台170,然后装载其端部执行器158中的每一个。机架可根据粗纱架图填充纱线卷装接合位置。
152.当纱线卷装接合位置中的每一个装满时(根据粗纱架图),机架可进入检查模式。在检查模式下,机架可使用其相机来测量每个卷装上的剩余纱线量。当机架检测到空的或低于阈值(例如,基于剩余纱线量的最小操作直径)的纱线卷装时,机架可将用尽的卷装卷轴从机架移除并将其放置在丢弃仓中。计算装置可确定在粗纱架模块的暂存区域处是否可
用相同sku的替换纱线卷装。如果一个可用,则服务机器人可将纱线卷装放置在暂存区域中,并且机架可将纱线卷装放置在用尽的卷从其中移除的纱线卷装接合位置中。然后,系统可通知操作者拼接纱线。如果纱线卷装(具有适当sku)在暂存区域190中不可用,则系统可使服务机器人将纱线卷装放置在纱线盒暂存位置中。
153.为了剥离粗纱架,可首先(使用常规方法)切断端部。至少有一个容器必须就位,并且具有接收纱线卷装(或优选地是空的)的能力。如果没有仓就位并且具有接收纱线卷装的能力,则系统可提示操作者放置或更换容器。机架可首先从远端(服务机器人的对面)开始移除纱线卷装。机架可填充暂存平台170(例如,用三个卷装)并且填充其端部执行器。然后,机架可将卷装从其端部执行器和暂存平台放置在暂存区域190中。服务机器人200可从暂存区域拾起纱线卷装并将它们放入容器中。
154.使用如本文所公开的粗纱架系统,粗纱架可相比常规系统和方法更快地装载。例如,在一些实施方案中,粗纱架模块可在不到两小时八分钟的时间内装载。因为每个粗纱架模块可同时进行装载,所以包括多个模块的粗纱架同样可在不到两小时八分钟的时间内装载。
155.计算装置
156.图26示出包括与如本文所公开的粗纱架系统一起使用的计算装置1001的系统1000。
157.计算装置1001可包括:一个或多个处理器1003、系统存储器1012和总线1013,所述总线1013将包括一个或多个处理器1003的计算装置1001的各种部件耦接到系统存储器1012。在多个处理器1003的情况下,计算装置1001可利用并行计算。在示例性方面,计算装置1001可包括平板电脑、智能电话、个人计算机、膝上型计算机或其他合适的装置(例如,手持式计算装置)。
158.总线1013可包括若干可能类型的总线结构中的一种或多种,诸如使用多种总线架构中的任一种的存储器总线、存储器控制器、外围总线、加速图形端口以及处理器或本地总线。
159.计算装置1001可在多种计算机可读介质(例如,非暂时性)上操作和/或包括所述多种计算机可读介质。计算机可读介质可以是计算装置1001可访问的任何可用的介质,并且包括非暂时性、易失性和/或非易失性介质、可移动和不可移动介质。系统存储器1012具有呈易失性存储器(诸如随机存取存储器(ram))和/或非易失性存储器(诸如只读存储器(rom))的计算机可读介质。系统存储器1012可存储一个或多个处理器1003可访问和/或对之操作的储数据(诸如粗纱架制图数据1007)和/或程序模块(诸如操作系统1005和粗纱架制图软件1006)。
160.计算装置1001还可包括其他可移动/不可移动、易失性/非易失性计算机存储介质。大容量存储装置1004可为计算装置1001提供计算机代码、计算机可读指令、数据结构、程序模块和其他数据的非易失性存储。大容量存储装置1004可以是硬盘、可移动磁盘、可移动光盘、磁带盒或其他磁存储装置、闪存存储卡、cd
‑
rom、数字多功能盘(dvd)或其他光存储器、随机访问存储器(ram)、只读存储器(rom)、电可擦可编程只读存储器(eeprom)等。
161.在大容量存储装置1004上可存储任何数量的程序模块。操作系统1005和粗纱架制图软件1006可存储在大容量存储装置1004上。操作系统1005和粗纱架制图软件1006(或其
某种组合)中的一者或多者可包括程序模块和粗纱架制图软件1006。粗纱架制图数据1007也可存储在大容量存储装置1004上。粗纱架制图数据1007可存储在本领域已知的一个或多个数据库中的任一种中。数据库可进行集中或跨网络1015内的多个位置分布。
162.用户(例如,粗纱架操作者)可通过输入装置(未示出)将命令和信息输入到计算装置1001中。此类输入装置包括但不限于键盘、指向装置(例如,计算机鼠标、遥控器)、传声器、操纵杆、扫描仪、触觉输入装置(诸如手套)和其他人体覆盖件、运动传感器等。这些和其他输入装置可通过耦接到总线1013的人机接口1002连接到一个或多个处理器1003,但可通过其他接口和总线结构(诸如并行端口、游戏端口、ieee 1394端口(也称为火线端口)、串行端口、网络适配器1008和/或通用串行总线(usb))进行连接。
163.显示装置1011也可通过接口(诸如显示适配器1009)连接到总线1013。可设想,计算装置1001可具有多于一个显示适配器1009,并且计算装置1001可具有多于一个显示装置1011。显示装置1011可以是监视器、lcd(液晶显示器),发光二极管(led)显示器、电视、智能镜头、智能玻璃和/或投影仪。除显示装置1011之外,其他输出外围装置可包括可通过输入/输出接口1010连接到计算装置1001的部件,诸如扬声器(未示出)和打印机(未示出)。方法的任何步骤和/或结果可以任何形式输出(或使被输出)到输出装置。此类输出可以是任何形式的视觉表示,包括但不限于文本、图形、动画、音频、触觉等。显示器1011和计算装置1001可以是一个装置的一部分,或单独的装置。
164.计算装置1001可使用与一个或多个远程计算装置1014a、1014b、1014c的逻辑连接在联网环境中操作。远程计算装置1014a、1014b、1014c可以是个人计算机、计算站(例如,工作站)、便携式计算机(例如,膝上型电脑、移动电话、平板装置)、智能装置(例如,智能手机、智能手表、活动追踪器、智能服装、智能配件)、安全和/或监视装置、服务器、路由器、网络计算机、对等装置、边缘装置或其他公共网络节点等。计算装置1001与远程计算装置1014a、1014b、1014c之间进行逻辑连接可通过网络1015(诸如局域网(lan)和/或通用广域网(wan))进行。此类网络连接可通过网络适配器1008进行。网络适配器1008可在有线环境和无线环境两者中实现。此类联网环境在住宅、办公室、企业范围的计算机网络、内联网和互联网中是常规且常见的。
165.应用程序和其他可执行程序部件(诸如操作系统1005)在本文示出为离散块,但应认识到,此类程序和部件可在各种时间驻留在计算装置1001的不同存储部件中,并且由计算装置1001的一个或多个处理器1003执行。粗纱架制图软件1006的实现方式可存储在某种形式的计算机可读介质上或跨某种形式的计算机可读介质发送。所公开的方法中的任一种都可由体现在计算机可读介质上的处理器可执行指令来执行。
166.在一些实施方案中,单个计算装置1001可控制各种过程、数据库和粗纱架的机械部件。例如,在一些实施方案中,计算装置1001可控制服务臂、机架和过程制图中的每一者。在其他实施方案中,参考图27,多个计算装置可配合以控制粗纱架的各种部件。例如,第一计算装置1001a可控制机架100,第二计算装置1001b可控制服务臂200,并且第三计算装置1001c可控制过程制图。此外,第三计算装置1001c可与第一计算装置1001a和第二计算装置1001b连接以协调机架和服务臂的各种操作。
167.示例性方面
168.鉴于所描述的产品、系统和方法及其变型,在下文中描述了本发明的更具体描述
的某些方面。然而,这些特别叙述的方面不应被解译为对包含本文描述的不同或更一般教义的任何不同权利要求具有任何限制作用,或者“特定”方面以语言字面上使用的固有含义之外的某种方式受到限制。
169.方面1:一种粗纱架装载设备,其包括:框架;平台,所述平台在第一轴线和垂直于所述第一轴线的第二轴线上沿着所述框架移动;旋转致动器,所述旋转致动器被配置来使所述平台的至少一部分围绕所述第一轴线旋转;夹持器,所述夹持器可移动地附接到所述平台的被配置来围绕所述第一轴线旋转的所述至少一部分,其中所述夹持器被配置来可释放地接合纱线卷装的内表面;以及线性致动器,所述线性致动器被配置来使所述夹持器沿着垂直于所述第一轴线的线性致动器轴线移动,其中所述线性致动器包括第一区段和第二区段。
170.方面2:如方面1所述的设备,其中所述第一区段包括被配置来使所述夹持器沿着所述线性致动器轴线移动的伺服马达,并且其中所述第二区段包括被配置来使所述夹持器沿着所述线性致动器轴线移动的气动致动器。
171.方面3:如方面2所述的粗纱架装载设备,其还包括子平台,其中所述伺服马达被配置来使所述子平台沿着轨道移动,并且其中气动气缸附接到所述子平台,使得所述气动气缸沿着所述线性轴线相对于所述子平台处于固定位置。
172.方面4:如方面1
‑
3中任一项所述的粗纱架装载设备,其还包括第二夹持器和第二线性致动器,其中所述第二夹持器可移动地附接到所述平台并且被配置来可释放地接合纱线卷装的内表面,并且其中所述第二线性致动器被配置来使所述第二夹持器沿着所述线性轴线移动。
173.方面5:如方面4所述的粗纱架装载设备,其还包括第三夹持器和第三线性致动器,其中所述第三夹持器可移动地附接到所述平台并且被配置来可释放地接合纱线卷装的内表面,并且其中所述第三线性致动器被配置来使所述第三夹持器沿着所述线性轴线移动。
174.方面6:如前述方面中任一项所述的粗纱架装载设备,其还包括附接到所述平台的相机,其中所述相机被配置来检测对应于所测量纱线卷装上的剩余材料量的所测量纱线卷装的直径。
175.方面7:如方面6所述的粗纱架装载设备,其还包括至少一个处理器,所述至少一个处理器被配置来:从所述相机接收所测量纱线卷装的图像,并且基于所测量纱线卷装的所述图像粗略估计所测量纱线卷装上的所述剩余材料量。
176.方面8:如前述方面中任一项所述的粗纱架装载设备,其中所述框架包括水平轨道和能够沿着所述水平轨道移动的竖直构件,并且其中所述平台可移动地附接到所述竖直构件。
177.方面9:如方面8所述的粗纱架装载设备,其还包括暂存平台,所述暂存平台附接到所述竖直构件,使得所述暂存平台被配置来与所述竖直构件一起沿着所述第一轴线移动。
178.方面10:如方面9所述的粗纱架装载设备,其中所述暂存平台包括至少一个牛角状物,所述至少一个牛角状物被配置来在其上接收纱线卷装。
179.方面11:如前述方面中任一项所述的粗纱架装载设备,其中所述夹持器包括具有夹持器轴线的大体上圆柱形剖面和被配置来相对于所述夹持器轴线径向伸出和缩回以便选择性地夹持和释放所述纱线卷装的至少一个部分。
180.方面12:一种系统,其包括:如方面1
‑
11中任一项所述的粗纱架装载设备;暂存区域;以及机械臂,所述机械臂包括位于所述机械臂的远侧端部处的机械臂夹持器,其中所述机械臂和所述粗纱架装载设备相对于所述暂存区域定位,使得所述机械臂可将纱线卷装递送到所述暂存区域,并且所述粗纱架装载设备的所述夹持器可从所述暂存区域接收所述纱线卷装。
181.方面13:如方面12所述的系统,其还包括粗纱架,其中所述粗纱架包括所述暂存区域。
182.方面14:一种设备,其包括:框架;平台,所述平台能够在第一轴线和垂直于所述第一轴线的第二轴线上沿着所述框架移动;旋转致动器,所述旋转致动器被配置来使所述平台的至少一部分围绕所述第一轴线旋转;夹持器,所述夹持器可移动地附接到所述平台的被配置来围绕所述第一轴线旋转的所述至少一部分,并且所述夹持器被配置来可释放地接合纱线卷装的内表面;线性致动器,所述线性致动器被配置来使所述夹持器沿着垂直于所述第一轴线的线性致动器轴线移动;至少一个相机,所述至少一个相机附接到所述平台,其中所述至少一个相机被配置来检测对应于所测量纱线卷装上的剩余材料量的所测量纱线卷装的直径;以及至少一个处理器,所述至少一个处理器被配置来:从所述至少一个相机接收所测量纱线卷装的图像,并且基于所测量纱线卷装的所述图像粗略估计所测量纱线卷装上的所述剩余材料量。
183.方面15:如方面14所述的设备,其中所述至少一个相机包括设置在所述平台的第一侧上的第一相机和设置在所述平台的与所述平台的所述第一侧相反的第二侧上的第二相机。
184.方面16:一种使用包括粗纱架、机架和服务臂的粗纱架系统的方法,其包括:接收粗纱架图,所述粗纱架图包括所述粗纱架上的多个纱线卷装接合位置和对应于在每个纱线卷装接合位置处要接收的纱线卷装的相应标识符;基于所述粗纱架图的所述纱线卷装的所述标识符,分配纱线盒暂存位置以用于接收相应纱线盒,其中每个纱线盒具有相应标识符并且包括多个纱线卷装;在每个相应纱线盒暂存位置处接收纱线盒;使用所述服务臂将纱线卷装从所述纱线盒提供到所述机架;以及基于所述粗纱架图,使用所述机架将所述纱线卷装递送到所述相应纱线卷装接合位置。
185.方面17:如方面16所述的方法,其中在每个相应纱线盒暂存位置处接收纱线盒包括:接收在每个相应纱线盒暂存位置处要接收的纱线盒的标识符;基于所述粗纱架图,确定所述纱线盒的所述标识符是否对应于所述粗纱架图内的纱线卷装的所述标识符;以及如果所述纱线盒的所述标识符不对应于所述粗纱架图内的纱线卷装的所述标识符,则向操作者提供反馈。
186.方面18:如方面17所述的方法,其中所述纱线盒的所述标识符是sku。
187.方面19:如方面16
‑
18中任一项所述的方法,其还包括:接收纱线盒暂存位置处的纱线盒的标识符;确定所述纱线盒暂存位置是否被另一个纱线盒占用;以及如果所述纱线盒暂存位置被占用,则向所述粗纱架系统的操作者提供反馈。
188.方面20:如方面19所述的方法,其还包括:在相应纱线盒暂存位置上接收纱线盒;以及在所述相应纱线盒暂存位置上检测所述纱线盒。
189.方面21:如方面19或方面20所述的方法,其中在所述相应纱线盒暂存位置上检测
所述纱线盒包括从负载传感器接收信号。
190.方面22:如方面19
‑
21中任一项所述的方法,其中确定所述纱线盒暂存位置是否被占用包括从负载传感器接收信号。
191.方面23:如方面19
‑
22中任一项所述的方法,其中确定所述纱线盒暂存位置是否被占用包括从存储器接收对应于所述暂存位置被占用的值。
192.方面24:一种系统,其包括:服务机器人,所述服务机器人具有:底座;夹持器组件,所述夹持器组件具有至少一个夹持器,所述至少一个夹持器被配置来可释放地接合纱线卷装的内表面;服务臂组件,所述服务臂组件具有固定到所述底座的近侧端部和固定到所述夹持器组件的远侧端部;以及致动器,所述致动器被配置来选择性地移动所述服务臂组件以使所述夹持器组件相对于所述底座进行关节运动;三维相机,所述三维相机被配置来确定纱线盒上的纱线卷装量;以及至少一个处理器,所述至少一个处理器通信地耦接到所述三维相机和所述服务机器人的所述致动器,其中所述至少一个处理器被配置来从所述三维相机接收指示所述纱线盒上的所述纱线卷装量的输入,并且其中所述至少一个处理器还被配置来选择性地实现所述致动器的移动。
193.方面25:如方面24所述的系统,其中所述服务机器人包括至少一个垫料移除组件,所述至少一个垫料移除组件被配置来将垫料从纱线盒内和其周围移除。
194.方面26:如方面25所述的系统,其中所述垫料移除组件包括真空源和与所述真空源流体连通的至少一个吸盘。
195.方面27:如方面24
‑
26中任一项的所述系统,其中所述三维相机是范围相机。
196.方面28:如方面24
‑
27中任一项所述的系统,其中所述三维相机被配置来确定堆叠纱线卷装的数量。
197.方面29:如方面24
‑
28中任一项所述的系统,其中所述夹持器组件的所述至少一个夹持器包括三个轴向间隔开的夹持器,其中中心夹持器定位在第一外部夹持器与第二外部夹持器之间。
198.方面30:如方面29所述的系统,其中所述第一外部夹持器和所述第二外部夹持器操作地耦接到相应线性致动器,所述相应线性致动器被配置来选择性地调整所述第一外部夹持器与所述第二外部夹持器相对于所述中心夹持器的轴向间距。
199.方面31:如方面24
‑
30中任一项所述的系统,其中所述三维相机耦接到所述夹持器组件。
200.方面32:如方面24
‑
31中任一项所述的系统,其还包括纱线盒,所述纱线盒包括至少一个纱线卷装,其中所述纱线盒处于固定位置,并且其中所述至少一个纱线卷装相对于所述纱线盒处于固定位置,使得所述系统的所述处理器可确定所述纱线卷装相对于所述服务机器人的位置。
201.方面33:一种方法包括:在粗纱架上的第一位置处接收第一纱线卷装;将指示所述粗纱架上的所述第一位置被占用的值存储在存储器中;在接收到将第二纱线卷装放置在所述粗纱架上的所述第一位置处的指令时,基于所述存储器中的所述值确定所述粗纱架上的所述第一位置被占用;以及向操作者提供指示所述粗纱架上的所述第一位置被占用的反馈。
202.方面34:一种系统包括:粗纱架,所述粗纱架限定多个纱线卷装位置;机架,所述机
架被配置来在装载位置处接收纱线卷装并且将所述纱线卷装放置在所述粗纱架上的选定位置处;服务机器人,所述服务机器人被配置来将卷装递送到所述机架;存储器,所述存储器与一个或多个处理器耦接,所述存储器在其上具有用于实现方法的多个指令,所述方法包括:接收粗纱架图,所述粗纱架图包括所述粗纱架上的多个纱线卷装接合位置和在每个相应纱线盒暂存位置处要接收的纱线盒的标识符;基于所述粗纱架图,使所述服务机器人将选定纱线卷装从相应纱线盒递送到所述机架,并且基于所述粗纱架图,使所述机架将所述选定纱线卷装递送到相应纱线卷装接合位置。
203.方面35:如方面34所述的系统,其中所述粗纱架包括多个子粗纱架模块,并且其中所述系统还包括多个机架,每个机架被配置用于在相应子粗纱架模块内移动。
204.方面36:一种方法包括:使用如方面34所述的系统将所述选定纱线卷装递送到粗纱架内的相应纱线卷装接合位置;以及使用所述粗纱架来执行簇绒操作。
205.方面37:如方面36所述的方法,其中所述粗纱架包括至少一个子粗纱架模块,所述方法还包括:在完成所述簇绒操作之后,将至少一个另外的子粗纱架模块耦接到所述至少一个子粗纱架模块以形成扩大的粗纱架。
206.方面38:如方面36所述的方法,其中所述粗纱架包括多个子粗纱架模块,所述方法还包括:在完成所述簇绒操作之后,将至少一个子粗纱架模块从所述粗纱架脱离以形成较小的粗纱架。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1