一种玻璃成品包装运输线的制作方法
[0001]
本发明属于玻璃包装运输设备技术领域,涉及一种玻璃成品包装运输线。
背景技术:
[0002]
玻璃淋浴房由各种不同规格的玻璃组装而成,在组装淋浴房之前需要先对不同规格的玻璃包装起来,再运送至成品库房实现出库。目前,大多采用人工输送方式,不仅存在劳动力资源配备需求量大、工作效率低的弊病,而且由于操作者劳动强度大、工作条件差,还存在安全生产方面的隐患。为解决上述问题,在一些企业中配置了简单的自动输送包装线,但现有的自动输送包装线存在以下几个方面的缺陷:一是不能实现玻璃存放架的玻璃到玻璃包装台进行包装整个过程的自动化传输;二是难以解决玻璃存放架存放的玻璃与包装速度节拍不一致的问题,造成玻璃存放架玻璃积压,后续玻璃无法入库等问题;三是没有充分利用现有生产场地的有限空间,给生产车间合理布局带来不利影响。
技术实现要素:
[0003]
本发明针对现有技术存在的上述问题,提供一种玻璃成品包装运输线,本发明所要解决的技术问题是:如何在有限的生产车间对包装运输线合理布局。
[0004]
本发明的目的可通过下列技术方案来实现:
[0005]
本玻璃成品包装运输线包括玻璃运输链、纸箱运输链和成品运输链;所述玻璃运输链包括纵向运输线一、横向运输线一、横向运输线二和横向运输线三,所述横向运输线一安装于纵向运输线一的机架上,所述纵向运输线一运送玻璃的运动轨迹与横向运输线一运送玻璃的运动轨迹相垂直,所述横向运输线二位于横向运输线一的一侧,所述横向运输线二运送玻璃的运动轨迹与横向运输线一运送玻璃的运动轨迹相一致,所述横向运输线二远离横向运输线一的一端设置有玻璃提升机构,所述横向运输线三位于横向运输线二的上方,所述玻璃提升机构用于将玻璃从横向运输线二提升至横向运输线三上,所述横向运输线三远离玻璃提升机构的一端设置有工作台;所述成品运输链包括纵向运输线二和横向运输线四,所述横向运输线四位于工作台远离横向运输线二的一端,所述横向运输线四安装于纵向运输线二的机架上,所述纵向运输线二位于纵向运输线一的上方,所述纵向运输线二运送成品的运动轨迹与横向运输线四运送成品的运动轨迹相垂直;所述纸箱运输链包括纵向运输线三和纸箱滑落机构,所述纵向运输线三位于纵向运输线二的上方,所述纸箱滑落机构位于纵向运输线三与工作台之间。
[0006]
其工作原理是:机器人从车间的玻璃存储架上将玻璃抓取至玻璃运输链的纵向运输线一上,玻璃沿着纵向运输线一运送至横向运输线一上,由于纵向运输线一运送玻璃的运动轨迹与横向运输线一运送玻璃的运动轨迹相垂直,玻璃过渡至横向运输线一上,实现玻璃纵向到横向运送的交互,横向运输线二运送玻璃的运动轨迹与横向运输线一运送玻璃的运动轨迹相一致,横向运输线二远离横向运输线一的一端设置有玻璃提升机构,横向运输线三位于横向运输线二的上方,横向运输线三远离玻璃提升机构的一端设置有工作台,
玻璃再沿着横向运输线二、玻璃提升机构和横向运输线三运送至工作台上等待包装;纸箱则沿着纵向运输线三运送至纸箱滑落机构处,纵向运输线三位于纵向运输线二的上方,纸箱滑落机构位于纵向运输线三与工作台之间,纸箱沿着纸箱滑落机构滑落至工作台上;工作人员将运送过来的玻璃和纸箱进行包装成品;包装后的成品通过横向运输线四运送至纵向运输线二上,由于纵向运输线二位于纵向运输线一的上方,纵向运输线二运送成品的运动轨迹与横向运输线四运送成品的运动轨迹相垂直,成品过度至纵向运输线二上,实现成品横向到纵向运输的交互,成品再沿着纵向运输线二运送出库。本玻璃成品包装运输线的玻璃运输链、纸箱运输链和成品运输链位于不同高度上,充分利用现有生产车间的有限空间,对生产车间合理布局,提高生产车间利用率,提高生产效益。
[0007]
在上述的一种玻璃成品包装运输线中,所述玻璃运输链还包括纵向运输线四和横向运输线五,所述纵向运输线四位于纵向运输线一远离横向运输线二的一侧,所述横向运输线五安装于纵向运输线四的机架上,所述横向运输线五运送玻璃的运动轨迹与纵向运输线四运送玻璃的运动轨迹相垂直,所述横向运输线五运送玻璃的运动轨迹与横向运输线一运送玻璃的运动轨迹相一致。
[0008]
在上述的一种玻璃成品包装运输线中,所述玻璃提升机构的上方设置有横向运输线六,所述横向运输线六运输玻璃的运动方向与横向运输线二运输玻璃的运动方向相反。
[0009]
在上述的一种玻璃成品包装运输线中,所述纸箱运输链还包括纸箱提升机构,所述纸箱提升机构位于纵向运输线三的一端,所述纸箱提升机构用于将纸箱从地面上提升至纵向运输线三上,所述纸箱提升机构的上方设置有纵向运输线五,所述纵向运输线五运送纸箱的运动方向与纵向运输线三运送纸箱的运动方向一致。
[0010]
在上述的一种玻璃成品包装运输线中,所述纵向运输线一、纵向运输线二、纵向运输线三和纵向运输线四均为滚筒运输线;所述横向运输线一、横向运输线二、横向运输线四、横向运输线五和横向运输线六均为皮带运输线,所述横向运输线三为流利条运输线,所述纵向运输线五为平皮带运输线。
[0011]
在上述的一种玻璃成品包装运输线中,所述横向运输线一、横向运输线四和横向运输线五的底侧均设置有提升组件,所述提升组件用于对横向运输线一、横向运输线四和横向运输线五运送玻璃的皮带进行提升。
[0012]
在上述的一种玻璃成品包装运输线中,所述纸箱滑落机构包括若干条悬空且倾斜设置的流利条,所述流利条的一端固定连接于纵向运输线三的机架上,所述流利条的另一端悬空于工作台的上方。
[0013]
在上述的一种玻璃成品包装运输线中,所述纵向运输线四上设置有玻璃接收机构,所述玻璃接收机构用于承接机器人抓取过来的玻璃并下降至纵向运输线四上。
[0014]
在上述的一种玻璃成品包装运输线中,所述纸箱滑落机构还包括推送组件,所述推送组件安装于纵向运输线三上,所述推送组件用于将纸箱从纵向运输线三上推送至流利条上。
[0015]
在上述的一种玻璃成品包装运输线中,所述横向运输线一、横向运输线二、横向运输线三、横向运输线四和横向运输线五设置有多组。
[0016]
与现有技术相比,本发明的优点如下:
[0017]
1、本玻璃成品包装运输线的玻璃运输链、纸箱运输链和成品运输链位于不同高度
上,充分利用现有生产车间的有限空间,对生产车间合理布局,提高生产车间利用率,提高生产效益。
[0018]
2、纵向运输线一、纵向运输线二、纵向运输线三和纵向运输线四均为滚筒运输线;横向运输线一、横向运输线二、横向运输线四、横向运输线6和横向运输线六均为皮带运输线,大大提高自动化程度,提高生产效益。
[0019]
3、纸箱依靠自身重力沿流利条顺利滑落至工作台处,大大减少人工成本和设备成本。
[0020]
4、设置多组横向运输线一、横向运输线二、横向运输线三、横向运输线四和横向运输线五,包装时可以实现多工位进行,进一步合理利用有限的生产车间,提高生产效益。
附图说明
[0021]
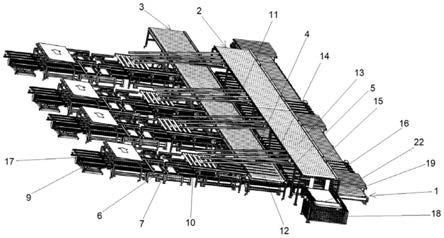
图1是本玻璃成品包装运输线的结构示意图;
[0022]
图2是玻璃运输链的结构示意图;
[0023]
图3是纵向运输线一的结构示意图;
[0024]
图4是纵向运输线四的结构示意图;
[0025]
图5是成品运输链的结构示意图;
[0026]
图6是纸箱运输链的结构示意图;
[0027]
图7是玻璃提升机构的结构示意图;
[0028]
图8是纸箱提升机构的结构示意图。
[0029]
图中,1、玻璃运输链;2、纸箱运输链;3、成品运输链;4、纵向运输线一;5、横向运输线一;6、横向运输线二;7、横向运输线三;8、机架;9、玻璃提升机构;10、工作台;11、纵向运输线二;12、横向运输线四;13、纵向运输线三;14、纸箱滑落机构;15、纵向运输线四;16、横向运输线五;17、横向运输线六;18、纸箱提升机构;19、纵向运输线五;21、流利条;22、玻璃接收机构;23、推送组件。
具体实施方式
[0030]
以下是本发明的具体实施例,并结合附图对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
[0031]
如图1-6所示,本玻璃成品包装运输线包括玻璃运输链1、纸箱运输链2和成品运输链3;玻璃运输链1包括纵向运输线一4、横向运输线一5、横向运输线二6和横向运输线三7,横向运输线一5安装于纵向运输线一4的机架8上,纵向运输线一4运送玻璃的运动轨迹与横向运输线一5运送玻璃的运动轨迹相垂直,横向运输线二6位于横向运输线一5的一侧,横向运输线二6运送玻璃的运动轨迹与横向运输线一5运送玻璃的运动轨迹相一致,横向运输线二6远离横向运输线一5的一端设置有玻璃提升机构9,横向运输线三7位于横向运输线二6的上方,玻璃提升机构9用于将玻璃从横向运输线二6提升至横向运输线三7上,横向运输线三7远离玻璃提升机构9的一端设置有工作台10;成品运输链3包括纵向运输线二11和横向运输线四12,横向运输线四12位于工作台10远离横向运输线二6的一端,横向运输线四12安装于纵向运输线二11的机架8上,纵向运输线二11位于纵向运输线一4的上方,纵向运输线二11运送成品的运动轨迹与横向运输线四12运送成品的运动轨迹相垂直;纸箱运输链2包
括纵向运输线三13和纸箱滑落机构14,纵向运输线三13位于纵向运输线二11的上方,纸箱滑落机构14位于纵向运输线三13与工作台10之间。
[0032]
其工作原理是:机器人从车间的玻璃存储架上将玻璃抓取至玻璃运输链1的纵向运输线一4上,玻璃沿着纵向运输线一4运送至横向运输线一5上,由于纵向运输线一4运送玻璃的运动轨迹与横向运输线一5运送玻璃的运动轨迹相垂直,玻璃过渡至横向运输线一5上,实现玻璃纵向到横向运送的交互,横向运输线二6运送玻璃的运动轨迹与横向运输线一5运送玻璃的运动轨迹相一致,横向运输线二6远离横向运输线一5的一端设置有玻璃提升机构9,横向运输线三7位于横向运输线二6的上方,横向运输线三7远离玻璃提升机构9的一端设置有工作台10,玻璃再沿着横向运输线二6、玻璃提升机构9和横向运输线三运送至工作台10上等待包装;纸箱则沿着纵向运输线三13运送至纸箱滑落机构14处,纵向运输线三13位于纵向运输线二11的上方,纸箱滑落机构14位于纵向运输线三13与工作台10之间,纸箱沿着纸箱滑落机构14滑落至工作台10上;工作人员将运送过来的玻璃和纸箱进行包装成品;包装后的成品通过横向运输线四12运送至纵向运输线二11上,由于纵向运输线二11位于纵向运输线一4的上方,纵向运输线二11运送成品的运动轨迹与横向运输线四12运送成品的运动轨迹相垂直,成品过度至纵向运输线二11上,实现成品横向到纵向运输的交互,成品再沿着纵向运输线二11运送出库。本玻璃成品包装运输线的玻璃运输链1、纸箱运输链2和成品运输链3位于不同高度上,充分利用现有生产车间的有限空间,对生产车间合理布局,提高生产车间利用率,提高生产效益。
[0033]
如图1-2所示,本实施例中,玻璃运输链1还包括纵向运输线四15和横向运输线五16,纵向运输线四15位于纵向运输线一4远离横向运输线二6的一侧,横向运输线五16安装于纵向运输线四15的机架8上,横向运输线五16运送玻璃的运动轨迹与纵向运输线四15运送玻璃的运动轨迹相垂直,横向运输线五16运送玻璃的运动轨迹与横向运输线一5运送玻璃的运动轨迹相一致。由于纵向运输线一4位于纵向运输线二11和纵向运输线三13的下方,当机器人抓取玻璃放置于纵向运输线一4的时候,可能会造成玻璃与纵向运输线二11和纵向运输线三13碰撞,因此,通过在纵向运输线一4远离横向运输线二6的一侧设置纵向运输线四15,机器人将玻璃抓取放置于纵向运输线四15上,玻璃通过纵向运输线四运送至横向运输线五16处,再通过横向运输线五16运送至横向运输线一5或者纵向运输线一4上,能够有效避免玻璃与纵向运输线二11或者纵向运输线三13发生碰撞。
[0034]
如图1和7所示,本实施例中,玻璃提升机构9的上方设置有横向运输线六17,横向运输线六17运输玻璃的运动方向与横向运输线二6运输玻璃的运动方向相反。该结构中,当玻璃提升机构9将玻璃提升至横向运输线三7的端部时,通过启动横向运输线六17,使得玻璃能够顺利的从玻璃提升机构9过度到横向运输线三7上。
[0035]
如图1和6所示,本实施例中,纸箱运输链2还包括纸箱提升机构18,纸箱提升机构18位于纵向运输线三13的一端,纸箱提升机构18用于将纸箱从地面上提升至纵向运输线三13上,纸箱提升机构18的上方设置有纵向运输线五19,纵向运输线五19运送纸箱的运动方向与纵向运输线三13运送纸箱的运动方向一致。该结构中,防止在地面上的纸箱搬运至纸箱提升机构18后,纸箱提升机构18将纸箱提升至纵向运输线三13的端部,启动纵向运输线五19,使得纸箱顺利的从纸箱提升机构18过度到纵向运输线三13上,大大提高了本玻璃成品包装运输线自动化。
[0036]
如图1所示,本实施例中,纵向运输线一4、纵向运输线二11、纵向运输线三13和纵向运输线四15均为滚筒运输线;横向运输线一5、横向运输线二6、横向运输线四12、横向运输线五16和横向运输线六17均为皮带运输线,横向运输线三7为流利条运输线,纵向运输线五19为平皮带运输线。该结构中,纵向运输线一4、纵向运输线二11、纵向运输线三13和纵向运输线四15均为滚筒运输线;横向运输线一5、横向运输线二6、横向运输线四12、横向运输线五16和横向运输线六17均为皮带运输线,横向运输线三7为流利条运输线,纵向运输线五19为平皮带运输线,大大提高自动化程度,提高生产效益。
[0037]
如图1所示,本实施例中,横向运输线一5、横向运输线四12和横向运输线五16的底侧均设置有提升组件,提升组件用于对横向运输线一5、横向运输线四12和横向运输线五16运送玻璃的皮带进行提升。该结构中,横向运输线一5安装于纵向运输线一4的机架8上,当玻璃运送至横向运输线一5处时,通过提升组件提升横向运输线一5,并使得横向运输线一5的上侧面与横线运输线二的上侧面相平齐,将玻璃脱离纵向运输线一4,启动横向运输线一5和横线运输线二,使得玻璃顺利从横向运输线一5过度至横向运输线二6上,当没有玻璃运送过来的时候,提升组件驱使横向运输线一5下降,使得横向运输线一5的上侧面低于纵向运输线一4的上侧面。同理,横向运输线四12安装于纵向运输线二11的机架8上,当有成品需要运送时,提升组件提升横向运输线四12,使得横向运输线四12的上侧面高于纵向运输线二11的上侧面,成品通过横向运输线四12运输至纵向运输线二11的上方,提升组件驱使横向运输线下降,使得成品落至纵向运输线上,成品再通过纵向运输线二11运送出库。同理,横向运输线五16安装于纵向运输线四15的机架8上,当玻璃运送至横向运输线五16处时,通过提升组件提升横向运输线五16,并使得横向运输线五16的上侧面与横线运输线一的上侧面相平齐,将玻璃脱离纵向运输线四15,启动横向运输线五16和横线运输线一,使得玻璃顺利从横向运输线五16过度至横向运输线一5上,当没有玻璃运送过来的时候,提升组件驱使横向运输线五16下降,使得横向运输线五16的上侧面低于纵向运输线四15的上侧面。具体地,提升组件包括气缸和支撑梁,气缸安装于支架上,支撑梁固定连接于皮带运输线中安装皮带的皮带架上,气缸与皮带架相铰接,气缸通过顶起皮带架,使得皮带运输线整体上升。
[0038]
如图6所示,本实施例中,纸箱滑落机构14包括若干条悬空且倾斜设置的流利条21,流利条21的一端固定连接于纵向运输线三13的机架8上,流利条21的另一端悬空于工作台10的上方。该结构中,流利条21的一端固定连接于纵向运输线三13的机架8上,流利条21的另一端悬空于工作台10的上方,且流利条21倾斜设置,纸箱运送至流利条21与纵向运输线三13的机架8连接处时,将纸箱往工作台10方向轻推,纸箱依靠自身重力沿流利条21顺利滑落至工作台10处,大大减少人工成本和设备成本。
[0039]
如图4所示,本实施例中,纵向运输线四15上设置有玻璃接收机构22,玻璃接收机构22用于承接机器人抓取过来的玻璃并下降至纵向运输线四15上。玻璃运输链1是靠近地面设置的,机器人抓取玻璃的机械手可能存在不够长的情况,通过设置玻璃接收机构22,机器人抓取的玻璃放置于玻璃接收机构22上,玻璃接收机构22下降,使得玻璃顺利放落至纵向运输线四15上。具体地,玻璃接收机构22包括气缸、曲柄和承托架,气缸安装于纵向运输线四15的机架上,气缸与曲柄的一端相铰接,曲柄远离气缸的一端与承托架相铰接,曲柄的弯曲部与机架活动连接。
[0040]
如图6所示,本实施例中,纸箱滑落机构14还包括推送组件23,推送组件23安装于
纵向运输线三13上,推送组件23用于将纸箱从纵向运输线三13上推送至流利条21上。该结构中,通过设置推送组件23,当纸箱运送至流利条与纵向运输线三13的机架8连接处时,只需通过推送组件23轻轻将纸箱往工作台10方向推动,即可实现纸箱纵向与横向运送方向的交互。具体地,推送组件23包括气缸、推杆和推板,气缸安装于纵向运输线三13的机架,气缸与推杆相铰接,推杆远离气缸的一端与推板相固连,当需要退送纸箱时,通过气缸驱动推杆,推杆推动推板,从而使得推板将纸箱推向流利条。
[0041]
如图1所示,本实施例中,横向运输线一5、横向运输线二6、横向运输线三7、横向运输线四12和横向运输线五16设置有多组。该结构中,设置多组横向运输线一5、横向运输线二6、横向运输线三7、横向运输线四12和横向运输线五16,包装时可以实现多工位进行,进一步合理利用有限的生产车间,提高生产效益。
[0042]
如图7所示,具体地,玻璃提升机构9包括下支架、上支架、剪叉架和伺服电机,剪叉架包括第一支撑架和第二支撑架,第一支撑架和第二支撑架交叉设置且相互铰接,第一支撑架的一端与上支架相铰接形成第一铰接部,第一支架的另一端与下支架滑动连接,第二支撑架的一端与下支架相铰接形成第二铰接部,第二支撑架的另一端与上支架滑动连接,第一铰接部与第二铰接部相对设置,伺服电机安装于下支架远离第二铰接部的一端,伺服电机的输出轴连接有丝杆,丝杆与第一支撑架相连接;下支架远离第二铰接部的一端设置有第一滑槽,第一支撑架远离第一铰接部的一端设置有第一滚轮,第一滚轮滑动连接于第一滑槽内;上支撑架远离第一铰接部的一端设置有第二滑槽,第二支撑架远离第二铰接部的一端设置有第二滚轮,第二滚轮滑动连接于第二滑槽内;上支架上设置有第一垫板,第一垫板上固定连接有两相对设置的第一连接板,第一连接板上设置有第一销孔,第一支撑架远离第一滚轮的一端设置有第一连接孔,通过第一插销穿过第一销孔和第一连接孔后将第一连接板和第一支撑架连接在一起形成第一铰接部;下支架上设置有第二垫板,第二垫板上固定连接有两相对设置的第二连接板,第二连接板上设置有第二销孔,第二支撑架远离第二滚轮的一端设置有第二连接孔,通过第二插销穿过第二销孔和第二连接孔后将第二连接板和第二支撑架连接在一起形成第二铰接部;下支架上设置有支撑块和固定块,支撑块的一侧设置有凹槽,固定块上设置有通孔,丝杆的一端穿过通孔延伸至凹槽内,丝杆分别与支撑块和固定块活动连接,丝杆的另一端通过皮带与伺服电机的输出轴相连接,丝杆上设置有联接件,联接件与第一支撑架相固连。伺服电机安装于下支架远离第二铰接部的一端,伺服电机的输出轴连接丝杆,丝杆与第一支撑架相连接,工作时,伺服电机带动丝杆转动,丝杆驱动第一支撑架做往返直线运动,由于第一支撑架和第二支撑架交叉设置且相互铰接,第一支撑架的一端与上支架相铰接形成第一铰接部,第一支架的另一端与下支架滑动连接,第二支撑架的一端与下支架相铰接形成第二铰接部,第二支撑架的另一端与上支架滑动连接,第一铰接部与第二铰接部相对设置,当丝杆驱动第一支撑架做往返直线运动时,第一支撑架沿下支架滑动,同时第二支撑架沿上支架滑动,因此,上支架可随着伺服电机转动做平稳上升或下降运动,防止上支架承托的玻璃发生强烈抖动,避免玻璃碰撞造成损坏。
[0043]
如图8所示,纸箱提升机构的结构与玻璃提升机构的结构基本相同,不同点在于,纸箱提升机构通过气缸与剪叉架相铰接,通过气缸驱动纸箱提升机构上升或者下降。
[0044]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替
代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1