薯片自动分离入托机构的制作方法
1.本发明涉及一种食品包装机械,特别涉及一种薯片的自动分离入托机构。
背景技术:
2.对于薯片类食品,由于将其加工时需要切成薄片,将其制成熟食时需要进行加热,加热后,这种薯片食品容易变成弧形薄片,也有仍保持平的薄片,将这些弧形薄片或者平的薄片进行包装时,需要将薄片进行竖立输送,然后在输送的过程中进行横向推送,将薯片推向塑料盒内,这种塑料盒称为托盘,最后将塑料盒送入包装机进行包装。在薯片进行横向推送时,由于整列排列的薯片都是都是相互贴合在一起的,而进行横向推送时,由于各薯片贴合部并不在一条直线上,就很容易将薯片推碎,因而薯片就无法保持其完整性。即使薄片为平的,横向推送的推送件也不一定正确的推到薄片与薄片之间的缝隙处,仍然使得薯片无法保持完整性。因此,需要采用非常的技术手段,将这种具有弯曲度的薯片,按照设定的数量或者长度予以分离。而没有还没有发现一种能够将这种具有弯曲度的薯片予以分离的入托机构。
技术实现要素:
3.鉴于背景技术存在的不足,本发明要解决的技术问题是提供一种能够将薯片食品予以分离入托的薯片自动分离入托机构。
4.为此,本发明是采用如下技术方案来实现的:具有机架、可往复传动的输送皮带,其特征在于所述可往复传动的输送皮带尾端设有弧状托板,所述弧状托板上设有通槽,所述通槽的正下方设有对应的挡杆,所述挡杆由驱动装置驱动可穿过所述通槽,在所述弧状托板上方设有可移动和伸缩的插针,并在所述弧状托板上方设有可往复移动的挡料板,所述挡料板端部的形状与所述弧状托板的弧形槽匹配,所述弧状托板的尾部设有可开合的两片弧状收料板,所述两片弧状收料板合起后其形状与所述弧状托板相适应,所述两片弧状收料板的下方设有托盘输送带。
5.所述弧状托板的下方设有振动器,且所述振动器与所述弧状托板接触。
6.所述挡料板安装在滑块上,所述滑块与导轨配合,且所述滑块连接在第一同步带上,所述第一同步带由第一伺服电机驱动。
7.所述滑块上安装有升降气缸,所述插针连接在所述升降气缸的活塞杆上。
8.所述挡杆上设有与所述插针配合的长槽。
9.所述驱动装置包括分料气缸、挡料气缸,所述分料气缸安装在所述挡料气缸的推杆上,所述挡杆连接在所述分料气缸的推杆上。
10.所述驱动装置的另一个方案为包括第二伺服电机、第二同步带、第二同步轮以及丝杆,所述第二同步轮固定在所述丝杆上,所述第二同步带绕装在所述第二同步轮上,所述第二同步带由所述第二伺服电机驱动,所述丝杆上设置有与其配合的螺母,所述挡杆安装在所述螺母上。
11.所述两片弧状收料板各自配置有落料气缸,所述两片弧状收料板分别连接在相应的所述落料气缸的活塞杆上。
12.本发明的另一个将两片弧状收料板进行开合的方式为:所述两片弧状收料板分别安装在摆杆上,所述摆杆上设置有两轴承,所述两轴承置于凸轮的两侧并与所述凸轮贴合。
13.本发明的这种结构,无论是平板状的还是具有弯曲度的薯片,都能够轻易地根据设定的数量或者长度予以分离,以保证薯片食品的完整性,减少薯片食品在包装过程中的浪费,并使得托盘盒发挥最大的包装容量。
附图说明
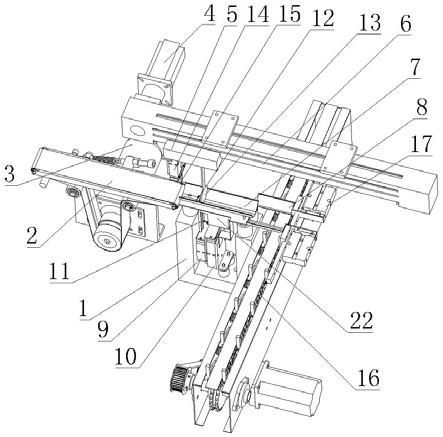
14.本发明有如下附图:图1为本发明第一个实施例的结构图;图2为本发明第二个实施例的结构图;图3为本发明驱动装置采用伺服电机传动的结构图。
具体实施方式
15.实施例一:参照附图,这种薯片自动分离入托机构,具有机架1、可往复传动的输送皮带2,其中可往复传动的输送皮带2通过第三伺服电机3传动连接,控制第三伺服电机3,即可往复传动。所述可往复传动的输送皮带2尾端设有弧状托板7,所述弧状托板7上设有通槽12,在通槽12的正下方设有挡杆11,所述挡杆由驱动装置驱动可传动通槽12,所述的驱动装置是在所述机架1上设有分料气缸9、挡料气缸10,所述分料气缸9安装在所述挡料气缸10的推杆上,所述分料气缸9上设有挡杆11,所述挡杆11可穿过所述通槽12,分料气缸9的动作,由于薯片处于直立状态,可以先将贴合在一起的薯片下部先予以挡住,待输送皮带2在第一伺服电机3的控制下倒退少许,使得薯片挡住处的下部在输送皮带2的少许倒退下分离的间隙更大,此时,挡料气缸10动作,再次将挡杆11往上插,将其插入其分离的间隙内将挡杆11左侧的薯片完全挡住;因此,这里所采用的分料气缸9和挡料气缸10可以用一个双行程气缸来代替。也可以另外的驱动装置,这种驱动装置是包括第二伺服电机23、第二同步带24、第二同步轮25以及丝杆26,所述第二同步轮25固定在所述丝杆26上,所述第二同步带24绕装在所述第二同步轮25上,所述第二同步带24由所述第二伺服电机23驱动,所述丝杆26上设置有与其配合的螺母27,所述挡杆11安装在所述螺母27上;第二伺服电机23工作,可通过第二同步带24传动第二同步轮25转动,从而使得丝杆26转杆,由于螺母27与丝杆26配合,便可使得螺母27进行上下升降,带着挡杆11进行上下升降,在挡杆11的升降过程中,配以滑块、滑轨的结构,使得挡杆11保持升降稳定,其效果与采用气缸的方式是相同的。所述弧状托板7的下方设有振动器22,且所述振动器22与所述弧状托板7接触,当振动器22工作后,将弧状托板7上贴合在一起的薯片之间产生一个较小的间隙,辅助挡杆11插入薯片的底部间隙内。在所述弧状托板7上方设有可移动和伸缩的插针15,所述挡杆11上设有与所述插针15配合的长槽(图中未标出),该长槽为不封闭槽,挡杆11完全将薯片挡住后,插针15便下降,插入所处的长槽内,或者该插针15为薄片状,下降插入挡杆11的右侧,并与挡杆11贴合,插针15可以独立挡住薯片,即在插针15向右移动时,挡杆11并不会阻碍插针15;在所述弧状托板7上方设有可往复移动的挡料板13,所述挡料板13端部的形状与所述弧状托板7的弧形槽匹
配,该挡料板13与插针15时间的距离,就决定要移送薯片的长度,该挡料板13设置,可以将输送皮带2输送过来的薯片先予以挡住;所述弧状托板7的尾部设有可开合的两片弧状收料板8,所述两片弧状收料板8合起后其形状与所述弧状托板7相适应,所述两片弧状收料板8的下方设有托盘输送带16。其中,挡料板15是采用如下方式进行移动的:所述挡料板15安装在滑块5上,所述滑块5与导轨6配合,且所述滑块6连接在第一同步带(图中未标出)上,且第一同步带由第一伺服电机4驱动。本实施中,所述滑块5上安装有升降气缸14,所述插针15连接在所述升降气缸14的活塞杆上,因此,插针15和挡料板13可夹着薯片同时移动。其中,所述两片弧状收料板8是采用如下方式进行开合的:两片弧状收料板8各自配置有落料气缸17,所述两片弧状收料板8分别连接在相应的所述落料气缸17的活塞杆上,两个落料气缸17同时动作,便使得两片弧状收料板8进行开合,合起后,将弧状托板7上送过来的薯片托住,分开后,将薯片落到下方托盘输送带16上的托盘内。
16.下面再详细描述本实施例的工作过程:薯片被输送皮带2送到弧状托板7上后,首先被挡料板13挡住,在振动器22的动作下,使得贴合在一起的薯片下部进行分离,形成一定的间隙,挡杆11在分料气缸9的作用下穿过通槽12插入弧状托板7上薯片之间的间隙内,然后,输送皮带2在第一伺服电机3的控制下倒退少许,使得挡杆11插入处的间隙变得更大,此时挡料气缸10工作,将挡杆11完全插入间隙内,将薯片完全分离,同时上方的升降气缸11工作,带着插针15下降,将插针15插入到挡杆11的长槽内,而后,第一伺服电机4工作,带动滑块5移动,使得插针15与挡料板13之间的薯片在弧状托板7内移动,而将其送到两片弧状收料板8合起后的料槽内,此时,滑块5回位至挡料杆11处,挡料板13挡住薯片,分料气缸9以及挡料气缸10下降回位,周而复始。同时,落料气缸17工作,使得两片弧状收料板8分开,便将薯片落入到其下方托盘输送带16上的托盘内,由托盘输送带16进行输送,进行后续的包装工序。上述的方位词“左”、“右”都是针对图纸的方向而言的。
17.实施例二:本实施例与实施例一的不同之处在于其两片收料板进行开合的驱动机构不同。具体是所述两片弧状收料板8分别安装在摆杆18上,所述摆杆18上设置有轴承19,所述两轴承19置于凸轮20的两侧并与所述凸轮20贴合,两个凸轮20对称并同轴安装在传动轴21上,当传动轴21转动,带着凸轮20转动,凸轮20两侧的凹凸面结构,便使得摆杆18进行摆动,并使得两片弧状收料板8进行开合,以进行接料和放料,其它结构与实施例一相同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1