十工位包装机真空室配气装置的制作方法
[0001]
本发明涉及一种十工位真空包装机,具体涉及一种十工位真空包装机的真空室配气装置。
背景技术:
[0002]
真空包装机用于食品的真空包装,为更好提高食品保质期,一些食品包装在抽真空后还要往包装袋内充入氮气,这些都需要在包装机的真空室内完成。为满足抽真空和充氮气的工作要求,真空室一般被分成内腔和外腔,首先内腔和外腔同时抽真空,然后内腔充入氮气,而外腔需要保持真空。如何高效实现真空室的抽真空和充氮,来保证包装生产速度的提高,是技术人员亟待解决的技术问题。
技术实现要素:
[0003]
针对现有技术存在的不足,本发明的目的旨在于提供一种能够高效实现真空室的抽真空和充氮,来保证包装生产速度提高的十工位包装机真空室配气装置。
[0004]
本发明是通过如下技术方案来实施的:十工位包装机真空室配气装置,包括上下布设的旋转盘、配气盘和底盘,旋转盘与真空机转盘作同步转动连接,真空机转盘上圆周等分安装十个真空室,每个真空室具有内腔和外腔,配气盘和底盘固定设置,配气盘上圆周等分设置十个工位,十个工位与十个真空室相对应,其特征在于:内腔设置内腔一号孔和内腔二号孔,内腔二号孔位于内腔顶部,外腔设置外腔孔,在所述旋转盘的下表面,圆周等分设置十个外圈槽和十个内圈槽,外圈槽与对应真空室的外腔孔接通,内圈槽与对应真空室的内腔一号孔、内腔二号孔接通,接通管道上设有电磁阀,在所述底盘的上表面,设有第一真空孔、第二真空孔、充氮气孔和排气孔,第一真空孔、第二真空孔、充氮气孔分别与第一真空管、第二真空管和充氮气管接通;在所述配气盘的上表面,第四工位设有第四配气槽,接近第五工位设有第五配气槽,接近第六工位设有第六配气槽,接近第七工位设有第七配气槽,接近第八工位设有第八配气槽,第九工位设有第九配气槽,接近第十工位设有第十配气槽,第五配气槽与第一真空孔相通,第六、第七配气槽与第二真空孔相通,第八配气槽与充氮气孔相通,第十配气槽与排气孔相通,第四配气槽与第九配气槽相通;在旋转盘相对配气盘进行转动时,十个外圈槽依次从第四、第五、第六、第七、第九和第十配气槽上方经过并进行相应的接通,而十个内圈槽则从第四、第五、第六、第八和第十配气槽上方经过并进行相应的接通。
[0005]
上述技术方案的配气装置,真空室内腔设置内腔一号孔和内腔二号孔,内腔二号孔位于内腔顶部,外腔设置外腔孔,并且第五配气槽与第一真空孔相通,第六、第七配气槽与第二真空孔相通,第八配气槽与充氮气孔相通,第十配气槽与排气孔相通,第四配气槽与第九配气槽相通;在旋转盘相对配气盘进行转动时,十个外圈槽依次从第四、第五、第六、第七、第九和第十配气槽上方经过并进行相应的接通,而十个内圈槽则从第四、第五、第六、第八和第十配气槽上方经过并进行相应的接通;这样一来,内腔一号孔和内腔二号孔在抽真
空时同时与真空孔接通,使真空室内腔快速形成真空,而当真空室内腔的真空快速达到设定值后,电磁阀动作,控制真空室的内腔一号孔与旋转盘的内圈槽隔断,只有真空室的内腔二号孔与旋转盘的内圈槽相通,同时旋转盘的内圈槽与充氮气孔接通,于是氮气直接从内腔顶部方向对准包装袋袋口进行充气,充气后包装袋马上被封口;上述的动作过程,由于真空室内腔能够快速形成真空,而且氮气是直接对准包装袋袋口进行充氮(可防止包装袋充氮时的前后晃动),氮气消耗小充氮时间短,从而高效实现真空室的抽真空和充氮,来保证包装生产速度提高。
[0006]
作为优选,第五配气槽与第一真空孔通过第一底槽相通,第七配气槽与第二真空孔通过第二底槽相通,第八配气槽与充氮气孔通过第三底槽相通,第十配气槽与排气孔通过第四底槽相通,第四配气槽与第九配气槽通过弧形槽相通,第六、第七配气槽通过外接管相通,第一、第二、第三和第四底槽设于所述配气盘的下表面,弧形槽设于所述底盘的上表面,弧形槽、第一、第二、第三和第四底槽互不相通。采用上述技术方案后,配气盘上表面设置的各配气槽首先与配气盘下表面设置的各底槽进行相应的接通,然后再与底盘上的第一真空孔、第二真空孔、充氮气孔和排气孔接通,可使配气装置的结构更为简单,加工也更为方便。
附图说明
[0007]
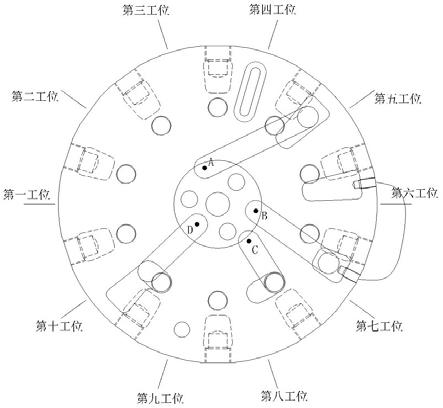
本发明有如下附图:图1为本发明的结构示意图,图2为图1中真空室的正面视图,图3为旋转盘、配气盘和底盘的配合关系图,图4为旋转盘的上表面视图,图5为配气盘的上表面视图,图6为配气盘的下表面视图,图7为本发明的配气工作原理图。
具体实施方式
[0008]
如图所示,本发明的十工位包装机真空室配气装置,包括上下布设的旋转盘1、配气盘2和底盘3,旋转盘1与真空机转盘4作同步转动连接,真空机转盘4上圆周等分安装十个真空室5,每个真空室5具有内腔17和外腔16,内腔17设置内腔一号孔15(接口为8)和内腔二号孔(接口为6),内腔二号孔位于内腔17顶部的中央位置,与包装袋的袋口上下对准,外腔16设置外腔孔14(接口为7),配气盘2和底盘3固定设置,配气盘2上圆周等分设置第一到第十共十个工位,十个工位与十个真空室5相对应,在所述旋转盘1的下表面,圆周等分设置十个外圈槽19(接口为12)和十个内圈槽18(接口为13),外圈槽19通过连接管9与对应真空室的外腔孔14接通,内圈槽18通过连接管11与对应真空室的内腔一号孔15、内腔二号孔接通,接通管道上设有控制与内腔一号孔15进行截断的电磁阀10,在所述底盘3的上表面,设有第一真空孔31(第一真空孔的中心位置为a)、第二真空孔32(第二真空孔的中心位置为b)、充氮气孔33(充氮气孔的中心位置为c)和排气孔34(排气孔的中心位置为d),第一真空孔31、第二真空孔32、充氮气孔33分别与第一真空管、第二真空管和充氮气管接通;在所述配气盘
2的上表面,第四工位设有第四配气槽21,接近第五工位设有第五配气槽22,接近第六工位设有第六配气槽23,接近第七工位设有第七配气槽24,接近第八工位设有第八配气槽25,第九工位设有第九配气槽26,接近第十工位设有第十配气槽27,第五配气槽22与第一真空孔31通过第一底槽27相通,第七配气槽24与第二真空孔32通过第二底槽28相通,第七配气槽24、第六配气槽23通过外接管20相通,第八配气槽25与充氮气孔33通过第三底槽29相通,第十配气槽27与排气孔34通过第四底槽30相通,第四配气槽21与第九配气槽26通过弧形槽35相通,第一底槽27、第二底槽28、第三底槽29和第四底槽30设于所述配气盘2的下表面,弧形槽35设于所述底盘3的上表面,弧形槽、第一、第二、第三和第四底槽互不相通;在旋转盘1相对配气盘2进行转动时,十个外圈槽19依次从第四、第五、第六、第七、第九和第十配气槽上方经过并进行相应的接通,而十个内圈槽18则从第四、第五、第六、第八和第十配气槽上方经过并进行相应的接通。
[0009]
如图7所示,上述配气装置是这样进行配气动作的:工作时,真空机转盘、旋转盘相对配气盘进行连续转动,十个真空室随真空机转盘转动,十个外圈槽依次从第四、第五、第六、第七、第九和第十配气槽上方经过并进行相应的接通,而十个内圈槽则从第四、第五、第六、第八和第十配气槽上方经过并进行相应的接通;从第一工位到第三工位,对应真空室依次进行移袋、接袋和关盖动作,真空室的内腔、外腔不抽真空,到第四工位,内圈槽、外圈槽与第四配气槽接通,对应真空室的内腔和外腔初步形成真空(因为第四配气槽与第九配气槽相通,而第九配气槽与第九工位真空室的外腔相通,第九工位真空室的外腔为真空状态),从第四工位到第五工位,内圈槽、外圈槽与第五配气槽接通,第五配气槽与第一真空孔相通,于是对应真空室的内腔和外腔被抽真空,从第五工位到第六工位,内圈槽、外圈槽与第六配气槽接通,第六配气槽与第二真空孔相通,于是对应真空室的内腔和外腔被进一步抽真空,从第六工位到第七工位,只有外圈槽与第七配气槽接通,第七配气槽与第二真空孔相通,于是对应真空室的外腔的真空度进一步得到提高,而内腔处于真空保持状态,从第七工位到第八工位,电磁阀控制对应真空室的内腔一号孔与内圈槽隔断,只有内腔二号孔与内圈槽相通,同时内圈槽与第八配气槽接通,第八配气槽与充氮气孔相通,于是氮气直接从内腔顶部方向对准包装袋袋口进行充气,从第八工位到第九工位,外圈槽与第九配气槽接通,对应真空室外腔开始降低真空,同时充入氮气的包装袋被热封封口,从第九工位到第十工位,内圈槽、外圈槽与第十配气槽接通,第十配气槽与排气孔相通,于是对应真空室的内腔、外腔进行排气,恢复常压状态,真空室开盖落袋,等待下一循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1