一种转料压标一体式转料装置的制作方法
[0001]
本发明涉及管状物产品的转运、贴标的设备领域,具体涉及一种针对管状物产品的转料压标一体式转料装置。
背景技术:
[0002]
管状物产品,例如纱线桶,因为外表面布满了纱线,当进行贴标时只能选择在纱线桶的内腔上贴标,传统的在外表面进行贴标的机构很难将标签贴入产品的内腔上。
[0003]
贴标的机构需要将贴标部深入内腔进行贴标,所以对纱线桶的位置精度需要一定的要求,并且由于各种原因,深入内腔进行贴标,可能存在标签粘贴不牢靠的情况。
[0004]
此外,纱线桶在自动化生产时,为方便传送,通常将产品以平躺状态进行运输,这种状态的产品在进行夹持装箱时,通常会设置一个转换方向的工位先将产品转换成竖直状态,再通过机械手将竖直状态的产品运输到箱体中。
技术实现要素:
[0005]
为了将管状物产品的内腔准确的与贴标机构的贴标部相对应,并且可以将贴完的标签进一步进行压紧,本发明提供一种用于转料压标一体式转料装置。
[0006]
本发明采取的技术方案具体如下。
[0007]
包括转料支撑架,转料支撑架上设置有夹料压标单元,夹料压标单元上具有能够伸入产品内腔对产品进行固定的取料部以及将产品内腔壁上初步粘附的标签进行压贴的压贴部,转料支撑架上还设置有调节单元,调节单元分别用于调节取料部、压贴部的外轮廓尺寸进行变化以适应取料部、压贴部进入产品内腔和进行产品固定、压贴标签的需求。
[0008]
优选地,取料部包括沿产品内腔周向间隔设置的各个取料夹持组件,调节单元包括用于调节各个取料夹持组件向其中心收缩或者外扩的夹持调节部。
[0009]
优选地,压贴部包括至少可以局部进行膨胀、收缩的气囊,调节单元包括调节该气囊进行膨胀或收缩的压标调节部。
[0010]
优选地,各个取料夹持组件沿产品内腔的径向分别浮动安装在取料安装件上,取料调节部与取料安装件沿产品内腔深度方向相对活动安装,取料调节部与取料安装件之间组成楔面抵靠驱动机构,取料调节部抵靠各个取料夹持组件向外扩张。
[0011]
优选地,气囊的两外侧设置有内压板和外压板,内压板和外压板沿着压贴部伸入产品内腔的方向依次间隔设置,压标调节部用于调节内、外压板之间的间距使得内、外压板之间的气囊的外轮廓尺寸进行改变。
[0012]
优选地,取料安装件为取料安装管构成,取料安装管位于产品的外侧,取料夹持组件沿取料安装管的周向间隔设置,取料夹持组件包括取料夹持件和夹持安装件,夹持安装件通过浮动弹簧沿取料安装管的径向浮动安装,浮动弹簧驱使夹持安装件向取料安装管中心移动,取料夹持件沿产品内腔深度方向布置,取料夹持件的一端与夹持安装件固定连接,取料夹持件的另一端延伸至产品内腔夹持固定产品。
[0013]
优选地,取料调节部为位于取料安装管内活动安装的锥柱状抵推头构成,锥状抵推头上的锥面抵靠取料夹持件向外扩展移动。
[0014]
优选地,贴标调节部包括与外压板相连接的外板连接杆以及与内压板相连接的内板连接管,外板连接杆穿过气囊活动插设安装在内板连接管内,外板连接杆上远离气囊的端部延伸内板连接管的端部外侧并在该端部设置调整内、外压板相对运动的调整件。
[0015]
优选地,调节单元包括沿着产品内腔深度方向活动安装的抵推柱,抵推柱的外端与外板连接管的端部相固接,锥形抵推头滑动安装在外板连接管上,锥形抵推头和抵推柱之间设置有驱动弹簧。
[0016]
优选地,抵推柱上设置有用于装配调整件的空缺区域,该空缺区域在内、外压板相互靠近或者远离时为调整件的移动提供容置空间,取料安装管上设置有对调整件的移动进行限制的限制部,限制部对调整件上延伸至抵推柱外侧的身部进行限位从而实现抵推柱移动调节内、外压板相互靠近挤压气囊。
[0017]
优选地,转料支撑架上具有安装梁,安装梁上等间距设置安装座,各安装座沿安装梁的长度方向分别活动安装,各夹料压标单元分别安装在各个安装座上,转料支撑架上还设置有用于调节各个安装座之间间距的c调节组件,抵推柱的端部设置有装配块,转料支撑架上还设置有推送梁,推送梁平行于安装梁布置,推送梁的两端沿抵推柱身长方向滑动装配在转料支撑架上,各装配块沿推送梁的身长方向滑动安装,推送梁与d调节组件相连接,d调节组件调节推送梁和安装梁之间的间距。
[0018]
本发明的有益效果是:此装置仅有一个动力源但可以实现两次的膨胀涨紧,第一次涨紧可以实现涨紧管状产品的内腔,将管状产品进行转运,再转运的途中进行第二次涨紧将管状产品上的标签压紧。此装置结构合理,且巧妙,反应迅速,适合应用于自动化生产线。当然,此装置也可以广泛适用于无论内腔是圆柱形还是圆锥形都可以很好的适用。当然配合转料装置,这种内涨紧的装置可以很容易转换产品的状态,例如将平躺状态转换为竖直状态,既能实现对产品状态的变化又可以辅助压标。
附图说明
[0019]
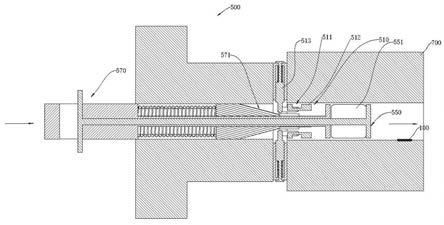
图1为本发明产品示意图;图2为本发明实施例装置的轴测图;图3为图2中转料装置的主视图;图4-7为图2中夹料压标单元的4种状态;图8为夹料压标单元夹持圆锥状产品示意图;图9为图2的右视图;图10为图2中的贴标转轴主视图;图11为图10的出标部放大图;图12为图10贴标时的示意图;图13为图10贴标方式与其他贴标方式的对比图;图14为图10贴标装置也可以适应不同内腔大小的产品示意图。
[0020]
图中附图标记为:100-标签、200-转料装置、210-转料机架、220-转料支撑架、221-安装梁、222-推送梁、223-安装座、224-间距调控弹簧、225-抵靠部、226-抵靠件、230-a调节
组件、240-b调节组件、250-c调节组件、260-d调节组件、270-x轴、300-装箱装置、310-下料工位、320-料箱、400-产品输送线、410-上料工位、500-夹料压标单元、510-取料部、511-取料夹持组件、512-取料夹持件、513-夹持安装件、550-压贴部、551-气囊、552-内压板、553-外压板、554-外板连接杆、555-内板连接管、556-空缺区域、557-限制部、558-限位凸起、570-调节机构、571-取料调节部、572-压标调节部、573-抵推柱、574-锥状抵推头、575-驱动弹簧、576-装配块、590-取料安装件、600-贴标装置、610-贴标工位、620-出标部、630-支撑组件、631-b支撑件、640-吹气组件、700-产品、710-产品的a端、720-产品的b端。
具体实施方式
[0021]
为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体说明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。
[0022]
如在本文中所使用,术语“平行”、“垂直”等等词语不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限。
[0023]
如图1所示,像这种具有管状物内腔的产品,例如纱线桶,在贴标签时只能将标签贴入产品的内腔上,传统的贴标装置多用于对产品的外轮廓进行贴标,所以,很难适用将标签贴到内腔上。此外,纱线桶在自动化生产时,为方便传送,通常将产品以平躺状态进行运输,这种状态的产品在进行夹持装箱时,通常会设置一个转换方向的工位先将产品转换成竖直状态,再通过机械手将竖直状态的产品运输到箱体中。本发明产品内管贴标装箱一体式设备,可以直接将输送线上的产品进行装箱,在装箱的同时将标签贴入产品的内腔上,将原来转换方向工位和装箱工位集成一个工位。
[0024]
首先阐述用于夹持产品的转料压标一体式转料装置。
[0025]
如图3和4所示,包括转料支撑架220,转料支撑架220上设置有夹料压标单元500,夹料压标单元500上具有能够伸入产品700内腔对产品进行固定的取料部510以及将产品内腔壁上初步粘附的标签100进行压贴的压贴部550,活动架上还设置有调节机构570,调节机构570分别用于调节取料部510、压贴部550的外轮廓尺寸进行变化以适应取料部510、压贴部550进入产品内腔和进行产品固定、压贴标签的需求。
[0026]
如图4所示,调节机构570调节取料部510、压贴部550移动到合适的位置之后,调节取料部510、压贴部550的外轮廓尺寸进行变化,取料部510涨紧产品内腔,用于对产品进行转料,压贴部550也涨紧产品内腔,涨紧内腔的同时将内腔壁上初步粘附的标签100进行压贴。这种机构不仅具有转料压标的功能,还适应于夹持形状较长的管件,此机构涨紧管件的两端,可以保持管件的平衡,方便对管件进行可靠的转运。
[0027]
如图4所示,取料部510包括沿产品内腔周向间隔设置的各个取料夹持组件511,调节机构570包括用于调节各个取料夹持组件511向其中心收缩或者外扩的取料调节部571。
[0028]
各个取料夹持组件511沿产品内腔的径向分别浮动安装在取料安装件590上,取料调节部571与取料安装件590沿产品内腔深度方向相对活动安装,取料调节部571与取料安装件590之间组成楔面抵靠驱动机构,取料调节部571抵靠各个取料夹持组件511向外扩张。
[0029]
取料调节部571为位于取料安装管590内活动安装的锥状抵推头574构成,锥状抵推头574上的锥面抵靠取料夹持件向外扩展移动。
[0030]
如图4和5所示,取料调节部571包括一个锥状抵推头574和驱动锥状抵推头移动的驱动弹簧575,取料夹持组件511沿产品内腔的径向分别浮动安装在取料安装件590上,当取料调节部571如图箭头方向移动时,锥状抵推头574抵靠各个取料夹持组件511向外扩张,当取料调节部571如图箭头方向相反方向移动时,各个取料夹持组件511向内收缩,恢复原来位置。
[0031]
如图4和7所示,压贴部550包括至少可以局部进行膨胀、收缩的气囊551,调节机构570包括调节该气囊551进行膨胀或收缩的压标调节部572。
[0032]
气囊551的两外侧设置有内压板552和外压板553,内压板552和外压板553沿着压贴部550伸入产品内腔的方向依次间隔设置,压标调节部572用于调节内压板552、外压板553之间的间距使得内压板552、外压板553之间的气囊551的外轮廓尺寸进行改变。
[0033]
如图4和7所示,当内压板552压缩气囊,而外压板553不动时,气囊可以进行膨胀,当内压板552返回原来位置时,气囊恢复原来形状。
[0034]
取料安装件590为取料安装管590构成,取料安装管590位于产品的外侧,取料夹持组件511沿取料安装管590的周向间隔设置,取料夹持组件511包括取料夹持件512和夹持安装件513,夹持安装件513通过浮动弹簧沿取料安装管590的径向浮动安装,浮动弹簧驱使夹持安装件513向取料安装管590中心移动,取料夹持件512沿产品内腔深度方向布置,取料夹持件512的一端与夹持安装件513固定连接,取料夹持件512的另一端延伸至产品内腔夹持固定产品。
[0035]
如图7展示了取料夹持组件511的具体结构,弹簧可以更改为弹性装置例如聚氨酯弹簧,取料夹持件512的表面最好设置有与内腔相匹配的圆弧状表面,并且具有一定的弹性,以增加夹持摩檫力。如图8所示,本实施例将取料夹持件512设置成铰接的形式是为了适用内腔为圆锥形状的产品,并且气囊551也可以很好涨紧圆锥形状的内腔。当然内腔是圆柱形状可以不设置成铰接的形式。
[0036]
如图6所示,压标调节部572包括与外压板553相连接的外板连接杆554以及与内压板552相连接的内板连接管555,外板连接杆554穿过气囊551活动插设安装在内板连接管555内,外板连接杆554上远离气囊551的端部延伸内板连接管555的端部外侧并在该端部设置调整内、外压板相对运动的调整件。
[0037]
调节机构570包括沿着产品内腔深度方向活动安装的抵推柱573,抵推柱573的外端与内板连接管555的端部相固接,锥状抵推头574滑动安装在内板连接管555上,锥状抵推头574和抵推柱573之间设置有驱动弹簧575。
[0038]
抵推柱573上设置有用于装配调整件的空缺区域556,该空缺区域556在内、外压板相互靠近或者远离时为调整件的移动提供容置空间,取料安装管590上设置有对调整件的移动进行限制的限制部557,限制部557对调整件上延伸至抵推柱573外侧的身部进行限位从而实现抵推柱573移动调节内、外压板相互靠近挤压气囊551。
[0039]
如图6所示,调整件包括外板连接杆554和外压板553,外板连接杆554的一端设置有用于限位的限位凸起558,如图7所示,当限位凸起558被限制部557阻挡时,外板连接杆554和外压板553停止移动,若内压板552继续移动会压缩气囊551,导致气囊膨胀,最后将标签100压紧。
[0040]
如图2和3所示,转料支撑架220上具有安装梁221,安装梁221上等间距设置安装座
223,各安装座223沿安装梁221的长度方向分别活动安装,各夹料压标单元500分别安装在各个安装座223上,如图9所示,转料支撑架220上还设置有用于调节各个安装座之间间距的c调节组件250,如图3所示,抵推柱573的端部设置有装配块576,转料支撑架220上还设置有推送梁222,推送梁222平行于安装梁221布置,推送梁222的两端沿抵推柱573身长方向滑动装配在转料支撑架220上,各装配块576沿推送梁222的身长方向滑动安装,推送梁222与d调节组件相连接260,d调节组件260调节推送梁222和安装梁221之间的间距。
[0041]
d调节组件260,推动推送梁222移动,带动抵推柱573移动。将抵推柱573通过装配块576滑动安装是为了安装多个夹料压标单元500,一次夹持多个产品提高生产效率,将多个夹料压标单元500通过推送梁222设置一个d调节组件260,既一个驱动源驱动多个夹料压标单元500运动,既可以保证多个夹料压标单元500动作一致,又可以节省驱动装置如气缸的数量。
[0042]
如图4-7为此转料压标一体式转料装置的具体工作过程。
[0043]
图4为此装置的初始状态,产品与此转料压标装置相对移动,插入产品的内腔中,此时取料夹持组件511在弹簧的作用下处于原始位置,气囊551也是原始状态。
[0044]
如图5所示,推动抵推柱573移动(如图3所示,d调节组件260,推动推送梁222移动,带动抵推柱573移动),可以同时带动锥状抵推头574和内压板552移动。其中,抵推柱573移动推动驱动弹簧575移动,进而推动锥状抵推头574移动。抵推柱573移动带动内压板552移动,内压板552推动气囊和外压板553同时移动。此时,此装置只是整体移动了一段距离,接触到取料夹持组件511。
[0045]
如图6所示,继续推动抵推柱573移动,带动锥状抵推头574移动,推动取料夹持组件511向外扩张,直到涨紧产品内壁。此时这种状态已经可以对产品进行转运了。
[0046]
如图6所示,若要进行压标动作,继续推动抵推柱573移动,因为涨紧了产品,锥状抵推头574停止移动,此时弹簧起到缓冲的作用,使得抵推柱573可以继续移动带动内压板552、外压板553和气囊到达指定的位置。
[0047]
如图7所示,限位凸起558通过外板连接杆554将外压板553和气囊限制在指定位置,这个位置也是标签预贴的位置。然后继续推动抵推柱573移动,因为外压板553不动,内压板552移动导致气囊膨胀,充满内腔,将标签压紧。
[0048]
压紧标签动作完成后,驱动抵推柱573向外移动,由图7到图6,抵推柱573带动限位凸起558移动继而将内压板552、外压板553和气囊移动到原始位置。如图5所示,驱动抵推柱573继续向外移动,通过弹簧拉扯锥状抵推头574使得其恢复到起始位置。
[0049]
下面阐述内管贴标装箱一体式设备,此设备通过上述的夹料压标单元500,夹持产品。
[0050]
一种产品内管贴标装箱一体式设备,具体的结构如下。
[0051]
如图1-10所示,包括输送产品的产品输送线400、用于对贴标后的产品进行装箱的装箱装置300,产品输送线400和装箱装置300之间设置有转料装置200,转料装置200将产品输送线400输送过来的产品转送至装箱装置300上的料箱320内,转料装置200转送的产品的移动路径上设置有贴标装置600,所述的产品700具有管状的内腔,转料装置200上具有夹料压标单元500,所述的夹料压标单元500上具有伸入产品内腔对产品进行取用的取料部510,转料装置200还包括转料调节机构,转料调节机构调整夹料压标单元500在a1、a2、a3状态之
间进行转换;a1状态:夹料压标单元500与输送线上产品相对应,使得夹料压标单元500上的取料部510从产品一端插入产品内腔对输送线400上的产品进行取用;a2状态:夹料压标单元500与贴标装置600上的出标部620相对应,使得出标部620移出的标签100从产品的另一端送入产品的内腔进行贴标;a3状态:夹料压标单元500与装箱装置300上的料箱320相对应,使得取料部510从产品内腔内移出,贴标后的产品在箱体内进行装载。
[0052]
如图4所示,取料部510通过内涨紧的形式涨紧产品700的内腔,如图2和3所示,通过转料装置200将产品运输到贴标工位处,如图2和10所示,贴标装置600上的出标部620伸入产品内腔,进行贴标,如图2所示,转料装置200将产品运输到下料工位,将产品装入箱子里。完成了,在装箱的过程中进行贴标。
[0053]
如图4所示,夹料压标单元500上还具有伸入产品内腔将产品内腔壁上初步粘附的标签进行压贴的压贴部550,压贴部550在a2状态转换a3状态的过程中进行压贴。
[0054]
如图10所示,贴标装置600上出标部620伸入产品内腔,进行贴标,可能出现贴的标签没有紧紧贴合内腔,通过压贴部550将标签紧紧的压贴在内腔上。
[0055]
如图2和3所示,转料装置200包括转料机架210,转料机架210转动安装在机架900本体上,记转动装配转料机架210的转轴为x轴270,转料机架210的周向间隔设置有转料支撑架220,转料支撑架220沿x轴的径向滑动安装,转料调节机构包括调节转料装置200转动的a调节组件230和调节转料支撑架220沿x轴的径向滑动的b调节组件240,所述的夹料压标单元500设置在转料支撑架220上。
[0056]
如图3和4所示,夹料压标单元500包括取料部510,将夹料压标单元500设置在转料支撑架220上,使得取料部510夹取产品后可以旋转,转换产品的状态,例如,将产品旋转180度,贴标装置600可以对产品的另一端进行贴标。将产品旋转270度,产品从平躺状态转换成竖直状态,进行装箱。
[0057]
夹料压标单元500沿x轴的长度方向在转料支撑架220上间隔设置。
[0058]
如图2所示,夹料压标单元500可以沿x轴的长度方向设置有多个,一次夹持多个产品,提高生产效率。
[0059]
转料调节机构还包括调节转料支撑架220上各个夹料压标单元500之间间距的c调节组件250。
[0060]
如图2所示,为适用不同直径的产品,各产品之间会有一定的间距,在进行装箱时,产品要紧挨在一起,如图9所示,c调节组件250可以调节转料支撑架220上各个夹料压标单元500之间间距,使之紧挨在一起进行装箱。
[0061]
如图4所示,夹料压标单元500上具有沿x轴的径向活动安装的抵推柱573,抵推柱573一端与取料部510相连接并用于调节取料部510插入产品内腔和从产品内腔内移除,如图3所示,所述转料调节机构还包括用于调节抵推柱573进行移动的d调节组件260。
[0062]
如图2和图3所示,转料支撑架220上具有均平行于x轴布置的安装梁221和推送梁222,各个夹料压标单元500分别安装在各个安装座223上,各安装座223等间距滑动装配在安装梁221上,推送梁222沿x轴的径向活动安装在转料支撑架220上,抵推柱573的另一端分别与推送梁222沿身长方向滑动装配,d调节组件260与推送梁222相连接用于调整推送梁
222和安装梁221之间的间距。
[0063]
d调节组件260,推动推送梁222移动,带动抵推柱573移动。如图3和5所示,安装梁221限制了夹料压标单元500上的取料安装件590移动,使得夹料压标单元500上的取料部510和压贴部550可以在调节机构570的作用下工作。
[0064]
如图9所示,各安装座223之间设置有间距调控弹簧224,c调节组件250包括最外侧安装座223上设置抵靠部225,a3状态时,如图3所示,b调节组件240调节转料支撑架220沿x轴径向移动时,抵靠部225移动的路径上设置有抵靠件226,所述的抵靠件226与抵靠部225构成斜面抵靠调节机构,所述的斜面抵靠调节机构用于调整各个安装座223之间的间距。
[0065]
所述的抵靠件226和/或抵靠部225沿平行于x轴的方向活动安装,通过调整抵靠件226和/或抵靠部225的位置调节各安装座223之间的间距调节量。
[0066]
当产品的外径改变时,箱体的宽度也会改变,调节斜面抵靠调节机构抵靠件226与抵靠部225之间的相对位置,以适用不同直径的产品装箱需求。例如,如图9所示的一种实施例,将抵靠部225变长,当通过抵靠件226时,两抵靠部225之间的间距变小,刚好适用较小的箱子,此时可以适用,产品直径变小的装箱需求。
[0067]
如图2所示,转料支撑架220沿转料机架210的周向等间隔设置4个,x轴水平布置,转料支撑架220的正下方设置为下料工位,转料支撑架220的左、右两外侧分别设置为上料工位和贴标工位,转料支撑架220的转动方向为上料工位转向贴标工位,产品输送线400出料端的产品管腔的长度方向为水平方向且指向x轴。
[0068]
设置4个工位,可以使得各工位同时工作,提高生产效率。
[0069]
如图10所示,贴标装置600上设置有出标部620,出标部620的外侧设置有对从出标部620上移出的标签进行临时撑托的支撑组件630,支撑组件630上方设置有吹气组件640,吹气组件640用于将支撑组件630上的标签100吹向管状物的内腔上,完成预贴标。
[0070]
支撑组件包括相对布置的a、b支撑件631,a、b支撑件631为杆状,a、b支撑件631一端呈悬伸状布置,另一端安装在条形杆632上,条形杆632的两端安装在出标部620上设置的楔形块633上,条形件632与楔形块633之间形成避让部,避让部用于对出标部上分离的防粘纸的移送进行避让。
[0071]
杆状支撑件631也可以设置为可转动的形式,有利于标签的滑落。
[0072]
吹气组件640包括吹气嘴641,吹气嘴641的吹气方向向下并指向a、b支撑件631上标签的中部。
[0073]
如图10-12所示,支撑组件630悬空支撑标签,吹气装置将标签吹成弧形状态,如图12所示,弧形状态的标签,中部先线接触内腔,然后从中部至两侧依次接触内腔,完成贴标。这样的贴标方式,可以防止标签垂直落下时,因为圆弧的长度要大于标签的长度,当标签的两侧先接触内腔时,导致标签的中部留有空隙。如图13为圆弧形式贴标和垂直贴标的对比,很明显,圆弧形式的贴标可以将标签均匀的贴到内腔上。
[0074]
如图2所示,贴标装置600包括沿x轴长度方向间隔设置,输送线包括沿x轴长度方向间隔设置的输送单元,输送单元、贴标装置600的数量均与转料支撑架220上夹料压标单元500的个数相匹配。
[0075]
出标部620和支撑组件630沿竖直方向高度可调节式安装,产品输送线400出料端高度可调式安装。
[0076]
如图2所示,输送线400上的支撑腿设置成可调节式,当产品外径不同时,产品内腔的中心线会高于或者低于夹料压标单元500的中心线,导致夹料压标单元500上的取料部510与产品内腔不匹配,通过调整出料端高度使得不同直径的产品的内腔与夹料压标单元500相匹配。
[0077]
当产品的内腔发生变化时,夹料压标单元500的取料部510是内涨紧式的可以适应一定范围的内腔变化,夹紧产品。如图14所示,出标部620和支撑组件630沿竖直方向高度可调节式安装,当产品内腔的直径发生变化时,调整出标部620和支撑组件630与内腔之间的间距,也可以很好的进行贴标。
[0078]
下面将阐述一种产品内管贴标装箱的方法。
[0079]
如图1和2和图4所示,通过转料装置200上的取料部510对产品输送线400卸料处的产品进行取料,取料部510从产品的a端710插入产品内腔对产品进行撑夹取用,通过调节取料部510移动转送产品并在取料部510移动的过程中采用贴标装置600从产品的b端720将标签送入产品的内腔壁上进行贴附,贴附有标签的产品被取料部510继续移动转送至与装箱装置300上的箱体相对应布置,然后将取料部510从产品内腔内移除使得产品被转送至箱体内进行装箱处理。
[0080]
例如纱线管这种产品或者表面异形但具有管状的内腔的产品,夹持产品的内腔是必要的,不管产品的表面怎么变化,产品的内腔是不变的,这种夹紧方式因为中心为夹持的中心,可以很方便对产品进行定位,并不需要考虑产品形状的变化。
[0081]
如图4-7所示,通过在出标部620的旁侧对应设置压贴部550,采用一个压贴部550和一个取料部510组成一个夹料压标单元500,通过压贴部550将从b端送入产品内腔的标签牢靠的压贴在产品内腔壁上。
[0082]
取料部510采用调节其外轮廓尺寸进行膨胀、收缩的方式实现撑夹取用产品和卸载产品。
[0083]
压贴部550采用充排气的方式或者改变气囊的外轮廓使其膨胀将标签压贴在产品内腔壁上。
[0084]
对产品输送线400卸料处的产品进行取料时,压贴部550先于取料部510进入产品的内腔,取料部510进入产品内腔后对产品进行撑夹,撑夹完成后将产品从产品输送线400上移走,待贴标装置600从产品b端向产品内腔送入标签后,调节压标部继续向b端移动,移动到达指定位置后开始调节组成压贴部550的囊腔膨胀压贴标签。
[0085]
采用锥状抵推头574和沿抵推头周向间隔设置的取料夹持组件511组成取料部510,将取料夹持组件511沿抵推头的径向活动安装,先将锥状抵推头574和取料夹持组件511同步移入产品的内腔,当取料夹持组件511到达预设的位置后停止前进,这样锥状抵推头574就会挤压各个取料夹持组件511向外扩张,从而实现取料夹持件对产品的撑夹。
[0086]
在气囊551的两侧分别设置内压板552和外压板553,在贴标装置600从产品的b端送入标签后,先调整内压板552、外压板553同步向b端移动,在到达预设位置后,调节外压板553停止前进、内压板552继续前进,这样内、外压板之间的气囊551就被压缩,气囊的外轮廓膨胀从而挤压标签贴附到产品内腔壁上。
[0087]
如图2和9所示,设置多个间隔布置的夹料压标单元500同时对多个产品进行相同工序操作,卸料装箱前先调节各个产品相互靠近,然后再进行卸载。
[0088]
如图3所示,将多个夹料压标单元500排列状设置在转料支撑架220上,将转料支撑架220沿着x轴270的径向活动安装在转料机架210上,转料机架210通过x轴270转动安装,将转料支撑架沿转料机架210的周向间隔设置,在转料机架210的外侧分别设置产品输送线400、贴标装置600和装箱装置300,通过转动转料机架210调节产品输送线400、贴标装置600和装箱装置300同时对不同位置处夹料压标单元500上的产品进行卸料、贴标和装箱的操作。
[0089]
如图1-12所示,在转料支撑架220上的各个夹料压标单元500与产品输送线400卸料处的产品对应时,通过调节转料支撑架220沿着x轴的径向移动实现调节外压板553、气囊551、内压板552、取料夹持件512、锥状抵推头574同步移动从产品的a端依次插入产品内腔,取料夹持件512移动到位后,转料支撑220架停止移动,此时推动抵推柱573移动使得装配在抵推柱573上的外压板553、气囊551、内压板552、抵推头574继续向b端移动,取料夹持件512不向b端移动,抵推头574抵推取料夹持件外扩将产品撑夹稳定后,抵推柱573停止前进,此时转动转料机架210使得产品转至与贴标装置600对应布置,贴标装置600将标签100移出至支撑组件630上,通过将支撑组件630将标签从产品的b端送入产品内腔内,并通过吹气嘴641吹气将支撑组件630上的标签从支撑组件630上移下转贴至产品内腔壁上,然后将支撑组件630从内腔内移出,此时调节抵推柱573继续前进,调节外压板553、气囊551、内压板552向b端继续移动,当外压板553和气囊551移动到位后停止前进,此时抵推头574只抵推内压板552继续前进挤压气囊551,使得气囊径向膨胀将标签100完全压贴在内腔壁上,贴标完成后的产品被转送至与装箱装置300相对应布置,先调节各个产品相互靠近,然后调节外压板553、气囊551、内压板552、取料夹持件512、抵推头574按照前述相反的进入动作从产品内腔内退出,如此反复上述过程实现产品的连续自动贴标和装箱。
[0090]
本发明提供的产品内管贴标装箱的方法和产品内管贴标装箱一体式设备以及转料压标一体式转料装置,其中,转料压标一体式转料装置是通过膨胀产品的内腔将产品夹紧,定位精度较高,不管产品的外径怎么变化,这种夹持方式始终都可以对产品很好的夹持。夹紧后通过转料装置200转换产品的位置和状态,进行装箱。显然,内涨紧的夹持方式可以很好的将多个产品聚拢在一起进行装箱。贴标装箱一体式设备的贴标装置600通过设置的吹气组件640和暂放标签的支撑组件630先将标签吹成弧形,以弧形的方式吹向产品内腔可以很好的避免标签的两端先接触内腔,导致标签中间与内腔留有空隙。转料压标一体式转料装置还包括压贴部550,压贴部550也是通过膨胀的方式将标签压紧,在贴标装置600完成贴标后,进行压标可以进一步使得标签牢靠的贴在产品内腔上不易脱落。采用多个夹料压标单元500和多工位的同时取料,贴标、压标和装箱可以提高生产效率。当然本发明也可以适应不同直径内腔的产品的夹持,不管是圆柱的内腔还是圆锥的内腔都可以很好的适用。此装置结构简单合理,可以很好的适用大批量产品的贴标和装箱需求。
[0091]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1