门板覆膜设备的上料机构的制作方法
1.本发明属于上料机构领域,具体涉及一种门板覆膜设备的上料机构。
背景技术:
2.目前,免漆门多采用吸塑表面处理工艺,通过真空吸附,将装饰膜贴敷到门板基材上;在对免漆门表面进行处理时,大需要对待处理门板进行上料,目前市面上的上料机构大多直接采用机械手将门板抓起,机械手的放置到对应的位置上,当门板的放置位置存在误差时,容易使得上料的门板也发生位置误差,不利于后续设备对门板进行覆膜操作,影响门板的覆膜效率,且容易产生次品覆膜门板,不利于企业生产。
技术实现要素:
3.针对以上不足,本发明所要解决的技术问题是提供一种门板覆膜设备的上料机构,用于在门板上料过程中对门板进行对齐、定位,提高上料效率,降低人力成本投入,并设置储料等待位,便于本上料设备进行实时进料。
4.为解决以上技术问题,本发明采用的技术方案是,门板覆膜设备的上料机构,包括缓存上料架、上料机械手和定位输送架,缓存上料架与定位输送架之间通过上料机械手连接,以将缓存上料架上的工件移动至定位输送架上,定位输送架上设有定向输送组件。
5.进一步的,定位输送架包括输送架、输送滚筒和定向输送组件,定向输送组件安装在输送架上,输送滚筒转动安装在输送架上。
6.进一步的,定向输送组件的两端均转动安装有输送滚筒。
7.进一步的,定向输送组件包括偏置滚筒组件和导向板,导向板固定安装在输送架上,偏置滚筒组件转动安装在输送架上。
8.进一步的,偏置滚筒组件包括多个均匀设置的偏置滚筒,在偏置滚筒上均设有防干涉阶梯,导向板固定安装在防干涉阶梯一端,偏置滚筒斜向导向板倾斜设置。
9.进一步的,输送架上固定杆安装有上料位置跟踪器。
10.进一步的,缓存上料架包括上料支架、上料滚筒和上料电机,上料电机固定安装在上料支架上,上料滚筒成对对称安装过该在上料支架上,上料电机与上料滚筒连接,以驱动上料滚筒转动。
11.进一步的,上料机械手包括横向移动机构、纵向移动机构和抓取机构,横向移动机构滑动安装在纵向移动机构上,抓取机构转动安装在横向移动机构上。
12.进一步的,抓取机构上包括机械手臂、抓取吸盘和吸盘控制组件,机械手臂转动安装在横向移动机构上,吸盘控制组件安装在机械手臂上,吸盘控制组件与抓取吸盘连接。
13.进一步的,吸盘控制组件包括吸盘驱动电机和吸盘安装座,吸盘安装座转动安装在机械手臂上,吸盘驱动电机与吸盘安装座连接,驱动吸盘安装座转动。
14.本发明的有益效果是,(1)通过定向输送组件的设置,便于对定位输送架上的门板
进行对齐、定位,便于后续对门板表面进行覆膜工艺,提高上料效率,降低人力成本投入。
15.(2)通过缓存上料架的设置,便于储存备用门板材料,便于本上料设备进行实时进料,减少上料装置的等待时间。
附图说明
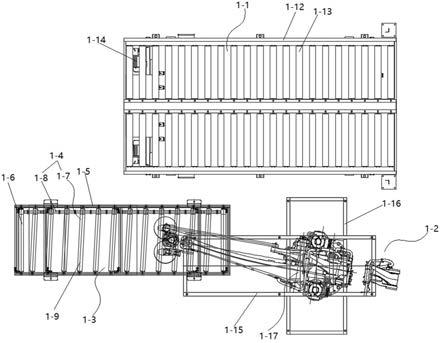
16.图1是上料结构的结构示意图。
17.图2是定位输送架的结构示意图。
18.图3是上料机械手的结构示意图。
19.附图标记:缓存上料架1-1,上料机械手1-2,定位输送架1-3,定向输送组件1-4,输送架1-5,输送滚筒1-6,偏置滚筒组件1-7,导向板1-8,偏置滚筒1-9,防干涉阶梯1-10,上料位置跟踪器1-11,上料支架1-12,上料滚筒1-13,上料电机1-14,横向移动机构1-15,纵向移动机构1-16,抓取机构1-17,机械手臂1-18,抓取吸盘1-19,吸盘控制组件1-20,吸盘驱动电机1-21,吸盘安装座1-22。
具体实施方式
20.下面结合附图对本发明进行进一步描述。
21.门板覆膜设备的上料机构,包括缓存上料架1-1、上料机械手1-2和定位输送架1-3,缓存上料架1-1与定位输送架1-3之间通过上料机械手1-2连接,以将缓存上料架1-1上的工件移动至定位输送架1-3上,定位输送架1-3上设有定向输送组件1-4,通过定向输送组件1-4的设置,便于对定位输送架1-3上的门板进行对齐、定位,便于后续对门板表面进行覆膜工艺,提高上料效率,降低人力成本投入。
22.定位输送架1-3包括输送架1-5、输送滚筒1-6和定向输送组件1-4,定向输送组件1-4安装在输送架1-5上,输送滚筒1-6转动安装在输送架1-5上,通过输送滚筒1-6的设置,便于位于定位输送架1-3上的门板进行平移。
23.定向输送组件1-4的两端均转动安装有输送滚筒1-6,输送滚筒1-6的设置,便于定位输送架1-3上的门板进行平移,通过在定向输送组件1-4的两端设置输送滚筒1-6,使得进入定位输送架1-3时、输出定位输送架1-3时的门板均为平移,提高输出定位输送架1-3的门板的位置精度,便于后续对门板表面进行覆膜工艺。
24.定向输送组件1-4包括偏置滚筒组件1-7和导向板1-8,导向板1-8固定安装在输送架1-5上,偏置滚筒组件1-7转动安装在输送架1-5上,通过偏置滚筒组件1-7使得位于定向输送组件1-4上的门板斜向导向板1-8斜向移动,通过导向板1-8对门板进行限位,使得门板始终与导向板1-8贴合移动,从而对门板进行定位、对齐。
25.偏置滚筒组件1-7包括多个均匀设置的偏置滚筒1-9,在偏置滚筒1-9上均设有防干涉阶梯1-10,导向板1-8固定安装在防干涉阶梯1-10一端,偏置滚筒1-9斜向导向板1-8倾斜设置,便于将门板偏向导向板1-8移动,优选的,每个偏置滚筒1-9上均固定安装有一个动力电机,便于驱动每根偏置滚筒1-9转动。
26.输送架1-5上固定杆安装有上料位置跟踪器1-11,优选的,上料位置跟踪器为红外线感应器,通过红外线感应器的设置,便于对输送架1-5上的门板位置进行跟踪。
27.缓存上料架1-1包括上料支架1-12、上料滚筒1-13和上料电机1-14,上料电机1-14
固定安装在上料支架1-12上,上料滚筒1-13成对对称安装过该在上料支架1-12上,可以存储多个备用待加工的门板,上料电机1-14与上料滚筒1-13连接,以驱动上料滚筒转动,优选的,上料滚筒1-13与上料电机1-14之间通过链条传动。
28.上料机械手1-2包括横向移动机构1-15、纵向移动机构1-16和抓取机构1-17,横向移动机构1-15滑动安装在纵向移动机构1-16上,抓取机构1-17转动安装在横向移动机构1-15上,便于对抓取机构1-17进行移动。
29.抓取机构1-17上包括机械手臂1-18、抓取吸盘1-19和吸盘控制组件1-20,机械手臂1-18转动安装在横向移动机构1-15上,吸盘控制组件1-20安装在机械手臂1-18上,吸盘控制组件1-20与抓取吸盘1-19连接,通过吸盘控制组件1-20对吸盘的相对位置进行转动。
30.吸盘控制组件1-20包括吸盘驱动电机1-21和吸盘安装座1-22,吸盘安装座1-22转动安装在机械手臂1-18上,吸盘驱动电机1-21与吸盘安装座1-22连接,驱动吸盘安装座1-22转动,便于门板与上料方向始终保持一致。
31.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
32.尽管本文较多地使用了图中附图标记对应的术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1